| Titel: | Maschinenanlage für Ziegelfabrikation: von Clayton Sohn und Howlett in London. |
| Fundstelle: | Band 214, Jahrgang 1874, Nr. LXXIII., S. 285 |
| Download: | XML |
LXXIII.
Maschinenanlage für Ziegelfabrikation: von
Clayton Sohn und
Howlett in
London.
Mit Holzschnitt und Abbildungen auf Tab. IV.
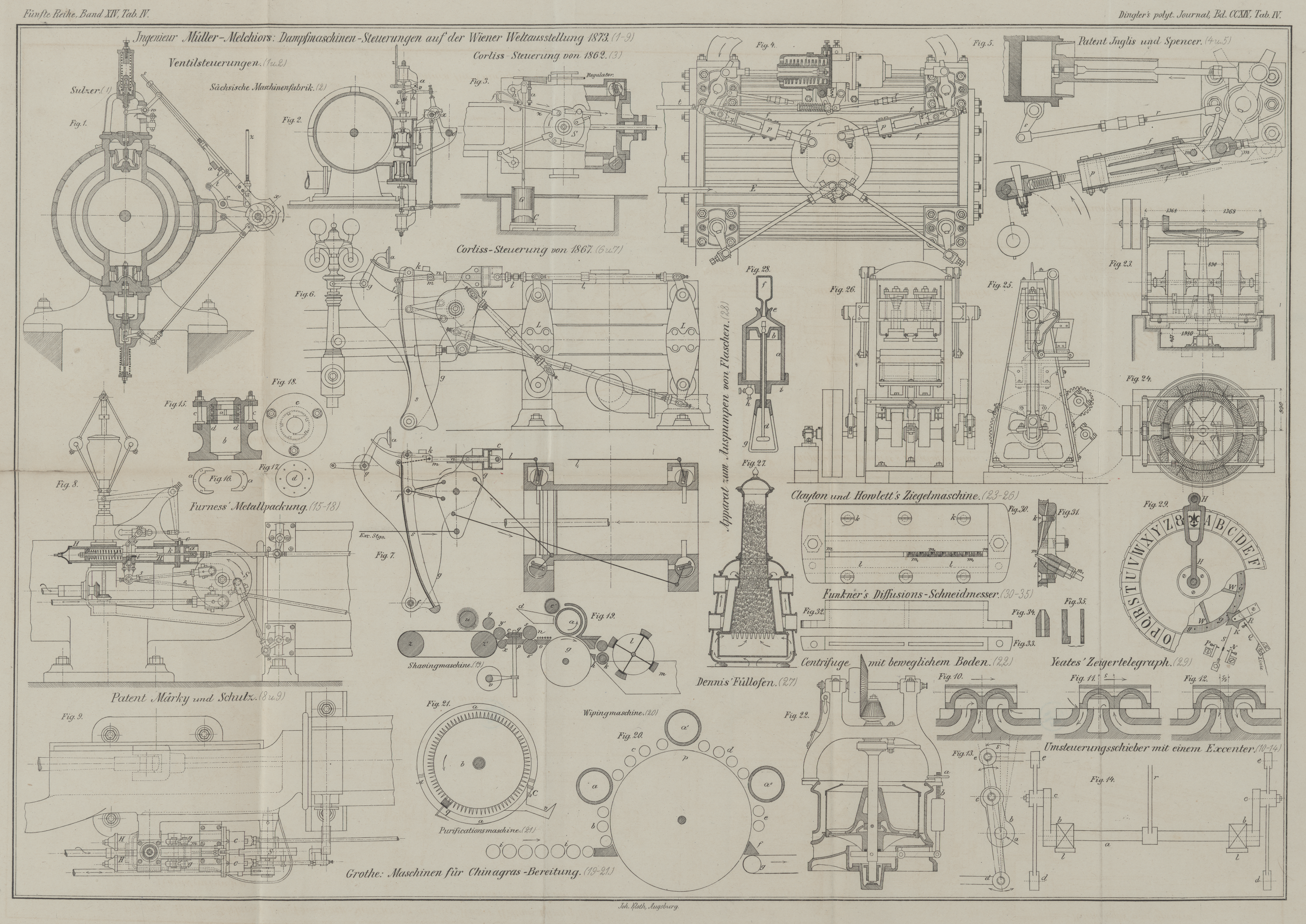
Clayton und Howlett's Ziegelmaschine.
Textabbildung Bd. 214, S. 285
Um die beim Kohlenabbau gewonnenen Bergmittel, insbesondere den Schieferthon und
andere harte unplastische Thonarten, welche weder durch Verwitterung noch durch
Zerkleinerung auf gewöhnlichen Maschinen einen so homogenen Zustand annehmen, um
durch ein Mundstück in Form eines regelmäßigen Stranges ausgepreßt werden zu
können, hat die bekannte Firma Clayton Sohn und Howlett (Atlas Works, Horrow-Road) in London
die in Figur
23 bis 26 (nach Engineering
September 1874 S. 203) skizzirten und nach der Grundriß-Skizze
in beistehendem Holzschnitt disponirten Maschinen zur Ausführung gebracht. Da
dieselben auf den Butterley Iron Works in Alfreaton (England) sich gut bewähren,
so mögen dieselben, trotzdem sie keine ganz neuen Constructionen repräsentiren,
hier kurz beschrieben werden.
Wie aus den Abbildungen zu entnehmen ist, besteht die Maschinenanlage aus einem
Quetschwerke (Kollermühle) mit Sortirvorrichtung A,
einem Becherwerke (Elevator) B und der Ziegelpresse C; zur Ingangsetzung dient eine 10pferdige horizontale
Dampfmaschine, welche weiter nicht angedeutet ist.
Das Quetschwerk (Fig. 23 und 24) besteht aus einem
rotirenden gußeisernen Trog von 8 Fuß englisch (2,438 Meter) Durchmesser, auf
welchem zwei gußeiserne Läufer von je 2000 Kilogrm. Gewicht sich abwälzen. Nachdem
das aufgegebene und hinlänglich verkleinerte und vermengte Material die Siebplatten
des Trogbodens passirt hat, wird es durch Arme nach dem Becherwerk und von diesem
auf den Rumpf der Ziegelmaschine befördert, welche in Fig. 25 und 26
repräsentirt ist.
Die Ziegelpresse ist nach Clayton und Howlett's bekanntem System construirt. Das vorbereitete
Ziegelmaterial wird in Formen eingeschüttet und durch Druck von oben und unten
zugleich verdichtet. Der gepreßte Ziegel wird durch den unteren Preßstempel aus
seiner Form herausgedrückt und durch den inzwischen heranrückenden, frisch
beschickten Füllkasten weitergeschoben und von Hand oder selbstthätig zum
Trockenplatz gebracht.
Indem der untere Preßkolben wieder herabsinkt, kann frisches Material aus dem
Füllkasten die Form ausfüllen, um beim nächsten Spiel der Stempel gepreßt zu werden
u.s.w.
Das Gestell der Ziegelpresse besteht aus zwei Ständern, welche auf einer gußeisernen
Platte stehen und oben durch eine Traverse verbunden sind. Ein gußeiserner Kasten
ist an die Gestellwände angeschraubt und enthält lose eingelegt die Formkästen Die
unteren Preßstempel sind mit einer Traverse verbunden, die in den Seitenwänden
Führung erhält. Der Antrieb erfolgt durch Riemen und wird von einem doppelten
Vorgelege auf die Druckwelle, welche in den Ständern gelagert ist, übertragen. Auf
dieser Welle sind zwei Daumen aufgekeilt, welche auf die am unteren Ende der
Preßstempel angebrachten Frictionsrollen wirken und die Stempel im verticalen Sinne
bewegen. Außerhalb der Lager stecken auf der Welle zwei Kurbeln, welche durch
Schubstangen auf die obere, ebenfalls in den Ständern geführte Traverse die Bewegung
übertragen. Die oberen Preßstempel sind cylinderförmig und hohl, laufen aber in eine
Schraubenspindel aus, welche durch die Gegenplatte geht, die mit der Traverse durch
zwei Stellschrauben verbunden ist. Zwischen die Gegenplatte und den cylinderförmigen
Theil der Preßstempel sind Volutfedern eingelegt, die man durch die Schrauben nach
Belieben anziehen kann, um den beim Pressen auszuübenden Druck zu vergrößern oder zu
vermindern. Durch Drehung der Stellschrauben, die sowohl durch die Traverse als
Gegenplatte gehen, können die Preßstempel gehoben oder gesenkt und dadurch die Dicke
der zu erzeugenden Ziegel abgeändert werden. Außerdem wirkt auf die untere Traverse
ein mittels Kurbel verschiebbarer Stellkeil, welcher die tiefste Lage der Traverse
bedingt, also zur Regulirung der in die Formen gelangenden Thonmenge benützt werden
kann, indem bei stärker angezogenem Keil die unteren Preßstempel nicht mehr so tief
herabgehen wie vorher, und dadurch die Höhe der Form verkleinern.
Der Füllkasten erhält seine Bewegung durch eine mit der oberen Traverse verbundene
Rolle, welche passend geschlitzte Schwingen in hin und her gehende Bewegung
versetzt.
Da die Preßformen sowie beide Preßstempel leicht auszuwechseln sind, so kann auf
derselben Maschine eine große Anzahl von Ziegelformaten erzeugt werden.
Die oberen Stempel werden durch Dampf erwärmt, um ein Anhängen des Thones zu
vermeiden.
Ueber die normale Leistungsfähigkeit berichten die Ziegelwerksbesitzer James Wormald und Söhne in Dewsbury,
daß die geschilderte Maschinenanlage pro Woche 60000 bis 70000 Stück Ziegel
producirt. Trotz der vielfachen Vortheile, welche die Ziegelmaschinen darbieten,
haben sie sich in Deutschland nicht in dem Maße eingebürgert, als dies in England
und Amerika der Fall ist, da die Materialpreise, die Qualität des zu verarbeitenden
Thones, die Höhe der Arbeitslöhne u.a.m. ihre Einführung nicht in demselben Maße
begünstigen.
Tafeln