| Titel: | Anfertigung der gewöhnlichen hölzernen Webschütze. |
| Fundstelle: | Band 228, Jahrgang 1878, S. 24 |
| Download: | XML |
Anfertigung der gewöhnlichen hölzernen
Webschütze.
Mit Abbildungen auf Tafel
1.
Anfertigung der gewöhnlichen hölzernen Webschütze.
Die Herstellung einer Schütze ist eine ziemlich umständliche. Das verwendete Holz ist
zumeist Buxbaumholz; da solches jedoch seit Jahren immer schwieriger zu beschaffen
ist, hat man auch mit anderen Hölzern Versuche angestellt, welche aber sehr
ungünstig ausgefallen sind; die Kornelkirsche ergab noch die besten Resultate.
Das Buxbaumholz wird in Stämmen von 20cm
Durchmesser und 1m,4 Länge eingeführt, und zeigt
am Umfang 1 bis 1cm,5 in radialer Richtung tiefe
Risse – ein Uebelstand, zu dem dieses Holz überhaupt viel Neigung hat. Die erste
Arbeit ist das Querschneiden dieser Stämme in kurze cylindrische, leicht zu
behandelnde Blöcke von einer Länge, welche wenig gröſser ist als die der Schütze. Zu
diesem Zerschneiden verwendet man gewöhnliche Kreissägen. Weiterhin werden diese
Blöcke in Stücke von nahezu der Dicke der Schütze zerschnitten. Da das kostbare Holz
möglichst wenig verwüstet werden darf, müssen die Risse in demselben aufmerksam
beachtet werden und sollen sie möglichst mit dem Sägenschnitt zusammenfallen, was
erfahrene und geschickte Arbeiter erfordert. Die gleich starken aber verschieden
breiten Planken kommen nun unter eine Säge, mit welcher sie in Stücke geschnitten
werden, die den richtigen Auſsenmaſsen der Schütze entsprechen, jedoch mit Rücksicht
auf Trocknen und Fertigmachung ungefähr 1mm,5
stärker sind. Man heiſst diese Arbeit das „Blocken oder Klotzen“. Hierauf
kommen die Blöcke in eine durch Dampfrohre geheizte Trockenkammer, in welcher sie je
nach der Jahreszeit und der Trocknung 6, 8, auch 12 Monate liegen bleiben.
Das vollständig getrocknete Holz wird dem Schützenmacher gegeben. Derselbe schneidet
den Klotz zunächst auf richtige Länge und gibt ihm vollständig rechteckige, dem
Schützenkörper entsprechende Form. So weit es möglich ist, werden alle nachfolgenden
Arbeiten auf einer der Drehbank ähnlichen einfachen Maschine gemacht, welche aus einer sich schnell
drehenden Spindel mit daran zu befestigenden, verschiedenartig geformten Köpfen und
einer Art von Support besteht, in welchen man Tafeln einlegt, um der Schütze die
richtige Lage zu geben und sie sicher parallel oder rechtwinklig zu der Spindelachse
fortbewegen zu können. Das nächste ist, daſs man den Seitenflächen der Schütze die
richtigen Gröſsenverhältnisse gibt. Der Arbeiter hält die Schütze mit den Händen am
Support fest und schiebt letzteren nach dem Spindelkopf hin; die schrägen Seiten,
welche bei den meisten Schützen vorkommen, erhält er durch Schrägstellung des
Tisches; die an der Vorderseite und unten an der Schütze lang hinlaufenden Nuthen
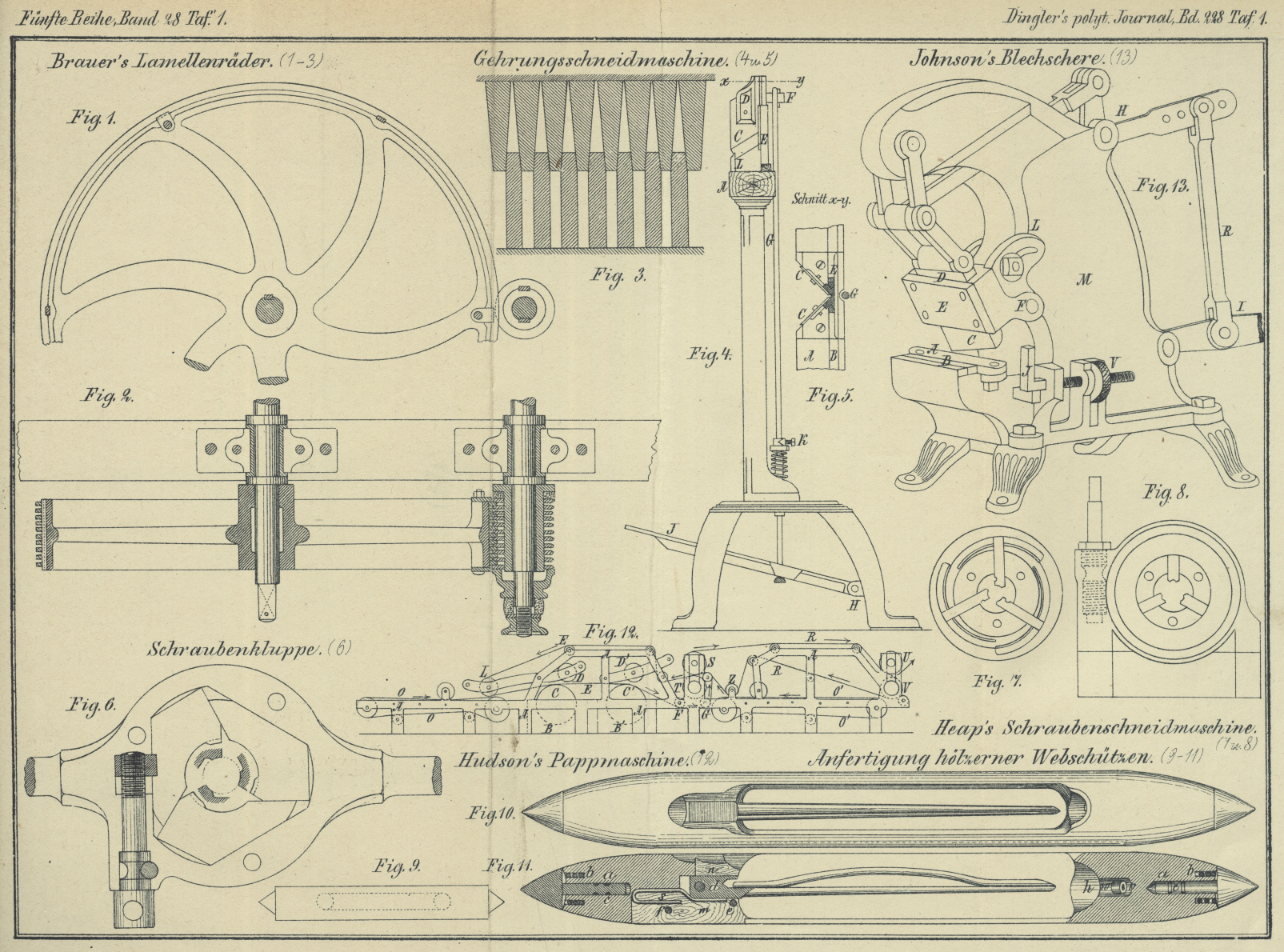
fräst er gleichzeitig aus. Ein anderer Arbeiter bohrt die Löcher a (Fig. 11 Taf. 1) für die
Spitzenstiele aus und dreht die schmalen Ringlöcher b
ein, in welche kleine, spiralförmig gewundene Drahtringe eingelegt werden, damit bei
dem Spitzeneinschlagen das benachbarte Holz nicht aufreiſse. Zum Eindrücken der
Spitzenstiele in die etwas enger gebohrten Löcher b
bedient man sich kleiner Schraubenpressen. Damit die Spitzen nicht locker werden
können, dreht man in ihre Stiele zwei schmale Rillen c
ein und gibt in die Löcher a vor dem Eindrücken der
Spitzen etwas heiſsen Kitt ein, welcher sich in die Rillen einquetscht.
Nach dem Beschlagen hat man die in Fig. 9 Taf. 1 gezeichnete
Form erhalten und es wird nun die Spulenhöhlung ausgearbeitet. An beiden Enden
derselben werden Löcher gebohrt und das dazwischen liegende Holz den punktirten
Linien nach mit einer kleinen, an der Drehbankspindel befestigten Kreissäge
herausgeschnitten. Die innere concave Höhlung an den Langseiten der Oeffnung wird
durch einen Fräser ausgearbeitet, welcher hinreichend kleinen Durchmesser hat, um in
die Höhlung genügend weit eingebracht werden zu können. Hierauf folgt das
Ausarbeiten der benachbarten Partie h durch einen
Schaber, das Ausbohren der Schuſshöhlung w und der
Augenöffnung v, ferner der Löcher für das Einstecken
der Drahtstifte d, e und f, worauf die Spur n zum Aufschlagen der
Schützenspindel und die Oeffnung m, welche die Spindelfeder s aufnimmt, auszuschneiden sind. Zuletzt werden alle scharfen Kanten der
Schützenhöhlungen beseitigt, die Schützen in der Drehbank auſsen nach den Spitzen zu
kegelförmig gedreht, dann glatt geschabt; hierauf setzen Knaben die Spindel und die
Drähte d und e ein, worauf
andere die Federn s einlegen und hierbei mittels
kleiner Handhebel das kurze Federende niederdrücken und den Stift f eintreiben. Durch etwas Abreiben mit Sandpapier
werden die Schützen für den Verkauf fertig gestellt.
Ziemlich umständlich ist die für solche Schützen nöthige Metallarbeit, namentlich die
Anfertigung der Spitzen und der Spindel. Früher war alles Handarbeit; jetzt hingegen
benutzt man kleine Dampfhämmer mit passend geformten Gesenken (zum Ausstrecken,
Runden, Fertigschmieden und Abschneiden) und erzielt mit solchen sehr gute Resultate. Der für die
Schützenspitzen in Verwendung genommene Stahl hat 16mm im Quadrat, Zu den Spindeln nimmt man 10mm starkes Quadrateisen, dessen Stärke also nahezu der Gröſse des
Kopfendes der Spindel entspricht. Die Spindel und die damit verbundene Feder sind
halbrund gearbeitet, um sie gut in die Spulenhöhlung einschieben zu können. Die
Feder ist ungehärtet und wird auf die Spindel gelöthet. Man hat zwar auch Versuche
gemacht, die Spindel und die Feder aus einem Stück Stahl herzustellen; es hat sich
dieses Verfahren aber als zu umständlich erwiesen.
In neuester Zeit sucht man die immer noch bedeutende Handarbeit in der
Schützenfabrikation dadurch zu vermindern, daſs man die Ausarbeitung der
Schützenhöhlung mit selbstthätigen Maschinen vornimmt, und scheint es, daſs solche
Versuche nicht ohne Aussicht auf dauernden Erfolg sind. (Nach dem Textile Manufacturer, 1877 S. 382.)
Tafeln