| Titel: | Neuerungen an Maschinen zur Blechbearbeitung. |
| Autor: | J. P. |
| Fundstelle: | Band 236, Jahrgang 1880, S. 289 |
| Download: | XML |
Neuerungen an Maschinen zur
Blechbearbeitung.
Mit Abbildungen auf Tafel 27 und 28.
Neuerungen an Maschinen zur Blechbearbeitung.
Im Anschlüsse an die Mittheilungen über die Hilfsmaschinen und Werkzeuge zur
Blechbearbeitung (* 1879 234 178) bringen wir hiermit
noch einige neue Maschinen dieser Art zur Darstellung, welche den heutigen
Standpunkt auf diesem Gebiete des Werkzeugmaschinenbaues kennzeichnen.
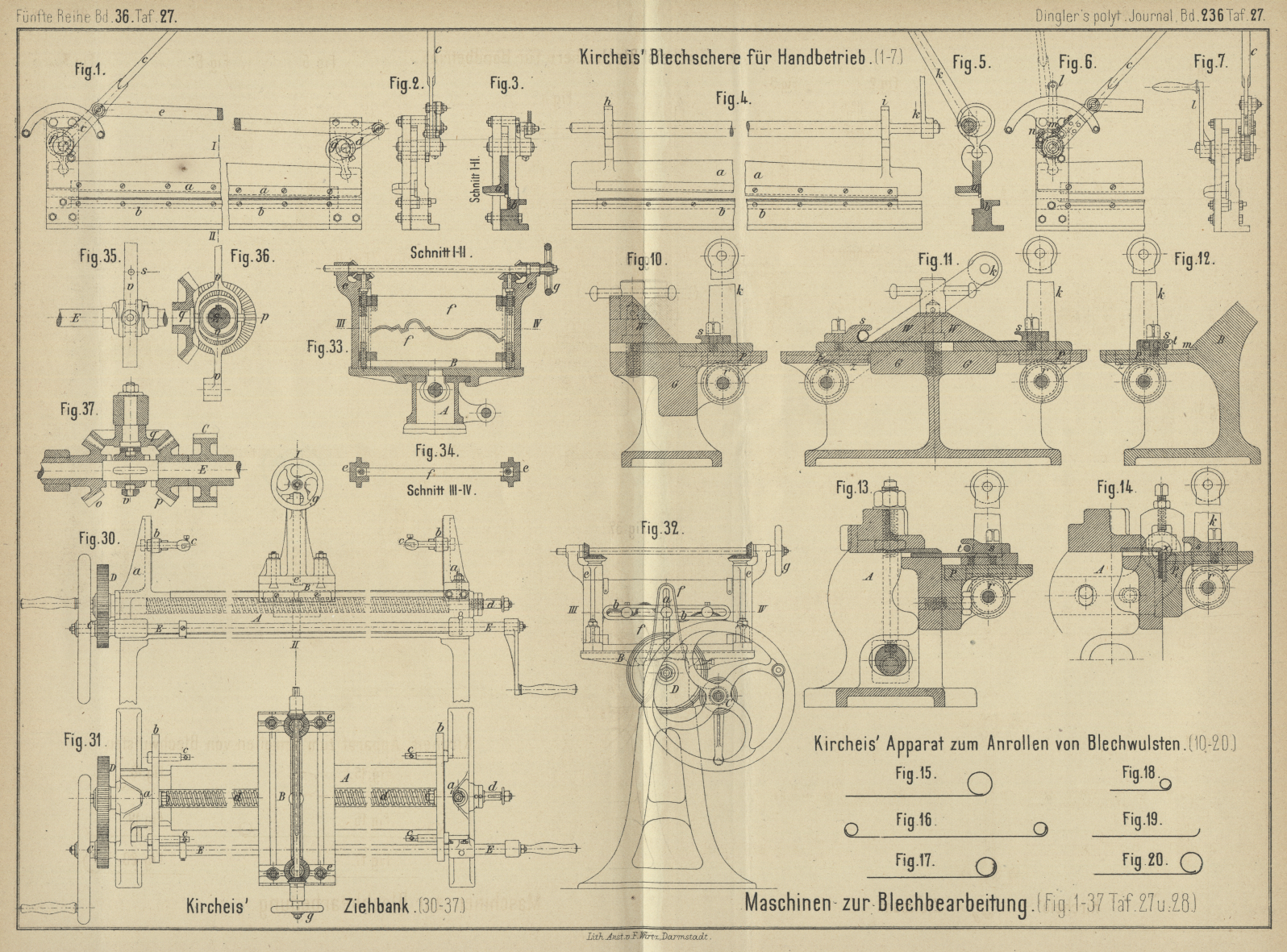
Die in Fig. 1 bis
7 Taf. 27 in mehreren Ansichten und Details dargestellte Blechschere für Handbetrieb von Erdmann
Kircheis in Aue i. S. (* D. R. P. Kl. 49 Nr. 7066 vom 28. März 1879) bezweckt ein
bequemes
Geradschneiden gröſserer Blechtafeln, in einer Länge bis zu 3m und mehr, auf einen Druck mit der Hand.
Fig.
1 bis 3 zeigt in
Aufriſs, Seitenansicht und Querschnitt die hierzu gewählte eigentümliche Combination
zweier mit einander durch Hebeln c und d nebst Stange e
verbundener Excenter f und g, welche auf das bewegliche Scherenmesser a
wirken, indem sie dieses gegen das feste Blatt b
führen. Die an der heftartigen Verlängerung des einen Hebels c aufgewendete Kraft der Hand wird, schon hier durch die Differenz der
Momente übersetzt, dem andern Hebel d gleichfalls
mitgetheilt und von beiden Excentern f und g, abermals übersetzt, gemeinsam auf den beweglichen
Messerarm a übertragen.
In der Ausführung sind die eigentlichen Hebellängen von c und d ungleich, auch die
Excentricitäten von f und g zu einander versetzt; die daraus resultirende veränderliche Wirkung soll
die Zunahme und Abnahme des vom Bleche beim Schneiden geleisteten Widerstandes
ausgleichen.
Fig.
4 und 5 zeigen
eine Abänderung dieses Principes, wobei die Excenter h
und i, auf gemeinsamer
Welle festgekeilt, durch den Hebel k ebenfalls mit der
Hand in Thätigkeit gesetzt werden.
Will man den ganzen Hub beider Excentern f und g, bezieh. h und i, behufs gröſserer Leistung einer
derartigen Schere ausnützen, dabei aber einen gröſseren, daher unbequemen Ausschlag
des Handhebels c umgehen, so braucht dieser sowie der
andere Hebel d nur mit einer Sperrvorrichtung, etwa
nach Fig. 6 und 7, in
Verbindung gebracht zu werden, welche bei unterbrochener Thätigkeit des beweglichen
Messers das Spiel des Handhebels c für einen Schnitt nach Belieben zu wiederholen gestattet.
Nur erst, wenn dieser Hebel in seiner (hier punktirten) Rückstellung angelangt ist,
wird die Sperrklinke m desselben, indem sie gegen einen
festen Daumen n stöſst, von diesem ausgelegt und die
Kurbel l zum Zurückdrehen des Excenters in seine
Anfangsstellung frei.
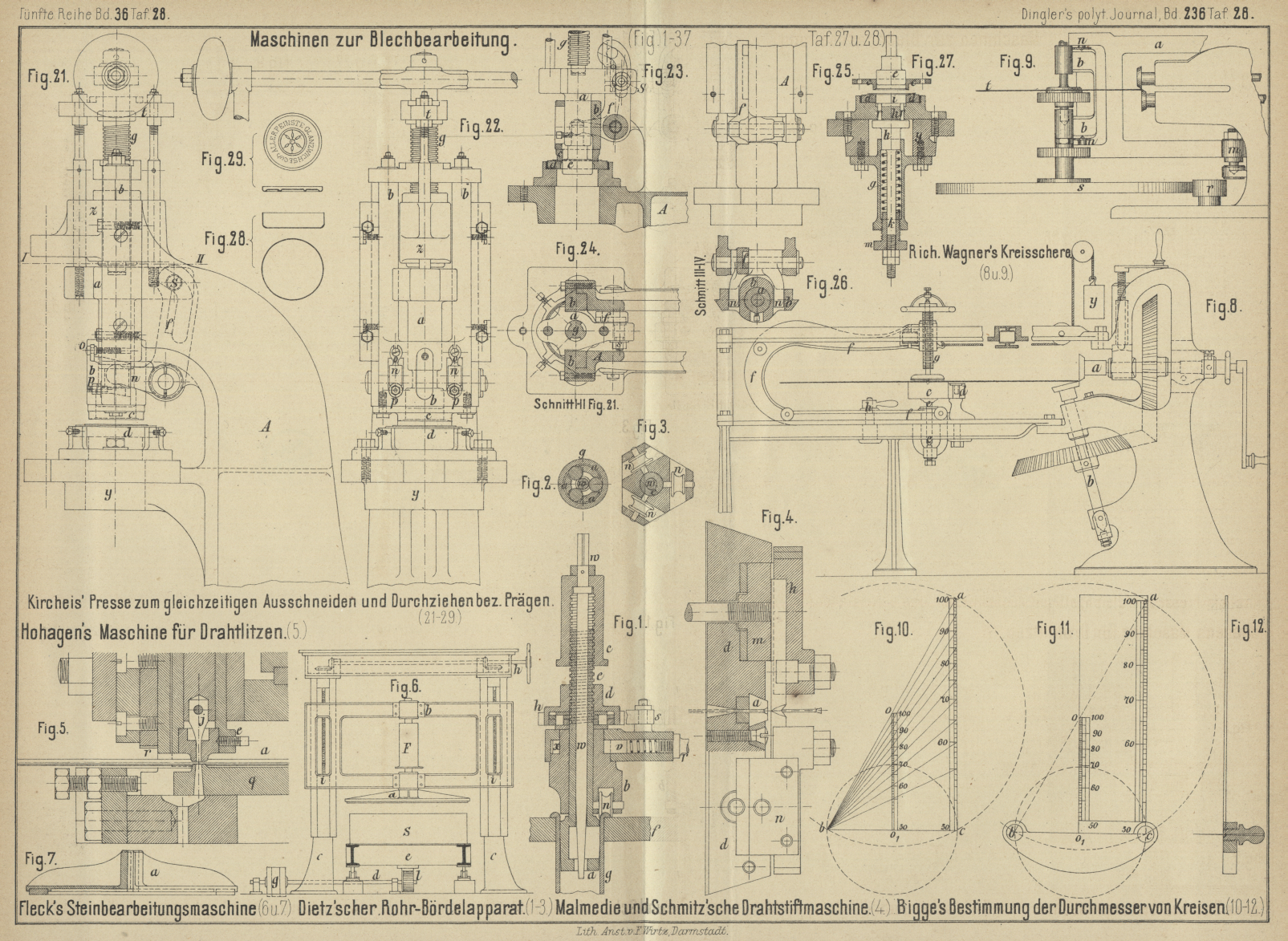
Um den Uebelstand der bisher construirten Ovalscheren zu beseitigen, daſs der Schnitt beim Ovalschneiden nicht immer
mit der Tangente zusammenfällt, wodurch ein Drängen in den Schneidrändern entsteht,
welches den glatten Schnitt sehr beeinträchtigt, wurde von Richard
Wagner in Chemnitz (* D. R. P. Kl. 49 Nr. 6826 vom 14. December 1878 und Zusatz * Nr. 8853 vom 10.
August 1879) die in Fig. 8 und
9 Taf. 28 veranschaulichte Neuerung an
Kreisscheren eingeführt, wonach eine Scherenwelle derart schief gelagert
ist, daſs ihre Achse mit der Verticalen einen Winkel gleich dem Abschrägungswinkel
des Scherblattes einschlieſst und somit die tangirende Ebene an die
Kegelschlifffläche des letzteren an der Schneidestelle mit der Ebene der Stirnfläche
des zweite D Scherblattes, dessen Drehungsachse
horizontal gelagert ist, zusammenfällt.
Diese Anordnung der Scherenwellen a
und b hat aber auch noch den Zweck, einen Zug in
Richtung der Achse der horizontalen Welle zu erzeugen, welcher die Schablone c stets gegen die feststehende Leitrolle d drückt. Die Schablone c
steckt auf der Achse e, welche in dem Bügel f ihr Lager hat. Mittels der ebenfalls im Bügel f angebrachten Schraubenspindel g kann die zu schneidende Blechtafel gegen die Schablone c gepreſst werden, so daſs durch die auf diese Weise
erzeugte und durch zwischengelegte Lederscheiben bedeutend vermehrte Reibung die
Blechtafel und Schablone fest mit einander verbunden sind.
Sobald die Blechtafel fest eingespannt ist und das Schneiden
beginnt, wird die Blechtafel mit der Schablone c in
Drehung versetzt, wodurch dem auf Rollen laufenden Bügel f eine der Form der Schablone entsprechende hin- und hergehende Bewegung
ertheilt wird. Da die Blechtafel gezwungen ist, diese Bewegung des Bügels
mitzumachen, so muſs das Blech in der Façon geschnitten werden, wie sie die
Schablone vorschreibt. Sollte beim Schneiden gewisser Muster der Zug in Richtung der Drehachse nicht
ausreichend sein, so kann derselbe durch Anhängen eines Gewichtes y verstärkt werden. Sollen auf der Maschine Kreise
geschnitten werden, so stellt man durch Anziehen der Schraube h den Bügel f fest und
entfernt die Leitrolle d.
Um das Schablonenwerk auch an Kreisscheren mit parallelen
Messerachsen verwenden zu können und mit groſser Schablone auch kleine Muster zu
schneiden, sind im Zusatzpatent die in Fig. 9
angedeuteten Veränderungen getroffen. Die zu schneidende Blechtafel t ist im Bügel b
eingeklemmt, welcher drehbar in dem um m schwingenden
Guſsstück a bei n, n
eingehängt ist. Die Schablone s liegt auſserhalb des
Bügels b, damit sie gröſser sein kann als das zu
schneidende Stück, r ist eine Rolle, gegen welche die
Schablone gedrückt wird. Zum Schneiden von Ellipsen wird der Drehpunkt der
Blechtafel durch Anwendung eines Kurbelmechanismus so verschoben, daſs der Schnitt
der Kreismesser möglichst tangential zur Ellipse ausgeführt wird.
Zum Anrollen von Blechwulsten wurde
von Kircheis (* D. R. P. Kl. 49 Nr. 7598
vom 9. Mai 1879) eine Vorrichtung construirt, welche in Fig. 10 bis
14 Taf. 27 in mehreren Schnitten verschiedener Combinationen dargestellt
ist und der Hauptsache nach aus einer auf einem Support P verschiebbaren Rinne s und einer Kluppe W, G besteht, an welcher der Support P fest oder beweglich angebracht sein kann.
Das zu rollende Blech wird zwischen die beiden Kluppentheile W und G gebracht und hier,
nachdem die Blechkante die Rinne s berührt,
festgespannt. Mittels eines geeigneten Nebenmechanismus (Hebel und Zahn
Stangengetriebe r, z) wird die bewegliche Rinne s gegen den ihr zugekehrten Theil der Kluppe W, G geschoben und das hier eingespannte Blech
gezwungen, sich der Aushöhlung der Rinne s entsprechend
zu einem Wulst entweder nach Fig. 15,
oder nach Fig. 17
zusammenzurollen.
In ihrer einfachsten Beschaffenheit ist die ganze Vorrichtung im
Querschnitt durch Fig. 12
dargestellt; die Kluppe W, G wird hier nur durch ein
mit entsprechender Nuth m zur Aufnahme des Bleches
versehenes Gestell B ersetzt. Hiermit sollen namentlich
schmale Blechstreifen zu Wülsten bezieh. Röhrchen nach Fig. 18
gerollt werden.
Fig.
11 zeigt die Vorrichtung doppelt mit einer gemeinsamen Kluppe; es können
damit gleichzeitig die beiden Ränder eines Bleches nach Fig. 16
gewulstet werden.
Die Verbindung einer gewöhnlichen Falz- oder Abkantemaschine mit
der vorliegenden Vorrichtung zu gleichem Zweck, welche zu ausgedehnter
Verwendbarkeit ersterer ungemein beiträgt, wird durch die Fig. 13 und
14 dargestellt. Der Support P der Rinne s ist in Fig. 13
direct an die untere (Haupt-) Wange A der
Abkantemaschine befestigt und kann zu jeder Zeit abgenommen werden, wenn die
Abkantemaschine nur ihrem gewöhnlichen Zweck dienen soll. Fig. 14
dagegen zeigt diese Vorrichtung mit beweglichem Support P1 und zwar so, daſs dieser sammt der auf
ihm verschiebbaren Rinne s, ähnlich der Biegwange einer
Falz- oder Abkantemaschine, um eine Achse x in gewissem
Winkel sich drehen läſst, wenn das Blech des leichteren Rollens und besseren
Rundwerdens halber zuvor nach Fig. 19
zuerst etwas aufgebogen (unter Umständen mit Hilfe eines Stabes t) und dann nach Fig. 20
fertig gerollt werden soll.
Um Blechscheiben zur Büchsen- und
Schachtelfabrikation durch einen Druck, durch Schraubenspindel oder Hebel
hervorgebracht, gleichzeitig auszustanzen, zu börteln, bezieh. durchzuziehen und
auch auf dem Grunde zu prägen, wurde von Kircheis (* D. R. P. Kl. 49 Nr. 5440 vom 10. November 1878) die in Fig.
21 bis 29 Taf. 28
in ihren wesentlichen Theilen in Ansichten und Schnitten dargestellte Presse mit zwei Stempeln construirt, welche in ihrer
Wirkungsweise im Principe mit jener der durch Excenter und Riemen betriebenen
Doppelpressen übereinstimmt.
Von der Schraubenspindel g aus, deren
Mutter sich im Kopf z des Gestelles A befindet, werden zwei Stempel a und b in Bewegung versetzt. Dieselben
gelangen in der Richtung der Spindelachse derart nach einander zur Wirkung, daſs der
eine, und zwar hier der erstere, seine Bewegung auf den anderen von ihm
durchdrungenen Stempel b unmittelbar durch den Hebelarm
f und die beiden im Winkel zu demselben gerichteten
Hebelarme n überträgt. An den Stellen, wo diese
gabelförmig um den Stempel b greifen, befinden sich die
Schrauben o und p (Fig.
21 und 22) zum
Regeln des Hubes bei vorkommenden Unterschieden der Dicke des zu verarbeitenden
Bleches und bei später etwa eintretender Abnutzung der betreffenden Theile.
Die Herstellung des durch einen Niedergang der Stempel zu
vollendenden Arbeitsstückes – Deckel, Schachtel oder Boden (Fig. 28 und
29) – erfordert nun, daſs: 1) die unterhalb des äuſseren Stempels b befestigte Schneide c
die Scheibe aus der zwischen sie und die Matrize d
gebrachten Blechtafel ausschneidet; 2) unmittelbar darauf der am inneren Stempel a befestigte Stempel e die
ausgeschnittene Scheibe durch das entsprechend geformte Loch der Matrize drückt
bezieh. ausprägt.
Mit Hilfe einer im Hebelarm f
vorhandenen Nuth, in welche ein mit dem Stempel a fest
verbundener Bolzen S (in Fig. 24 mit
s bezeichnet) greift und die für jeden besonderen
Zweck eine andere Form besitzt, kann man die Bewegung, die der Stempel b behufs Ausschneidens zu machen hat, und die Stellung
reguliren, in welcher er nach dem Schnitt während des Durchziehens oder Prägens, um
Falten zu verhindern, verbleiben muſs.
Um an dem ausgeschnittenen Blechboden oder Deckel auſser dem Rande
noch eine Prägung, etwa nach Fig. 29,
hervorzubringen, ist die Veränderung der Matrize d, i
und ihre Verbindung mit einem Federgehäuse, wie es der Längendurchschnitt Fig.
27 zeigt, nöthig. Letzteres wird an die Unterseite des am Gestell A befindlichen Aufspanntisches y befestigt und enthält den Kolben k sowie
eine auf denselben wirkende Spiralfeder g, deren
Spannung durch die Schraube m zu reguliren ist.
Die Prägmatrize i, auf einigen durch
den Boden des Matrizengehäuses h führenden Stiften r und dadurch auf dem Kolben k ruhend, weicht bei weiterem Eindringen des Stempels e zurück, bis sie an dem Boden von h eine feste Auflage findet. Die dadurch
zusammengedrückte Feder g hebt nach erfolgtem Rückgange
beider Stempel den fertigen Gegenstand aus der Matrize heraus. Zum Einstellen des
Kolbens in die erforderliche Höhe dient die am Ende seiner Stange aufgeschraubte
Haupt- und Gegenmutter.
Soll die Presse nur mit einem Stoſs arbeiten, so ist sie einer
verschiedenartigen Veränderung fähig. Entweder sie arbeitet mit dem in Rahmen
geführten Stempel b, wo alsdann der Stempel a sammt dem Winkelhebel fnn entfernt und die Spindel g nur mittels
des einen Steges t direct mit dem Stempelrahmen b verbunden wird. Oder die Presse arbeitet mit dem
Stempel a allein; in diesem Falle erleidet die Maschine
weiter keine Veränderung, als die Beseitigung des Bolzens S und Arretirung des somit auſser Wirksamkeit gesetzten Stempels b.
Zur Erzielung einer weniger unterbrochenen und deshalb
schnelleren und billigeren Bearbeitungsweise eines zu ziehenden Gegenstandes, z.B.
eines Blechgesimses derart, daſs dieser nicht auf die gewöhnliche Art nach einer,
sondern nach beiden einander entgegengesetzten Richtungen hin seine Bearbeitung von
den activen Ziehbacken erleidet, indem er selbst während dessen in Ruhe bleibt, hat
gleichfalls Kircheis (* D. R. P. Kl. 49 Nr. 4519
vom 10. September 1878) eine Ziehbank mit
vorwärts und rückwärts arbeitenden, centrisch stellbaren Ziehbacken
construirt. Der hiermit
erreichte Vortheil ist noch erhöht durch Raumersparniſs und Bequemlichkeit der
Bedienung. Eine Eigenthümlichkeit dieser Construction liegt in der centrischen
Zuspannung der Ziehbacken. Es wird nämlich hier nicht allein der obere Backen
nieder-, sondern mit diesem zugleich der untere eben so viel aufwärtsgestellt,
weshalb beim Nachstellen der Ziehbacken das einmal auf die Maschine gespannte
Arbeitsstück während der ganzen an ihm zu vollziehenden Procedur seine Höhenlage bis
zuletzt unverändert beibehalten kann; der Nachtheil, den die allmähliche tiefere
Stellung des oberen Ziehbackens immer zur Folge hat und im Reiſsen des Materials
(Bleches) besteht, wenn nicht der Gegenstand zugleich von Zeit zu Zeit tiefer
gespannt wird, fällt also hier auch weg.
Fig.
30 bis 34 Taf. 27
zeigen diese Maschine für Handbetrieb eingerichtet. Auf dem der Ziehlänge
entsprechend langen Bett A befinden sich die beiden
Ständer a und a1, von denen der eine längs des Bettes stellbar ist
für etwa vorkommende kürzere Arbeitsstücke. An diesen sind die Spanneisen b befestigt, welche zur Aufnahme mehrerer Zangen c dienen. Der Support B,
mittels Leitspindel d vom Vorgelege C, D aus auf dem Bett hin und her beweglich, trägt die
beiden Ständer e und gestattet diesen auf seiner ebenen
Oberfläche eine den Gröſsen der anzuwendenden Ziehbacken f entsprechende Verstellung horizontal rechtwinklig zur Leitspindelachse;
letztere werden vertical zwischen jenen beiden Ständern geführt. Die Durchschnitte
Fig. 33 und 34 lassen
die Construction dieser Theile näher erkennen. Beide dem Profil des Arbeitsstückes
entsprechend geformte Backen f werden von g aus zugleich, hier durch zwei Schrauben mit je
rechtem und linkem Gewinde, in entgegengesetzte verticale Bewegung versetzt, so daſs
sie sich hierbei immer in gleichen, aber entgegengesetzten verticalen Abständen von
der Mittellinie III-IV befinden.
Der gewöhnlich während der Bearbeitung eintretenden Verlängerung
durch Strecken des zwischen den Ständern a, a1 von den Zangen c
anfänglich straff gehaltenen Arbeitsstückes ist durch die Verschiebbarkeit letzterer
mit ihren Schäften in den Spanneisen b genügender
Spielraum gegeben; die einfache, zweckmäſsige Construction jener Zangen gestattet,
sie von rückwärts durch die Spanneisen einzustecken, wo sie jedesmal während ihrer
Beanspruchung, mit ihren Köpfen ansitzend, den nöthigen Widerstand gegen den Zug
leisten.
Dieselbe Ziehbank kann auf leichte Weise so eingerichtet werden,
um von der Transmission aus betrieben zu werden, in welchem Falle sich eine
Selbstauslösung durch den am Ende seines Weges angelangten Support B empfiehlt. Diese ist hier einfach durch Kegelräder
o, p, q und Klauenkupplung r nach Fig. 35 bis
37 Taf. 27 oder auch auf eine andere der bekannten Arten herzustellen.
Der Support B trifft am jedesmaligen Ende seines Weges
gegen einen Stellring auf der Ausrückstange s (in Fig.
35 angedeutet) und rückt dadurch, indem letztere durch den Hebel v mit der Wechselkupplung opqr in Verbindung steht, den Muff r aus dem
betreffenden Kegelrad p oder o, so daſs Stillstand des ersteren, also auch der Ziehbacken eintritt. Die
bedienende Person kann den Rücklauf nach Belieben und an jeder Stelle der Bettlänge
mit Hilfe der Ausrückstange s veranlassen. Eine geringe
Veränderung in der Kupplung führt, wenn es sich als vortheilhaft erweisen sollte,
auch zur selbstthätigen Umsteuerung der Maschine, womit dann auch noch eine
selbstthätige Zuspannung der Ziehbacken f verbunden
werden könnte.
Um das eine Ende des eingespannten Arbeitsstückes am Schluſs
vollends auszuziehen, darf man es nur an der betreffenden Stelle aus den Zangen c nehmen, diese zurückschieben und den Support B mit dem Backen f dort
durchlaufen lassen; ebenso bleibt es bei dieser Ziehbank wie bei anderen immer noch
gestattet, beispielsweise Röhren o. dgl. auch nur nach einer Richtung hin ziehen zu können. Um dann den oberen Rückgang des Supports B schneller als durch Vorgelege C, D zu bewerkstelligen, würde an das freie Ende der Leitspindel d entweder eine Kurbel oder ein Schwungrad aufzustecken
und erstere damit direct in Umdrehung zu setzen sein; die Vorgelegewelle E kommt dabei auſser Thätigkeit. Die Anwendung eines
Mutteröffners an der Leitspindel d würde es sogar auch
ermöglichen, den Support B von einer Stelle zur anderen
frei verschieben zu können.
J.
P.