| Titel: | Notizen aus der Wiener Weltausstellung 1873; mitgetheilt von Johann Zeman. |
| Autor: | Prof. Johann Zeman [GND] |
| Fundstelle: | Band 214, Jahrgang 1874, Nr. I., S. 1 |
| Download: | XML |
I.
Notizen aus der Wiener Weltausstellung 1873;
mitgetheilt von Johann
Zeman.
Mit Abbildungen auf Tab.
I.
(Fortsetzung von S. 294 des vorhergehenden Bandes.)
Zeman, Notizen aus der Wiener Weltausstellung.
83–86. Maschinen zum Schleifen
von Holzstoff für Papierfabrikation. (Figur 1 bis 10.)
Ich hatte zunächst nur die Absicht, die Maschinen zur Herstellung des geschliffenen
oder sogen. mechanischen Holzstoffes, welche die Firma Theod. und Friedr. Bell in Kriens bei Luzern (Schweiz) ausgestellt hatte,
näher mitzutheilen; der inzwischen erschienene (in diesem Journal S. 289 des
vorhergehenden Bandes schon angezogene) BerichtHeft 38. Druck und Verlag der k. k. Hof- und Staatsdruckerei; Wien
1873. über „Papier-Industrie“ von Emil Twerdy ermöglicht es jedoch, auf die Fortschritte dieser
Maschinenclasse im Allgemeinen hinzuweisen und an betreffender Stelle die Bell'schen Constructionen mit Zeichnungen näher
beschrieben einzuschalten.
„Die Erzeugung und Anwendung des geschliffenen Holzstoffes – so
berichtet Twerdy – hat seit dem Jahre 1867
einen großartigen Aufschwung genommen; die Holzstoff-Fabrikation ist zu
einem selbstständigen blühenden Industriezweige geworden, der zwar im Principe
keine wesentliche Aenderung, dagegen in den Details der Apparate manche
werthvolle Vervollkommnung erfahren hat. Seit G. Keller den genialen Gedanken gefaßt, und Heinrich Völter in Heidenheim demselben durch zweckmäßige Form
der Apparate praktische Verwerthung gegeben, sind Hunderte von
Holzstoff-Fabriken errichtet worden, da sich die Verwendbarkeit des
Stoffes immer deutlicher erwies und der Bedarf von Jahr zu Jahr wuchs. So würde
beispielsweise Deutschland sieben Millionen Centner Hadern zur Erzeugung seines
Papierquantums nöthig haben, während es nur zwei Millionen Centner producirt.
Der Abgang wird zum geringen Theile durch die Haderneinfuhr und hauptsächlich
durch Surrogate, worunter Holzstoff die bedeutendste Rolle spielt, gedeckt. Der
außerordentliche Verbrauch an Holzstoff, welcher durch die bis 60–70
Procent gehende Beimischung zu den Hadernstoffen erklärt wird, weckte die
Unternehmungslust zahlreicher Interessenten, welche in der Ausführung und
Verbesserung der Schleifvorrichtungen dankbare Objecte ihrer Bemühungen fanden. Allen voran
steht jedoch Heinrich Völter in Heidenheim, der mit
bewundernswerther Energie und Ausdauer den einmal gefaßten Gedanken verfolgte
und ausbildete, und ihm gebührt das Verdienst diese Industrie zu ihrer heutigen
Vollkommenheit und Bedeutung gebracht zu haben.
Die wünschenswerthen Resultate: möglichst großes Schleifquantum bei geringstem
Kraftconsum, sowie große Feinheit und Gleichartigkeit der nicht allzu kurzen
Faser bilden das Ziel aller Vervollkommnung. Je feiner und gleichartiger die
Faser, desto schwieriger ist sie im Papiere erkennbar, und desto mehr convenirt
sie dem Papierfabrikanten. Die gebräuchlichen Holzarten sind: Fichte, Tanne und
Aspe. Das Aspenholz gibt ein sehr schön weißes, jedoch zu weiches Product, und
erhält das Papier bei Mischungsverhältnissen, wo Fichtenholz noch sehr glattes,
klangiges Papier liefert, bei Anwendung von Aspe einen lockeren, schwammigen
„Griff“ und rauhes Aussehen. Hingegen kann man mit
gleichem Kraftaufwand und gleichen Apparaten um 36 bis 40 Procent mehr
Aspenstoff schleifen als Fichte oder Tanne. Ein sehr beliebter Ausweg, der
sowohl dem Schleifer als dem Papierfabrikanten dient, ist das Mischen von
Aspen- und Fichtenholz – und zwar derart, daß nach je 3 oder 4
oder 5 Fichtenholz-Klötzen, 1 Aspenholz-Klotz in die
Schleif- (oder Preß-) Kammern des Defibreur eingelegt und die
Mischung somit sehr intensiv erhalten wird.
Die wesentlichste Bedingung zur Erzielung einer feinen und gleichmäßigen Faser
ist bei guter Construction und Ausführung, sowie möglichster Stabilität des
Schleifapparates ein guter, feinkörniger Schleifstein und sein oftmaliges
Schärfen. Bei den meisten bisher ausgeführten Schleifapparaten mit horizontaler
Achse sind mechanische Steinschärf-Vorrichtungen noch nicht in Anwendung gekommen; dagegen
zeigt der von der Firma Theod. und Friedr. Bell
ausgestellte Apparat mit um eine senkrechte Achse rotirendem Stein die Anwendung
einer solchen, und es steht wohl zu erwarten, daß der Schärfapparat in
entsprechender Modification auch bei dem erstgenannten System zur Anwendung
gelangt.
Um den Stoff rasch und sicher vom Stein abzuspülen, der dadurch wesentlich
angriffsfähig erhalten wird, ist eine reichliche Menge unter Druck
eingespritzten Wassers nöthig, und werden zu diesem Zwecke bei guten Apparaten
hinter jeder Schleifkammer Spritzrohre eingesetzt.
Leider trifft man noch vielfach mißlungene Imitationen Völter'scher Apparate, welche sich mit einem einzigen Einspritzhahn
begnügen, und deren verfehlte Construction es außerdem bedingt, daß der Oberbau,
dieser wichtigste und complicirteste Theil der Maschine, bei jedesmaligem
Wechsel des Steines demontirt werden muß – ein Umstand, welcher bei der
schwierigen und oft nicht immer genauen Wiedermontirung leicht von nachtheiligen
Folgen für den Betrieb begleitet sein kann, und als ein entschieden grober
Fehler bezeichnet werden muß.
Eine fernere Vervollkommnung der Defibreurs besteht in der Anbringung einer Stellvorrichtung, wodurch die die Schleifkammer
bildenden Platten einen sehr genauen Anschluß an die Peripherie des
Schleifsteines erhalten, in Folge dessen das Splittern des Schleifklotzes,
mithin Stoffverlust vermieden wird. Das Anpressen der Druckplatten an den
Schleifklotz erfolgt bei den neuen guten Maschinen nur mehr durch Wirkung von
Hebeln, Rollen und Gewichten.
Einen nicht minder wichtigen Einfluß auf die Qualität des Stoffes, als der
Defibreur, nimmt die Construction und Behandlung der Raffinir- und Sortirapparate. Zur
Ausscheidung der groben Splitter werden Cylinder oder Schüttelsiebe angewendet,
jedoch verdienen die letzteren, welche wie Knotenfänger fungiren, entschieden
den Vorzug vor den Cylindern, weil ihre Anschaffung nicht nur billiger, sondern auch die
Reinhaltung leichter möglich ist. Die eigentliche Scheidung des Stoffes in
fertiges und in der Raffinirung zu unterziehendes Product erfolgt noch immer am
besten durch ein System von Cylindern, die mit verschieden maschigem
Messingdraht-Gewebe übersponnen sind. Der Prima-Holzstoff, d.h.
derjenige, dessen Vorkommen im Papiere mit freiem Auge nicht ersichtlich ist,
hat einen ungleich höheren Werth als die Secundawaare. Ersterer kann
mittelfeinen Druck-, Schreib-, Tapeten-, feinen
Packpapieren sowie Affichen bis 60 Proc., sogar Cigarrettenpapieren bis 20 Proc.
zugetheilt werden, ohne daß die Papiere an Güte verlieren.
Secunda-Holzstoff hingegen macht selbst durch geringe Beimischung die
Papiere auffallend rauh und brüchig, und findet deshalb nur zu ordinären
Papieren Verwendung. Jeder Fabrikant kennt die enormen Calamitäten, welche ihm
daraus erwachsen, wenn schlecht sortirter Holzstoff zu feineren Papiergattungen
verwendet wird, und der fertige Bogen statt des gehofften glatten, ein
bürstenähnliches Aussehen zeigt. Die Neuerungssucht von Reclame bedürftigen
„Erfindern“ hat unter dem Vorwande erheblicher
Kraftersparniß die Weglassung des Raffineur vorgeschlagen, wovon jedoch im
Interesse des Holzschleifers selbst nicht dringend genug abzurathen ist.
Eine verläßliche Abdichtung der Ausguß-Mundstücke der Sortircylinder ist
zum Zwecke einer genauen Sortirung von nicht zu unterschätzender Wichtigkeit. Am
vollkommensten wird dieselbe dadurch erreicht, daß ein mit Unschlitt getränkter
Hanfzopf an die gedrehte Abgußflansche durch in drehbare Messinglaschen
eingesetzte Stellschrauben angepreßt wird, wodurch nicht nur ein vollkommen
wasser- und stoffdichter Anschluß erreicht, sondern auch sehr geringe
Reibung erzeugt wird, was sich von keinem anderen Dichtungssystem – wie
angespannte Kautschukgurten, Filze, Leder etc. – behaupten läßt. Das
Productionsverhältniß der zwei Stoffqualitäten beträgt bei mangelhafter Anlage
und Wartung der Apparate sogar 3 : 1, so daß die Secundawaare 25 bis 20 Proc.
der Gesammterzeugung ausmacht. Dagegen läßt sich durch eine gute Anlage und
zweckdienliche Manipulation, sowie durch wiederholtes Raffiniren dieses
ungünstige Verhältniß wesentlich günstiger gestalten, so daß nur 5 bis 7 Proc.
sogenannten Zweierstoffes entstehen. Je größer die Sortir-Siebflächen
sind, desto genauer erfolgt die Ausscheidung. Ein sehr günstiges Resultat ergibt
eine Sortiranlage von 1 Quadratmeter Siebfläche für je einen (in 24 Stunden
erzeugten) Centner lufttrocken gedachten Stoffes. In der Construction der
Sortircylinder hat man zu den mannigfachsten Anordnungen gegriffen. Ein guter
Cylinder muß vor Allem leicht, und die das sortirende Drahtgewebe tragende
Auflagefläche nämlich der Cylindermantel derart beschaffen sein, daß dem
Durchlaß des Stoffes kein Hinderniß entgegensteht, daß das Sieb keine Falten
zieht und sich sehr leicht reinigen läßt.
Die billigste und vielseitig angewendete Anordnung besteht in einem Gerippe von
parallel zur Cylinderachse laufenden, nach Außen conisch zugespitzten, dünnen
Holzstäben, auf welchen ein kräftiges Bodensieb ruht, welches dann das
eigentliche Sortirsieb trägt.
Eine andere und bessere Anordnung ist die von ebenfalls zur Achse parallel
laufenden Stäben, die jedoch von geschmiedetem Rundeilen sind, über welche dünne
Metalldraht-Ringe in Abständen von 25 Millim. gespannt werden, welche
direct das Sortirsieb tragen.
Eine dritte Art besteht in einem gelochten Zinkblech-Unterboden, auf
welchen das Sortir-Drahtgewebe aufgelöthet wird. Diese Anordnung schont
die Siebe sehr, beansprucht jedoch große Cylinderdurchmesser, da wegen des
zwischen den Löchern des Unterbodens stehenbleibenden vollen Blechmateriales
viel Durchgangsfläche verloren geht.
Die am häufigsten vorkommende Disposition der Sortircylinder besteht in deren
stufenweiser Aufstellung in hölzernen Kästen, in welche der Holzstoff an der
rückwärtigen Längsseite einfließt. Der das Gewebe passirende, also sortirte
Theil fließt durch den offenen Seitenkranz ziemlich tief unten ab, während der
gröbere, also nicht durch das Gewebe durchgehende Theil sich unterhalb des
Cylinders in den Vorderraum des Kastens drängt, von dem aufsteigenden Cylinder
durch Reibung in dünnen Schichten aufgenommen, durch mit Filz umwickelte Walzen
abgenommen und wesentlich entwässert durch einen Schaber in einen separaten
Vorkasten abgelegt wird. Der Vortheil dieser Anordnung besteht darin, daß der
Stoff unter geringem hydrostatischem Drucke durch das Sieb gedrückt wird;
nachtheilig hingegen ist der Umstand, daß der sortirte Theil, als am Boden des
Cylinders abfließend, immer noch Gelegenheit findet, sich mit dem außen
befindlichen unsortirten, also gröberen Theil zu vermischen resp.
zurückzutreten, und daß der gröbere Stoff eine die Vorderseite des Cylinders eng
umschließende Wand bildet, welche große Reibung verursacht und behufs der
Weiterbeförderung vom Cylinder gehoben werden muß. Die zur Stoffabnahme
dienenden Filzwalzen haben das Unangenehme, Stofffasern in die Gewebemaschen
einzuzwängen, welche dadurch verlegt werden und den freien Durchgang der Fasern
hindern.
Dieser mißliche Umstand ist bei der von der Firma Theod. und Friedr. Bell in Kriens bei Luzern (Schweiz) ausgestellten
Sortiranlage durch eine sehr sinnreiche Construction behoben, und verdient
überhaupt die von dieser Firma exponirte Schleifereianlage eine eingehende
Würdigung.“
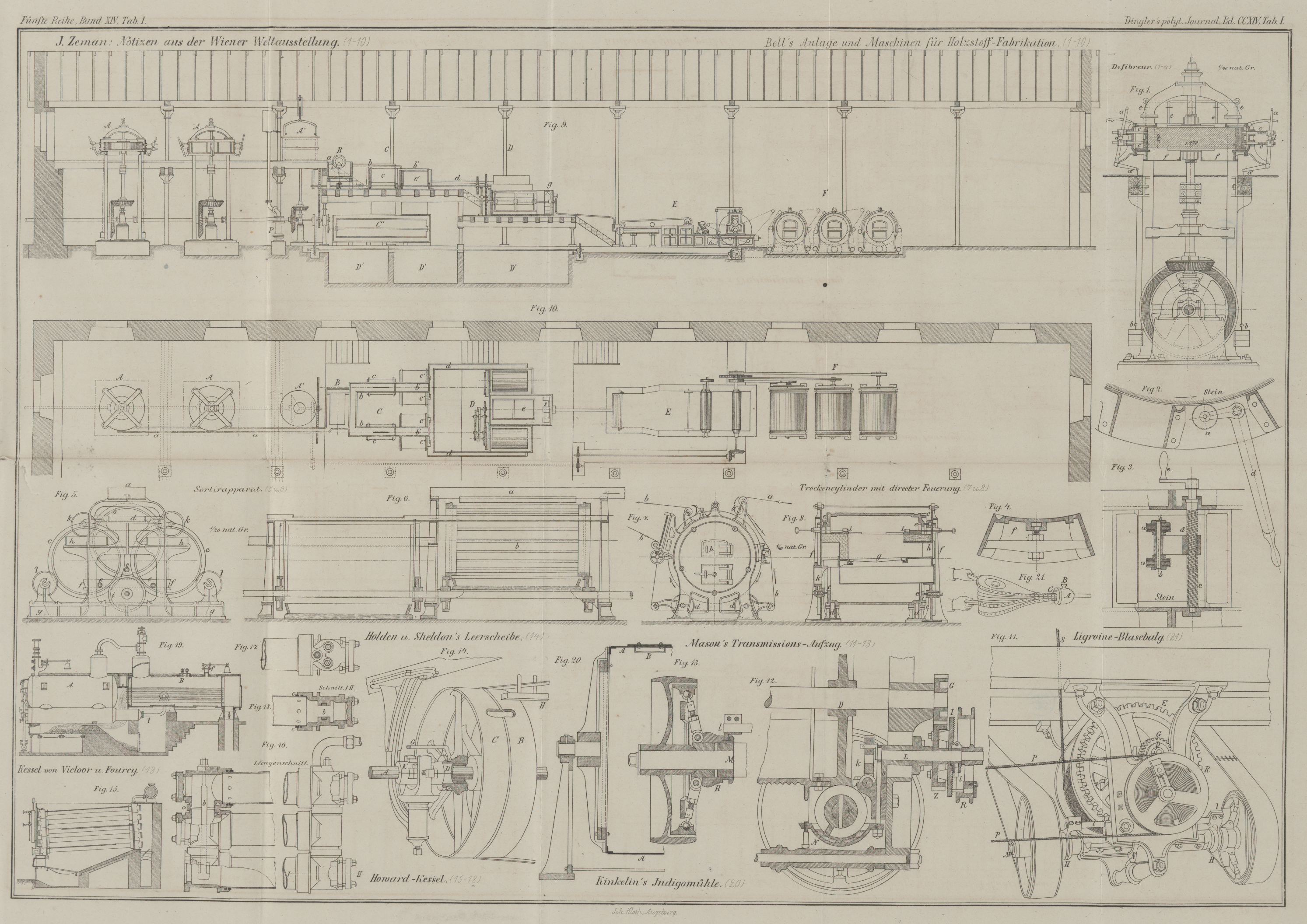
Die von Bell ausgeführte Schleifmaschine (Defibreur) ist mit einem horizontal liegenden, um eine
verticale Achse rotirenden Stein versehen (vergl. Figur 1 in 1/40 n. Gr.),
um welchen acht Kästen zur Aufnahme der zu schleifenden
Holzstücke gleichmäßig vertheilt sind.
Das Anpressen des Holzes gegen den Stein erfolgt durch Hebel a, a' und Gewichte b. In jeder Preßplatte sind
zwei Schrauben c, c eingelassen, und deren Querstück d, welches mit dem Druckhebel a verbunden ist, durch Muttern verstellbar derart, daß beim Abnehmen des
Steindurchmessers die Preßplatten nachgerückt werden können. Der geschliffene
Holzstoff wird durch acht Spritzröhren e – je
eine für jede Preßkammer – vom Stein in den durch Blech abgeschlossenen Raum
f abgespült und durch einen Canal weggeleitet.
Die Schleifmaschine ist auf vier kräftigen eisernen Säulen aufmontirt; die verticale
Schleifstein-Spindel wird durch conische Räder von der
Haupttransmissionswelle angetrieben.
Der Steinschärfapparat, welcher ohne den Defibreur
zerlegen zu müssen aufgesteckt und in Thätigkeit gesetzt werden kann, ist in Figur 2 bis
4 (in 1/10
n. Gr.) dargestellt. Er besteht aus zwei durch mehrere gezahnte Stahlscheiben
gebildete Fräsköpfen a, a, welche sich lose um die
verticalen Stifte b drehen, wenn die Fräsen mittels des
Hebels d gegen den rotirenden Stein angedrückt werden.
Durch Drehung der Kurbel e erhalten die Schärfrollen
eine auf- und abgehende Bewegung über die ganze Höhe des Steines, indem der Lagerhebel d sich entlang der Schraubenspindel c verschiebt. Diese Spindel findet im eisernen Gerüst
des Steines ihre passende Lagerung (Figur 3) und zwar in einer
Zelle zwischen zwei Preßkammern, bei welcher vor dem Schärfen die Verschlußplatte
f (Fig. 4) weggenommen
wird.
Als Vortheile dieser Schleifmaschine werden angegeben: Einfache und solide
Aufstellung; einfacher Antrieb; gleichmäßiger Druck auf den Schleifstein; geringerer
Kraftbedarf bezieh. größere Production (3 bis 3 1/2 Pferdestärken pro 50 Kilogrm. trocken gedachten Stoff); Erzielung
eines gleichmäßigen Stoffes; bequeme Bedienung sowohl in Hinsicht des Einlegens der
zu schleifenden Holzstücke als der Regulirung des Druckes.
Eine von den bisherigen Einrichtungen wesentlich abweichende Anordnung hat der Sortirapparat, wie derselbe in Figur 5 und 6 (in
Vorder- und Längenansicht – theilweise Schnitt – in 1/20 n.
Gr.) dargestellt ist. Die drei zusammenarbeitenden Sortircylinder liegen, wie die
Skizzen ganz deutlich zeigen, parallel zu einander und zwar der erste oder
Vorsortir-Cylinder b vor den beiden anderen
tiefer gelegenen eigentlichen Sortircylindern c, c, über
welche der mittels der Rinne a herbeigeführte Stoff nach
seinem Durchgang durch den Cylinder b von der Blechrinne
d gleichförmig auffließt. Der hier durchgehende
Stoff wird durch die Rinnen h, h aufgenommen und zum
Entwässerungscylinder weitergeleitet.
Der auf den drei Cylindern b und c, c zurückbleibende und zum Raffineur zurückzuführende Stoff wird durch
die Spritzröhren e in die Behälter ff resp. gg
abgespült und damit zugleich die Maschen der Drahtgewebe continuirlich gereinigt und
ein Verschmieren derselben also wirksam hintangehalten.
Die Sortircylinder haben keine Radsterne; deren Mantel wird einfach durch in die zwei
Endkränze eingelassene Rundstäbe und darüber gelegte Drahtringe gebildet, welche das
Sortirsieb unmittelbar tragen. Die Endkränze sind rund abgedreht und erhalten durch
die Frictionsrollen i auf der Transmissionswelle, auf
welcher die Cylinderkränze aufruhen, eine ruhige gleichmäßige Drehung. Zur Führung
der Cylinder sind noch die Rollen k, k bezieh. l, l passend angebracht.
Und so bleibt noch der Bell'sche Trockencylinder mit directer Feuerung (Figur 7 und
8 in 1/40
n. Gr.) zu betrachten übrig; letztere wurde gewählt, theils um das Brennmaterial
besser auszunützen, theils um für Localitäten, welche hinlänglich Wasserkraft zur
Verfügung haben, die Anlage von Dampfkesseln zu ersparen.
Um eine zwischen den festen Gestellwänden f, f
angebrachte Feuerung rotirt der auf vier Rollen d liegende gußeiserne
Trockencylinder mit dem seitlich angegossenen Zahnkranz c, in welchen ein Getriebe der Vorgelegewelle eingreift. Ein dichter
Abschluß zwischen Seitenwänden und Cylinder wird durch Ringe e erzielt, welche durch Spiralfedern gleichförmig gegen den Seitenkranz am
Trockencylinder angedrückt werden. Die Feuerung erfolgt auf dem Roste g, welcher durch die Thüre h
in der einen Seitenwand zugänglich ist; die Verbrennungsgase entwickeln sich in
Folge der Einmauerung nach aufwärts, vertheilen sich rechts und links und ziehen
entgegengesetzt der Feuerthüre durch die Oeffnung k in
eine Röhre zum Kamin. Zur Regulirung der Wärme des Cylinders dienen die Schieber i: l bezeichnet den ebenfalls durch die Thüre
zugänglichen Aschenfall.
Der Stoff kommt von der Stoffpresse über den endlosen Filz a (Fig.
7), welcher ihn an das endlose Metalltuch b
abgibt; dieses führt den Stoff in directer Berührung mit dem Trockencylinder herum
und zum nächsten Cylinder.
Die Gesammtanlage einer Holzschleiferei (mit Weglassung
der Holzputzerei, Aufzüge und sonst bekannter Hilfsapparate) noch Bell's System ist in zwei Ansichten durch Figur 9 und 10
veranschaulicht.
Von den Defibreurs A, A wird der geschliffene Holzstoff
durch Canäle a, a nach dem Späncylinder B geleitet – ein mit grobem Sieb überzogener
Cylinder, welchen der Stoff passirt, während die Späne zurückgehalten und von Zeit
zu Zeit entfernt werden. Von hier gelangt der Stoff über die Leitung b, b zu dem Sortirapparat C,
passirt zunächst die Vorsortircylinder c, c und wird
durch die Rinnen b', b' über die Sortircylinder c', c' ausgebreitet. Der hier zurückgehaltene Stoff wird
in den unterhalb des Sortirapparates C disponirten
Kasten C' mit Rührhaspel abgespritzt und gesammelt,
durch eine Pumpe P auf den Raffineur A' geschafft und nach hier stattgehabter Verarbeitung
wieder zum Sortiren zurückgeführt.
Derjenige Stoff, welcher die Sortircylinder c', c'
passirt hat, fließt über die Rinnen d, d zum
Entwässerungsapparat D. Durch die feinen Messingsiebe
der Entwässerungscylinder wird der Holzstoff zurückgehalten, ein Theil seines
Wassers aber entzogen.
Wird nun der Holzstoff gleich zur Papierfabrikation verwendet, so läßt man ihn aus
den Entwässerungscylindern in die unterhalb derselben angelegten Setzkästen D' abfließen, um ihn noch mehr zu entwässern, weshalb
die Böden dieser Kästen mit fein durchlöcherten Backsteinen belegt sind. Soll aber
der Stoff weiter versendet werden, so kommt er aus den Entwässerungscylindern in den
Kasten e, von wo er durch ein Schöpfrad g der Stoffpresse E regelmäßig zugeführt wird.
Der Stoff verläßt die Presse (mit etwa 50 bis 55 Procent Wassergehalt) in Papierform
und wird bei kurzen Transportsstrecken direct in die Säcke verpackt – bei
Versendung auf große Entfernung aber vorher auf den Trockencylindern F bis auf etwa 20 Proc. Wassergehalt getrocknet. In
diesem Falle kommt der Stoff von der Presse noch mit 80 Proc. Wasser beladen zum
ersten Trockencylinder. Die Zahl der letzteren richtet sich nach der Quantität
Holzstoff, welche lufttrocken geliefert werden soll. Pro
Cylinder kann man 500 Kilogrm. Production rechnen.
Bei der skizzirten Anlage ist eine 24stündige Production von circa 1500 Kilogrm. lufttrocken gedachten Holzstoff anzunehmen.
Theod. und Friedr. Bell haben bereits (bis Mitte 1873) 78
Schleifmaschinen ausgeführt und zwar: 34 für die Schweiz (darunter 12 für die Fabrik
Perlen bei Luzern mit 700 Pferdestärken), 20 für Frankreich (worunter 10 nach
Mandeure, 10 nach Bellegarde), 7 nach Baden, 3 für Württemberg, 2 für Bayern, 11 für
Italien und 1 Maschine nach Oesterreich. Diese 78 Schleifmaschinen erfordern über
3000 Pferdestärken Betriebskraft.
„Von Holzschleif-Apparaten ist ferner eine „patentirte
Holzzerfaserungs-Maschine“ von H. Völter und J. M. Voith in Heidenheim an der
Brenz (Württemberg) ausgestellt gewesen. Wie zu erwarten, ist diese Maschine in
Construction und Ausführung gleich vorzüglich und bietet einige beachtenswerthe
Verbesserungen. Das System ist das von Völter
ursprünglich aufgestellte, mit einem verticalen Schleifstein. Ein sehr
kräftiges, gußeisernes Gestell enthält die Stuhlung der Hauptlager, die Führung
der fünf Preßkammern und die Lager der Preßvorrichtung.
Die Form der Ständer ist derart, daß der Stein ohne Schwierigkeit heraus-
und hereingebracht werden kann, und kein Theil der Maschine, außer einem
leichten Blechdeckel, losgeschraubt zu werden braucht. Die Preßkammern sind
verstellbar, legen sich genau an den Stein an, und hat jede Presse ihren eigenen
Wasserhahn. Die Pressung erfolgt durch ein an einer Kette hängendes Gewicht, die
Kette ist um sämmtliche Rollen geschlungen, woraus der Vortheil erwächst, daß
die beim Auslösen einer oder zweier Pressen frei werdende Kraft sofort von den
übrigen Pressen aufgenommen wird, wodurch sowohl Kraft gespart als auch zugleich
ein regelmäßiger, stets sich gleich bleibender Gang der Maschine erzielt wird.
Die Gewichtsbelastung wird continuirlich von der Maschine selbst in Thätigkeit
erhalten, so daß der Arbeiter beim Einlegen des Holzes blos die Presse und kein
Belastungsgewicht zu heben hat. Das Auslösen des Zahnrades, welches durch den
Eingriff in die Zahnstange die Pressung bewirkt, von der Kettenrolle geschieht
durch eine sehr sinnreich angeordnete Vorrichtung. Die Kettenrolle sitzt lose
auf der Welle des Zahnrades. Letztere ist hohl und enthält eine schwache
Spindel, welche an dem vorderen vorstehenden Ende ein Schraubengewinde besitzt
und durch ein als Mutter fungirendes Handrädchen eine hin- und hergehende
Bewegung erhält. Das andere Ende der Spindel hat eine festgekeilte
Frictions-Kuppelungsmuffe, welche in eine gleiche an die Kettenrolle
angegossene eingreift. Soll Pressung erfolgen, so wird durch einige Umdrehungen
des erwähnten Handrädchens nach rechts die Spindel in die Kettenrolle
eingekuppelt und die Zahnrad-Welle mitgenommen; soll hingegen die Presse
gehoben werden, so wird durch einige Umdrehungen nach links die Spindel
ausgekuppelt, und die Hebung der Zahnstange erfolgt mit Leichtigkeit. Das
Aufheben des Gewichtes erfolgt durch einen schwachen Riemen und Rädervorgelege.
Die Preßkammern sind allseitig dicht geschlossen, daher der Stoff nicht leicht
verunreinigt werden kann.
H. Völter hat vom Jahre 1852 bis Ende 1872: 360
Schleifapparate geliefert und zwar vom Jahre 1852 bis 1859: 13 Maschinen, von
1860 bis 1866: 61 Maschinen, von 1867 bis 1872 : 136 Maschinen – zusammen
210 Maschinen für Europa und 150 Maschinen für Nordamerika. Von den patentirten
Völter-Voith'schen Apparaten sind bereits
24 Stück im Betriebe. Von den 210 Apparaten arbeiten: in Deutschland 77,
Oesterreich 24, Schweden und Norwegen 53, Rußland 16, Belgien 12, Frankreich 10,
England 6, Schweiz 6, Italien 3, Dänemark 2 und Spanien 1 Stück. Die größten bis
jetzt existirenden Holzzeugfabriken arbeiten mit Völter'schen Maschinen, wie z.B. Longed, Munkedal und Skärblacka in
Schweden, sodann in Nordamerika, woselbst solche mit je deren 18, 20 und 24, in
ein und demselben Locale stehend, versehen sind und zum Theil gleichsam
unbegrenzte Wasserkräfte besitzen, während jene schwedischen Fabriken je über
circa 1000 Pferde starke Wasserkräfte
disponiren.
Ein weiterer Fortschritt in der Holzstoff-Fabrikation, welche Völter in die Praxis eingeführt, ist das von Oswald
Meyh in Zwickau erfundene und ihm patentirte
Verfahren, das Holz vor dem Schleifen auf eine sehr einfache und wenig
kostspielige Weise zu präpariren, daß es einen zwar braun gefärbten, aber viel
faserreicheren Stoff gibt, als der aus nicht präparirtem Holze ist, so daß man
daraus ohne allen Zusatz von Hadern ein Papier von bemerkenswerther Zähigkeit
erhält. Seiner braunen Farbe wegen ist dieser Stoff jedoch nur zu Pappen,
Einschlag- und ordinären Tapetenpapieren verwendbar. Das den Herren C. A.
Specker und Waisnix
patentirte Holzstoff-Sortirungsverfahren, mittels gelochter blecherner
Schüttelsiebe und mit Weglassung des Raffineur zu sortiren, war auf der
Ausstellung nicht vertreten und hat bisher nur wenig Anklang gefunden.
Die zur Erzeugung des Holzstoffes nöthigen Schleif- und Raffineursteine
spielen in dieser Industrie eine wichtige Rolle, und erst seit kurzer Zeit
befassen sich mehrere Mühlstein-Fabriken mit der Herstellung auch dieser
Sorten. Die eigenthümliche Structur des hierzu nöthigen Materiales fand sich
nicht überall, wo sonst ganz brauchbare Mühlsteine gewonnen wurden. Sächsische
und schweizer Steine werden sogar noch heute nach Schweden und Norwegen
exportirt.
Gebrüder Israel in Währing bei Wien hatten einige sehr
schöne Exemplare von Defibreurs und Raffineurs exponirt.
Wir schließen die Betrachtung der Holzstoff-Industrie mit dem Ausdrucke
der Ueberzeugung, daß dieser Papier-Rohstoff wegen seiner einfachen
Erzeugung, dem massenhaften Vorkommen des Rohmateriales, und seiner Billigkeit
einen bleibenden Werth in der Reihe der Hadernsurrogate behaupten wird. Der
Vorwurf, daß geschliffener Holzstoff nur zu Mittelpapieren Verwendung finden
kann, ist allerdings unwiderlegbar; nichtsdestoweniger ist er das einzige
Hadern-Ersatzmittel, um diese Gattung Papiere, welchen eine so wichtige
volkswirthschaftliche Bedeutung innewohnt, billig zu gestalten. Wir erinnern
hier einfach an das Zeitungs- und Bücherpapier, dessen Billigkeit so
wesentlich zur allgemeinen Zugänglichkeit wichtiger Bildungsmittel
beiträgt.“
Tafeln