| Titel: | Specialmaschinen für Locomotivfabriken der Elsässischen Maschinenbau-Gesellschast in Grafenstaden bei Strassburg. |
| Fundstelle: | Band 216, Jahrgang 1875, Nr. , S. 302 |
| Download: | XML |
Specialmaschinen für Locomotivfabriken der
Elsässischen Maschinenbau-Gesellschast in Grafenstaden bei
Strassburg.
Mit Abbildungen auf Taf.
V [a.b/1].
Keilnuthenfräsmaschine für Locomotivachsen.
Die nachfolgend beschriebenen Maschinen zum Fräsen von Keilnuthen und zum Ausbohren
der Kurbelzapfenlöcher, welche von der ihrer Specialmaschinen halber berühmten
Werkzeugmaschinenfabrik in Grafenstaden gebaut werden, verdienen die Aufmerksamkeit
jedes Werkstätten-Ingenieurs, umsomehr als die Gesellschaft in ihren eigenen
Locomotiv-Werkstätten in der Lage ist, ihre Werkzeuge allen Bedürfnissen des
praktischen Betriebes am besten anzupassen. Vor allen die Fabriken, welche sich mit
der Erzeugung von Locomotivrädersätzen befassen, dürften wohl kaum diese nützlichen
Werkzeugmaschinen entbehren können. Beide Maschinen sind doppelt angeordnet und
gestatten die gleichzeitige und genau übereinstimmende Verrichtung der an beiden
Enden der Achse erforderlichen Arbeiten.
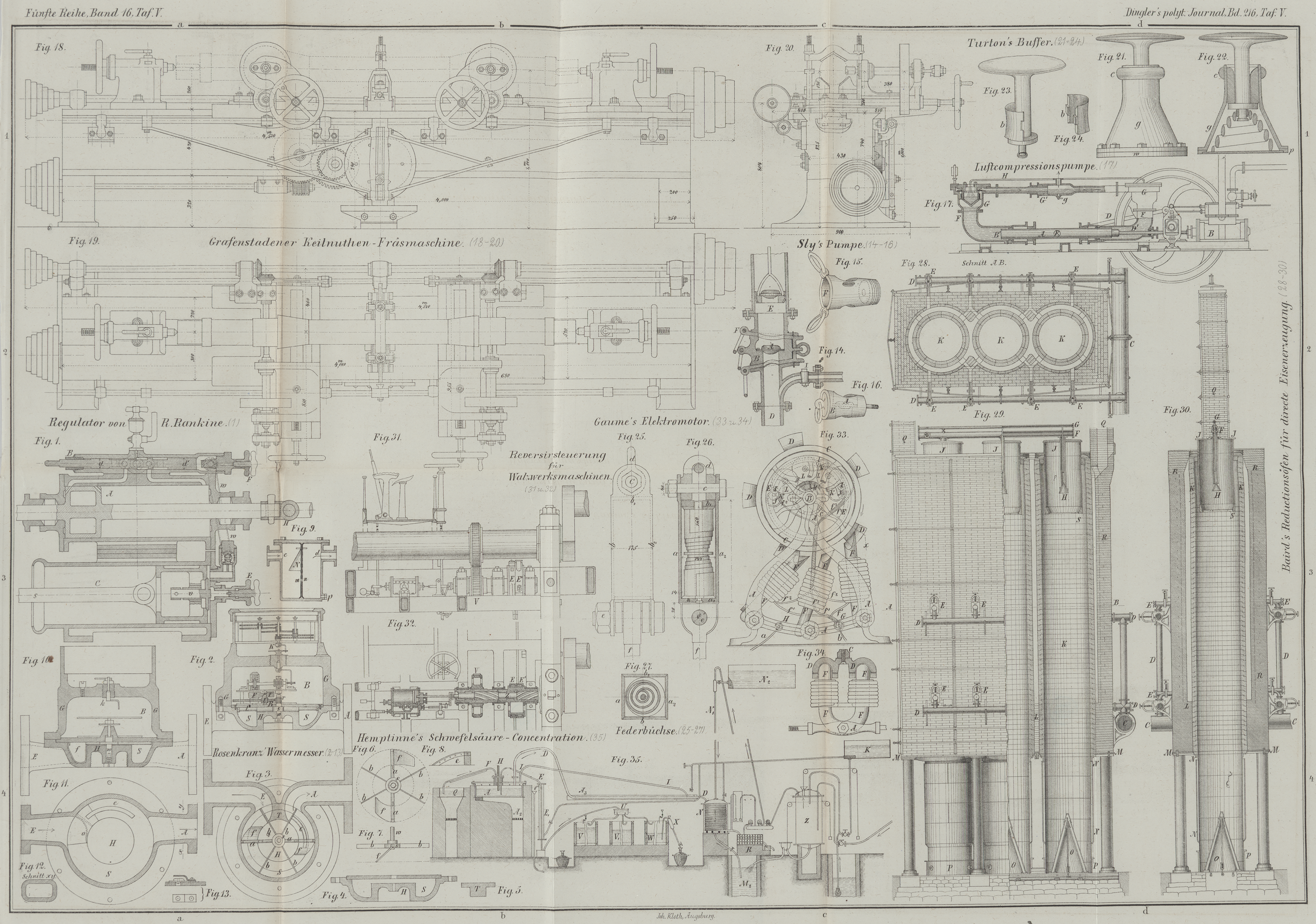
Die Keilnuthen-Fräsmaschine, welche in Fig. 18 bis
20 in
1/15 der natürlichen Größe mit eingeschriebenen Hauptmaßen dargestellt ist, hat eine
größte Spitzenweite von 3m,21, Spitzenhöhe 175mm, gestattet das Einfräsen von Nuthen
bis auf 430mm vom
Achsmittel und kann somit sowohl für die Kurbelkeilnuthen der längsten Achsen, als
für die Excenternuthen der kürzesten Achsen verwendet werden. Gleichzeitiges
Arbeiten an beiden Enden ist dabei allerdings wie bei den Keilnuthen für die Räder
möglich, welche in derselben Ebene liegen, während für die Kurbeln und Excenter die
Achse um 90° verdreht werden muß, zu welchem Behufe ein eigener Winkel
mitgeliefert wird.
Die allgemeine Anordnung der Maschine geht deutlich aus den Abbildungen hervor. Auf
einem gußeisernen Bette von entsprechender Länge stehen zwei Reitstöcke mit Spitzen,
zwischen welche die zu bearbeitende Achse eingespannt wird. Außerdem wird sie in der
Mitte durch einen Bock mit Keilflächen getragen. Die beiden Reitstöcke sowie der Mittelbock sind auf dem
Bette verschiebbar. Auf letzterem gleiten ferner der Länge nach zwei Schlitten, und
auf diesen wiederum, senkrecht auf der Längenachse, je ein Spindelstock mit der
Bohrspindel. Die beiden Bohrspindeln bewegen sich genau in gleicher Horizontalebene
mit den Reitstockspitzen, also der Mittellinie der zu bearbeitenden Achse.
Die Arbeitsweise ist diejenige einer Langlochbohrmaschine. Während die Bohrer sich
drehen, verfolgen die Schlitten eine hin- und hergehende Bewegung; außerdem
findet nach jedem vollbrachten Schlittenwege ein gewisser Vorschub des Bohrers
statt.
Die Rundbewegung der Bohrspindeln geschieht durch eine Stufenscheibe mit vier
Geschwindigkeiten und durch Räderübersetzung, die Längenbewegung der Schlitten durch
eine von der ersten Welle aus betriebene Stufenscheibe mit sechs Geschwindigkeiten
und ein System von Zahnrädern und Kurbelscheibe mit verstellbarem Hübe. Zur
Ausgleichung der Differenzen der Geschwindigkeit in den verschiedenen
Kurbelstellungen ist ein Paar elliptischer Räder eingelegt. Die Querbewegung der
Bohrspindeln, welche die Tiefe der Einschnitte erzeugt, erfolgt durch
Schraubenspindel entweder von Hand oder selbstthätig am Ende jedes Schlittenweges
mittels Sperrkegel und Rad.
Die beiden Bohrer können nach Belieben beide zusammen oder jeder für sich
arbeiten.
Tafeln