| Titel: | Ueber das Vor- und Rückwärtswalzen; von R. M. Daelen. |
| Fundstelle: | Band 216, Jahrgang 1875, Nr. , S. 313 |
| Download: | XML |
Ueber das Vor- und Rückwärtswalzen; von
R. M.
Daelen.
Aus der Zeitschrift des Vereins deutscher Ingenieure, 1875
S. 97.
Mit Abbildungen auf Taf.
VI.
Daelen, über das Vor- und Rückwärtswalzen.
Da unstreitig für die Verarbeitung des Eisens wie des Stahles das Walzwerk der
wichtigste Apparat ist, so werden naturgemäß für die Vervollkommnung desselben
bedeutende Anstrengungen gemacht. Nichts desto weniger ist es noch nicht gelungen,
für das Vor- und Rückwärtswalzen eine Vorrichtung herzustellen, welche allen
Anforderungen genügt. Die einfachste von allen ist jedenfalls das Trio; es wird
aber, sobald der Durchmesser der Walzen das Maß von 500 bis 600mm überschreitet, das
Aufheben des Walzpaketes schwierig und muß mit Hilfe einer mechanischen Vorrichtung
geschehen, welche, wenn viele Kaliber vorhanden sind, nicht einfach herzustellen
ist.
Bei Blechwalzwerken hat man sich in letzter Zeit dadurch geholfen, daß man das
Kammwalzengetriebe wie für ein gewöhnliches Trio einrichtet, der Ober- und
Unterwalze aber einen größeren, der Mittelwalze dagegen einen bedeutend kleineren
Durchmesser gibt als den Kammwalzen und letztere schwebend — nicht
angekuppelt lagert, so daß sie während des Walzens einmal gegen die Oberwalze und
dann gegen die Unterwalze angedrückt und durch Reibung mitgenommen wird. Das
Walzpaket ist dann nur um die Höhe des Durchmessers der Mittelwalze zu heben. Ein
solches Walzwerk ist aber immerhin noch complicirter als eines mit zwei Walzen,
welche auf einfache Weise umgesteuert werden.
Die Zwillingsmaschine ohne Schwungrad mit Umsteuerung ist hierfür der einfachste
Apparat und würde gewiß allen Anforderungen entsprechen, wenn nicht dabei der große
Uebelstand einträte, daß die Cylinderdurchmesser bedeutend größer genommen werden
müssen als bei der Maschine mit Schwungrad, und eine Zahnradübersetzung schwer zu
vermeiden ist. In Folge dessen wird der Dampfverbrauch bedeutend größer, und der
Verschleiß durch Bruch auch nicht geringer als bei Anwendung einer Dampfmaschine mit
Schwungrad, welche einmal direct und dann durch die bekannte Reversirvorrichtung mit
fünf Zahnrädern wirkt. An dieser ist in der letzten Zeit die doppelte
Klauenkuppelung durch zwei hydraulische Frictionskuppelungen ersetzt und dadurch der
Stoß vermieden worden, welche Einrichtung gewiß Aussicht auf allgemeine Einführung
hat, wenn sie sich auf die Dauer gut bewährt.
Bei Walzenstraßen mit nur einem oder zwei Ständerpaaren, welche z. B. für die
Fabrikation von schweren Blechen in den meisten Fällen genügen, geschieht die
Umsteuerung der Walzen am einfachsten durch die Aufstellung je einer Dampfmaschine
an jedem Ende der Straße, welche verschiedene Umdrehungsrichtungen haben. Nach jedem
Durchgange des Walzpaketes wird die eine Maschine ab- und die andere
angekuppelt, und sind zu diesem Zwecke die Ausrückvorrichtungen der Kuppelungen
durch ein unterirdisch liegendes Gestänge mit einander verbunden. Diese Einrichtung
hat den Vortheil, daß stets eine Maschine zur Aushilfe als Reserve dient, wenn die
andere in Reparatur genommen werden muß; in diesem Falle muß allerdings mit
Ueberheben gewalzt werden, und muß diejenige Maschine, welche die für eine
Walzenstraße ohne Reversirvorrichtung verkehrte Umdrehungsrichtung hat, mit
Umsteuerung versehen sein.
Die großen Durchmesser der Blechwalzen und die dadurch bedingte große
Umfangsgeschwindigkeit derselben gestatten eine genüge Umdrehungszahl der
Dampfmaschine, welche z. B. bei 800mm Walzendurchmesser wohl 30 pro Minute nicht
überschreiten dürfte, und sind dabei die durch das Einrücken der Klauenkuppelung
entstehenden Stöße nicht so heftig, daß dadurch Brüche veranlaßt würden —
vorausgesetzt, daß die Klauen immer erst zum Eingriff kommen, wenn sie ganz
eingerückt sind. Ist aber eine bedeutend größere Tourenzahl erforderlich, so wird
auch bei diesem System des Reversirens die Anwendung von Frictionskuppelungen
vortheilhaft; denn obgleich dabei außer den beiden Kammwalzen keine Zahnräder
vorkommen, und die Klauenkuppelung an der Reversirvorrichtung mit fünf Zahnrädern
noch bei 80 Umdrehungen pro Minute aus- und eingerückt wird, so verdient die
Vorrichtung, welche ohne Stöße functionirt, doch jedenfalls den Vorzug.
Die hydraulische Frictionskuppelung an Walzwerken ist leicht zu steuern und wirkt
ohne Stoß und Geräusch; der einzige bemerkenswerthe Nachtheil, der Verschleiß der
Bremsflächen, ist nur zu vermeiden durch Anwendung eines so hohen Druckes auf
dieselben, daß ein Gleiten, welches der plötzliche Angriff der Walzen leicht
veranlaßt, unmöglich wird. Um dies zu erreichen, ist es nöthig, die Bremsflächen mit
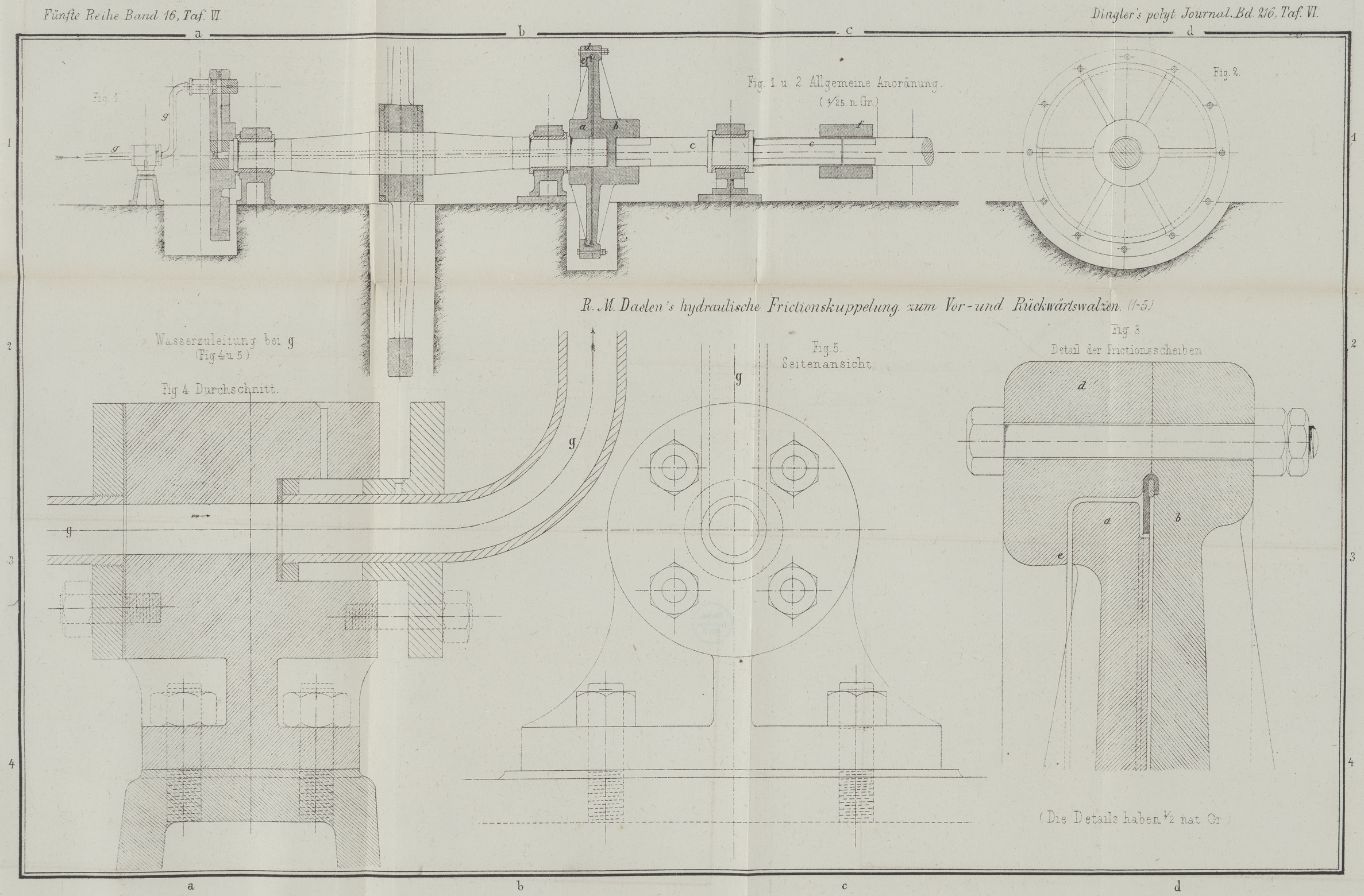
möglichst großem Radius anzubringen, und beide Bedingungen werden durch die auf Tafel VI angegebene Construction erfüllt.
Die in Figur 1
[a/1] gezeichnete hydraulische Frictionskuppelung
besteht aus den beiden Scheiben a und b, deren erstere auf der Schwungradachse festgekeilt
ist, während die andere auf dem Ende lose ruht und den Ring d trägt, welcher durch Schrauben daran befestigt ist.
Durch den hydraulischen Druck werden die beiden Scheiben von einander entfernt, und
der Ring d bei e (Fig. 3 [d/2]) gegen die Scheibe a
gepreßt, wodurch Reibung entsteht und die Scheibe b
mitgenommen wird. Der zwischen dem Ring d und der
Scheibe b festgeklemmte Gummiring hat die Form einer
Manschette, deren langer Rand vom Wasser gegen die Scheibe a gepreßt wird, wodurch die Dichtung entsteht. Die Brechspindel c greift wie bei einer gewöhnlichen Griffstauche in die
rosettenförmige Höhlung der Scheibe b ein und überträgt
die Bewegung durch den Muff f auf die Kammwalzenspindel.
Um bei eintretendem Verschleiß nicht die ganze Scheibe b
auswechseln zu müssen, kann an der äußeren Seite ein Muff mittels Keilen befestigt
werden, welcher die rosettenförmige Höhlung besitzt. Das Wasser wird mit einer
Pressung von 15 bis 20at durch das Rohr g, den Kurbelzapfen, die Kurbel und die
Schwungradachse zugeleitet, welche letztere zu diesem Zwecke durchbohrt sind und auf
diese Weise gleichzeitig von innen gekühlt werden. Sollte vorkommenden Falles die
Durchbohrung der Kurbel
nicht herzustellen sein, so kann auch der Kurbelzapfen ganz durchbohrt und von dem
hinteren Ende desselben wieder ein Rohr mit Krümmer zur Achse geführt werden, wo es
zwischen Lager und Kurbelnabe eintritt.
Tafeln