| Titel: | Neuerungen in der Gewebefabrikation; von Hugo Fischer. |
| Autor: | Hugo Fischer |
| Fundstelle: | Band 246, Jahrgang 1882, S. 67 |
| Download: | XML |
Neuerungen in der Gewebefabrikation; von Hugo
Fischer.
Mit Abbildungen.
(Patentklasse 86. Fortsetzung des Berichtes Bd.
240 S. 431.)
Hugo Fischer, über Neuerungen in der Gewebefabrikation.
B) Gewebe-Erzeugung: V) Gewebearten
und Verfahrungsweisen zu deren Herstellung. (Tafel
5.)
Die bis jetzt ertheilte, verhältniſsmäſsig groſse Zahl Patente, deren Inhalt sich auf
den durch die Ueberschrift dieses Abschnittes gekennzeichneten Gegenstand bezieht.
bietet bei dem näheren Studium manche interessante Einzelheiten. Leider sind nicht
alle in den Patentschriften gegebenen Darstellungen solcher Art, daſs es gelingt, an
ihrer Hand das Wesentlichste der vorgeführten Erfindung herauszuschälen; nur zu
häufig fehlt es an einer klaren, durchsichtigen Wiedergabe des Gegenstandes.
Allerdings werden gerade die bildlichen Darstellungen der Weberei wesentlich
erschwert durch den Umstand, daſs es sich bei Wiedergabe von Arbeitsverfahren und
Arbeitsmitteln fast stets um räumliche Gebilde handelt, welche einer einfachen
Darstellung in der Ebene mehr oder weniger widerstreben; einen groſsen Theil der
Schuld an der unbefriedigenden Darstellung trägt aber auch vielfach die ungenügende
technologisch-wissenschaftliche Durchdringung des Arbeitsprozesses durch den
Darstellenden. Nur der genaue Verfolg des Zusammenwirkens der Werkzeuge mit den
Werkstücken vermag den Verlauf des Arbeitsprozesses so klar zu legen, daſs mit Hilfe
von Wort und Bild auch dem Fernstehenden das Verständniſs des Wesens der
Arbeitsmaschine vermittelt wird. Die Wiedergabe der Mechanismen und ihrer
Beeinflussung des Werkzeuges wird dann in seltenen Fällen auf Schwierigkeiten stoſsen, sobald man
sich gewöhnt, eine Uebereinanderhäufung von Theilen durch Vermehrung der Figuren zu
vermeiden und diese Figuren in einen gewissen organischen Zusammenhang mit einander
zu bringen. Diese ungenügende Darstellung ist die Ursache, daſs im Nachfolgenden nur
ein Theil der beachtenswertheren Patente specielle Besprechung finden konnte und
daſs die übrigen Patente, trotz des Interesses, welches der von ihnen getroffene
Gegenstand in manchen Fällen bietet, ganz oder fast unberücksichtigt bleiben
muſsten.
Wenn auch voraussichtlich von geringer Tragweite, so doch technologisch interessant
ist unter den zahlreichen Patenten dasjenige von C.
Jamnig in Wien (*D. R. P. Kl. 25 Nr. 18196 vom 26. November 1881). Dasselbe
schützt die Construction eines einfachen Handwerkzeuges zur
Herstellung leinwandbindiger Musterfüllungen in Klöppelspitzen, welche der
Sprachgebrauch als „gelegte Arbeit“ oder „Gelegtes“ bezeichnet. Durch
Klöppeln erfolgt die Fertigung dieser „gelegten Arbeit“ derart, daſs einer
der Endklöppel des zu bindenden Spitzentheiles der Reihe nach so zwischen den Fäden
der Nachbarklöppel durchgeführt wird, daſs diese abwechselnd, der Leinwandbindung
entsprechend, über und unter den eingeführten Faden zu liegen kommen. Es findet
hierbei durch die Klöpplerin immer die entsprechende Kreuzung zweier Fäden
(Fachbildung) mit den Fingern der linken Hand und darauf folgend das Einlegen des
von der rechten Hand gefaſsten Bindeklöppels (Schuſs) statt. Diese bei [Herstellung
gröſserer Stücke „gelegter Arbeit“ zeitraubende Thätigkeit sucht Jamnig durch Anwendung eines kleinen scherenartigen
Werkzeuges zu umgehen, durch dessen Schlieſsen oder Oeffnen sämmtliche in Arbeit
befindliche Fäden gleichzeitig immer von neuem Fach
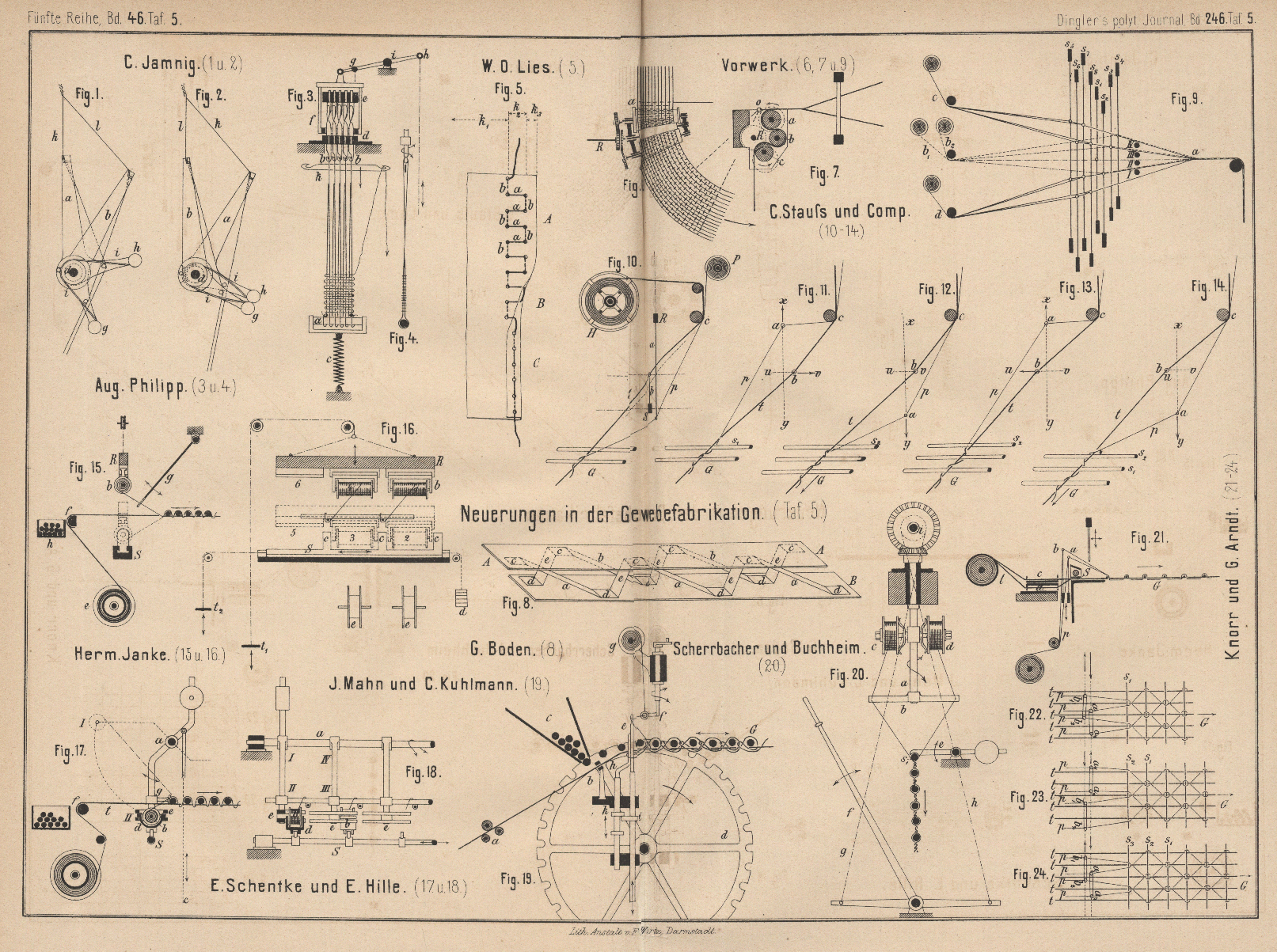
bilden. Dieses Werkzeug ist in den Fig. 1 und
2 Taf. 5 dargestellt. Die Achse d trägt eine
der Fädenzahl entsprechende Anzahl Winkelhebel, welche in zwei durch die Form ihrer
Glieder unterschiedene Gruppen a und b zerfallen. Die kurzen Arme der Hebel a, sowie diejenigen der Hebel b sind durch die Stäbe g und h verbunden. Eine gegen diese Stäbe drückende Feder i bringt die Hebel in die Stellung Fig. 1. Die
zwischen der Spitze und den Klöppeln ausgespannten Fäden werden in die hakenförmigen
Hebelenden eingehängt und bilden bei der Hebelstellung, wie sie Fig. 1
zeigt, das Fach kl. Nach erfolgtem Durchstecken des
Schuſsklöppels bringt ein Druck der das Werkzeug haltenden Hand gegen die Stäbe g und h, die Hebel und
Fäden in die Lage lk (Fig. 2) und
bewirkt somit den Wechsel des Faches.
Für die Herstellung gewebter Korbtragbänder gibt Aug. Philipp in Zwickau (Erl. *D. R. P. Nr. 8917 vom
20. August 1879) ein Webwerkzeug an, welches zum Ersatz der sonst in der Seilerei
zur Erzeugung derartiger Bänder gebräuchlichen primitiven Einrichtung, dem
„Korbbandholze“, bestimmt ist und gröſsere Arbeitsleistung, sowie
gleichmäſsigeres Arbeitsprodukt als dieses verspricht. Die Korbtragbänder werden leinwandbindig und
stets auf eine bestimmte Länge abgepaſst, gewebt. Die aus einem Faden bestehende Kette wird zwischen dem Baum a (Fig. 3 Taf.
5) und den Haken b in spiraligen Windungen aufgespannt,
so daſs die Zahl der halben Windungen der Zahl Kettenfäden entspricht, welche das
fertige Band erhalten soll. Die Fadenenden sind an dem Baum a durch Verknotung befestigt. Dieser Baum ruht in der Führung eines unter
etwa 60° gegen den Horizont geneigten Gestellpfostens. Die Schraubenfeder c bestimmt die Anspannung der Kette. Die Haken b bilden die unteren Enden von Spindeln, welche in den
Trägern d und e drehbar
gelagert sind. Der zwischen diesen Lagern liegende Spindeltheil besitzt rechteckigen
Querschnitt und bildet eine steile halbgängige Schraube. Der Rahmen f umfaſst diese Schrauben und sein Auf- bezieh.
Absteigen bewirkt die gleichzeitige Drehung sämmtlicher Spindeln um 180°, so daſs
die Haken abwechselnd nach links (wie in der Figur) und nach rechts gerichtet sind.
Die Rahmenbewegung geht von Fuſstritten aus, welche durch Zugschnüre bei g und h mit dem Hebel i verbunden sind. Die Einstellung der Haken b in die Bildebene bewirkt die Fachbildung (Fig.
4), die Spindeldrehung ruft den Fachwechsel hervor. In jedes gebildete
Fach schiebt der Arbeiter eine dünne, an den Enden mit Haken versehene Holz- oder
Eisenschiene k, das Messer
oder Wirkmesser, drückt mit demselben das Kettenkreuz
herab, gleichzeitig den zuletzt eingetragenen Schuſsfaden festschlagend, und zieht
sodann mit Hilfe dieses Werkzeuges den in den Haken eingelegten Schuſsfaden durch
das Fach. Bei jeder neuen Fachbildung wiederholen sich die gleichen
Thätigkeiten.
Sehr hübsch und originell ist das von W. O. Lies in
Crefeld angegebene Verfahren zum Einweben von
„Steppnähten“ in den Saum an Regenschirmstoffen (*D. R. P. Nr.
12476 vom 8. Mai 1880). Dasselbe besteht darin, daſs ein Schuſsfaden (der
„Steppfaden“), der Stoffkante in einer Zickzacklinie folgend, so mit der
Stofffläche verwoben wird, daſs auf der Stoffoberseite gleich lange und in
bestimmten Zwischenräumen folgende, flott liegende Steppfadenlagen a erscheinen (A
Fig.
5 Taf. 5), welche auf der Unterseite des Stoffes durch flott liegende,
parallel zur Kettenrichtung laufende Fadenstücke b
vereinigt sind. Die Herstellung dieser Zickzacknaht erfolgt einfach durch zeitweise
Spaltung der Gesammtkette in drei Abtheilungen k1, k2 und
k3 derart, daſs
sämmtliche Fäden der Abtheilungen k1 und k3 in das Oberfach, diejenigen von k2 in das Unterfach
gebracht werden. Nach erfolgtem Eintrag des kurzen Schuſsfadens mittels einer mit
der Webstuhllade verbundenen, in der Höhenrichtung verstellbaren Broschirlade,
findet die Bildung des Grundgewebes bis zum abermaligen Eintragen des Schuſsfadens
statt. Durch starke Anspannung dieses letzteren verkürzen sich die Fadenstrecken a unter gleichzeitiger Stauchung und dadurch bewirkter
rinnenartiger Umbiegung des Stoffrandes (B
Fig.
5), bis die Längen a gleich Null werden und
der Stoffrand sich als Saum dicht auf die Stoff kante auflegt (C
Fig.
5). Die hierdurch hervorgehende, den Saum befestigende Naht ist eine
leicht lösbare Reihnaht, so daſs eine derartige Umsäumung sicher nur von geringer
Dauer ist und nur zu leichter, billiger Waare verwendet werden kann.
Durch Anwendung einer von den sonst üblichen abweichenden Abzugseinrichtung für das fertige Gewebe gelang es Vorwerk und Sohn in Barmen (*D. R. P. Nr. 9733 vom 12. Oktober 1879 und
Zusatz Nr. 17 797 vom 21. Juni 1881) kreisförmig gekrümmte Hüftgurte herzustellen.
Dieselben bilden, auf Länge geschnitten und zusammengerollt, einen Kegelmantel,
welcher sich allseitig an den Körper anschmiegen und gegenüber den gebräuchlichen
cylindrischen Gurten eine bessere Befestigung und Stützung der an ihm festgenähten
Kleidungsstücke bewirken soll. Die Abzugseinrichtung setzt sich aus drei
kegelförmigen Walzen a, b und c (Fig. 6 und
7) zusammen, welche so gelagert sind, daſs ihre Achsen sich in dem Punkt
o, d. i. dem Krümmungsmittelpunkt des gewebten
Gurtes, schneiden. Die Länge der Kettenfäden muſs, entsprechend der Conicität der
Abzugswalzen mit Vergröſserung ihres Abstandes von dem Punkt o zunehmen. Dies setzt ein entsprechendes Aufbäumen der Kette voraus
(kegelförmiger Kettenbaum, einzelne Kettenfadenspulen); doch gibt die Patentschrift
hierüber keine Aufklärung. Die Aufwindebewegung ertheilt das Schraubenradvorgelege
R der oberen und unteren Walze, die mittlere Walze
b dient als Leitwalze; der Lauf des Gewebes ist aus
Fig. 7 zu ersehen. In dem Zusatzpatent wird hervorgehoben, daſs die für
den Transport nöthige Reibung zwischen Band und Abzugswalzen auch bei Wegfall der
Leitwalze b hervorgerufen werden kann, sobald die
angetriebenen Walzen a und c zur Berührung kommen und zum Zweck der Gurtspannung der Walze c durch Vergröſserung des Durchmessers eine etwas
gröſsere Umfangsgeschwindigkeit als der Walze a
ertheilt wird.
Im J. 1876 erhielt am 4. April unter Nr. 4386 der Weber Gottfr. Boden in Groſsröhrsdorf im Königreich Sachsen ein Patent auf
„eine neue Art der Weberei von
Jalousiebändern“. Nach dem Boden'schen
Verfahren sind die zur Stützung der Jalousiebrettchen dienenden Zwischenbändchen,
welche vielfach durch Nähen mit den Hauptgurten verbunden werden, mit diesen
letzteren direkt durch Weben vereinigt. Fig. 8 Taf.
5 zeigt das durch dieses neue Webverfahren erzeugte Band. A und B sind die Hauptbänder, a und b die
Zwischenbänder. Zur Herstellung sind vier Ketten erforderlich, welche abwechselnd
zur Fachbildung ausgehoben werden, so daſs auf dem Stuhl gleichzeitig vier Bänder
ihrer Vollendung entgegengeführt werden. Die Zwischenbänder sind an den Stellen c und d abwechselnd mit
dem oberen und unteren Hauptband zusammengewebt und somit fest mit diesen verbunden.
An der Uebergangsstelle von Band A auf Band B liegen die Kettenfäden der Zwischenbänder ein Stück ohne
Bindung frei. Wird dieses Stück e nach Vollendung des
Bandes herausgeschnitten, so verbinden nur noch die Theile a, b der Zwischenbänder die Hauptbänder und diese können demzufolge in der
Längenrichtung gegen einander verschoben werden, wie dies das Oeffnen bezieh.
Schlieſsen der Jalousie erfordert.
Noch in demselben Jahre kamen in der Bandweberei von Julius
Schöne in Groſsröhrsdorf derartige Jalousiebänder in der Weise zur
Ausführung, daſs die gewebten Zwischenbänder durch 6 bis 8 dünne, neben einander
liegende Schnuren ersetzt wurden, welche an den betreffenden Stellen in das Gewebe
der Hauptbänder eingebunden waren. Neben Erleichterung der Herstellung bieten diese
Bänder den Vortheil, daſs die Brettchen durch entsprechendes Einschieben zwischen
die Schnuren festgehalten werden und nicht wie sonst üblich nur lose auf den
Zwischenbändern aufruhen. Diese Bandconstruction bildet den Vorläufer für die später
aufgekommenen Jalousiebänder mit doppelten
Zwischenbändchen, auf deren Herstellung sich mehrfache Reichspatente beziehen.
Rob. zur Löwen und Alb.
Dunker in Ronsdorf bei Elberfeld (Erl. *D. R. P. Nr. 5984 vom 3. Juli 1878,
vgl. 1880 235 * 265) geben die Einrichtung eines
Bandwebstuhles für die Erzeugung letztgenannter Bänder an. Die beiden Hauptbänder
werden mit Hilfe von 8 Schäften, die Zwischenbänder mit Hilfe einer Jacquardmaschine
gewoben. An den Einbindungsstellen der Zwischenbänder in die Hauptbänder arbeiten
Schaft- und Jacquardmaschine gleichzeitig. Das Eintragen des Schusses bewirken vier
Schützen, welche in einer steigenden Lade eingelegt sind und nach Erforderniſs vor
das betreffende offene Fach gehoben werden. Den Schützenwechsel bestimmt ein 4
stufiges Excenter, den Schützenschub ein rotirendes Sternrad, dessen Bewegung durch
Hebel und Riemen auf die in der Ladenbahn geführten Schützen übertragen wird. Die 1.
und 4. Schütze trägt den Einschuſs in das untere bezieh. obere Hauptband, die
Schützen 2 und 3 dienen zum Weben der Zwischenbänder. Der Patentschrift zu Folge
wechselt das Eintragen in einem Hauptband mit demjenigen in einem Zwischenband immer
ab derart, daſs auf zwei Hauptbandeinschüsse 3 Zwischenbandeinträge fallen. Dieses
Voreilen der Arbeit am Zwischenband halten die Patentträger durch die nothwendige
Versetzung der Einbindestellen am Hauptband gefordert. Boden, dessen Bänder ebenfalls das Versetzen der Bindestellen zeigen,
bewirkt die Fachbildung nur mit der Jacquardmaschine
und bewirkt das Eintragen der Schuſsfäden in alle vier Bänder völlig gleichmäſsig.
Nach dem erloschenen Reichspatent Nr. 6738 vom 10. September 1878 (vgl. 1880 235 * 265) kürzen R. zur
Löwen und Kruse in Barmen das erst genannte
Arbeitsverfahren dadurch ab, daſs sie für beide Zwischenbänder gleichzeitig Fach
bilden und den Eintrag bewirken. Die entsprechenden Kettenfäden sind hierbei so in
den Harnisch der Jacquardmaschine eingezogen, daſs durch das Ausheben der Fäden zwei
um den Höhenabstand der
mittleren Schützenreihen über einander liegende Fache entstehen. Diese Abkürzung des
Arbeitsverfahrens hat auch eine Vereinfachung der Arbeitsmittel zur Folge.
Eine anderweite Abänderung erfahrt das Webverfahren durch Vorwerk und Sohn in Barmen (*D. R. P. Nr. 6056 vom 3. August 1878).
Dieselben sondern die Ketten für die einzelnen Bänder derart, daſs nur die
Zwischenbandketten ab1,
ab2 (Fig. 9 Taf.
5) in eine Ebene fallen und durch vier Schäfte s1 bis s4,
welche mit der Jacquardmaschine in Verbindung stehen, ausgehoben werden, die
Kettenfäden ac des einen Hauptbandes über,
diejenigen ad des anderen Hauptbandes unter den
ersteren liegen. Vier durch Excenter bewegte Schäfte s5 bis s8 dienen hier zur Fachbildung. Durch dieses
Auseinanderlegen der Einzelketten wird es möglich, sämmtliche vier Schuſsfäden
gleichzeitig einzutragen. Die Jacquardmaschine ist analog der bereits in D. p. J. 1881 240 * 109
besprochenen eingerichtet. Die Einschaltung einer losen Rolle zwischen zwei durch
Schnuren verbundene Platinen gestattet, die Kettenfäden auf zwei verschiedene Höhen
zu heben, je nachdem nur eine oder beide Platinen gleichzeitig von dem Messer
emporgezogen werden. Ebenso können die Fäden in zwei verschiedene Tief lagen unter
ab herabgelassen werden, da auch der
Platinenboden in der Höhenrichtung verstellbar ist. Bei halber Hubhöhe bezieh.
halber Senkung findet das Weben der Zwischenbänder statt; bei ganzer Hebung oder
voller Senkung werden die letzteren in das entsprechende Hauptband eingebunden. In
der Figur bindet Schütze I das untere Hauptband ad, Schütze II das
Zwischenband ab1,
Schütze IV das Zwischenband ab2 zugleich mit dem Hauptband ac.
Besonders anregend auf die Erfinderthätigkeit scheint das Patent von C. Stauſs und Comp. in Cottbus (*D. R. P. Nr. 7109 vom
26. März 1879): Neuerungen in der Fabrikation von
Rohrdecken betreffend, gewirkt zu haben. Diese Rohrdecken sind gazebindige
Gewebe, deren Pol- und Stückfaden durch Metalldraht und deren Einschuſs durch
Schilfröhrstengel gebildet wird. Dieselben dienen zur Bekleidung der Decken und
Wände von Wohnräumen und ersetzen das für die Befestigung des Kalk- oder Gypsputzes
sonst übliche „Berohren“. Sie bieten vor diesem namentlich den Vortheil
schnellerer Arbeit und gröſserer Gleichmäſsigkeit und Ebenheit der belegten
Wandfläche und verdienen vor anderen Ersatzmitteln der „Berohrung“
(genutheten Holztafeln, Holzleisten u. dgl.) in Folge ihrer leichten
Herstellbarkeit, ihres geringen Gewichtes und der Billigkeit des zu ihnen
verwendeten Materials sicher den Vorzug. Die Rohrstengel liegen sämmtlich in einer
Ebene und werden in Abständen von etwa 160mm durch
starke, gerade gestreckte Drähte unterstützt. Dünne Bindedrähte vereinigen die
beiden Systeme derart, daſs die Rohre abwechselnd rechts und links der starken
Drähte umschlungen und die letzteren oberhalb gekreuzt werden. Diese starken Drähte
(Stückdrähte, analog den Stückfäden der gazebindigen Gewebe) bilden somit eine Unterlage für die
Rohrstengel und sichern dem ganzen Gewebe die ebene Form und eine gewisse Steifheit,
welche die Handhabung desselben wesentlich erleichtert.
Zur Herstellung dieser Rohrmatten empfiehlt Stauſs einen
gewöhnlichen Handwebstuhl mit eigenthümlicher Geschirreinrichtung. Diese letztere
ist im Zusammenwirken mit den Drähten und Rohrstengeln in Fig. 10
Taf. 5 schematisch dargestellt. Es zerfällt das Geschirr in zwei Theile, einen in
vertikaler Richtung zwischen Leitbahnen verschiebbaren Rahmen R, welcher für jeden Bindedraht (Poldraht) einen
starren, nach abwärts ragenden Litzendraht a trägt, und
einen in horizontalen Führungen beweglichen Schieber S,
auf welchem sich die ebenfalls starren Litzendrähte b
für die Stückdrähte erheben. Jeder Stückdraht t wird
einem auf den Haspel H geschobenen Drahtring entnommen;
den dünnen Poldraht p trägt die Spule P. Beide Drähte sind nach Leitung um den Streichbaum
c durch die am Ende der Litzen befindlichen Oesen
gezogen und gehen weiter nach dem bereits fertigen Gewebe G. Die Zusammensetzung der Vertikalschiebung des Schaftes R mit den Horizontalschiebungen des Schaftes S und der Kettendrähte bei dem Transport des Gewebes
ergibt eine Schraubenbewegung des Poldrahtes und, da diese abwechselnd in
entgegengesetztem Sinne erfolgt, die der Gazebindung entsprechende Umschlingung des
Rohres und Stückdrahtes durch den Poldraht.
Die Fig. 11 bis 14 Taf. 5
veranschaulichen in vier Stellungen ein Spiel des Zusammenwirkens der Werkzeuge mit
den Werkstücken. Die Schäfte sind durch die Oesen a, b,
die Richtungen der Schaftbewegung durch die punktirten Linien xy und uv
gekennzeichnet. In Fig. 11 ist
nach erfolgtem Eintrag des Rohrstengels s1 die Oese a
emporgestiegen, Oese b nach rechts verschoben worden,
so daſs bei wieder erfolgendem Abwärtsgang von a der
von dem Stengel s1
zurückgehaltene Bindedraht sich auf der linken Seite des Drahtes t herabzieht. Gleichzeitig erfolgt der
Vorwärtstransport des fertigen Gewebes, sowie das Einlegen eines neuen Rohrstengels
s2 in das offene
Fach (Fig. 12). Das Emporsteigen der Oese a, sowie
das hieran anschlieſsende Linksschieben von b (Fig.
13) hat zur Folge, daſs der Bindedraht bei abermaligem Abwärtssinken von
a (Fig. 14)
rechts neben den Stückdraht t zu liegen kommt und nach
erfolgtem Gewebetransport von Neuem Fach bildet. Nach Einlegen eines Rohres s3, Emporheben von a und Rechtsschieben von b
ist das Spiel geschlossen und die Anfangsstellung Fig. 11
wieder erreicht.
Die Unbequemlichkeit, welche für den Arbeiter daraus entsteht, daſs die Einführung
der 1,5 bis 2m,5 langen Rohrstengel in das Fach
von der Seite des Webstuhles erfolgen muſs, führte zuerst Herm. Janke in Cottbus (*D. R. P. Nr. 16606 vom 10. April 1881) auf die
Lagerung der Poldrahtspulen an dem Rahmen des Polschaftes. Es entstand hierdurch
eine Webstuhlanordnung, deren Grundzüge durch die Fig. 15 und
16 Taf. 5 wiedergegeben
sind. Der steigende, durch den Fuſstritt t1 bewegte Schaft R trägt für jede Bindungsstelle eine Drahtspule b, deren Stütze in einer rechtwinklig zur Kettenrichtung liegenden
Prismenführung ruht. Das Hohlprisma ist senkrecht über den Stückdrähten so tief
ausgeschnitten, daſs bei gesenktem Schaft der Stückdraht über die obere Fläche des
Vollprismas zu liegen kommt, die Spulen also unterhalb
des Drahtes horizontal verschoben werden können. In dieser Tieflage des Schaftes
treten in die Räume zwischen den Spulenträgern die Zähne c des Schiebers S ein, welcher durch
Herabdrücken des Trittes t2 nach links und durch das Gewicht d
wieder in die Ausgangslage zurück geschoben werden kann. Die Stückfäden laufen von
Drahtspulen e über den Streichbaum f nach der letzten Bindungsstelle des fertigen Gewebes.
g ist die Lade des Webstuhles, welche durch
Niedertreten eines Trittes von dem vor dem Streichbaum sitzenden Arbeiter
angeschlagen wird. Bei gehobenem Schaft R ist die
offene Seite des gebildeten Faches dem Arbeiter zugewendet; dieser legt einen dem
Kasten h entnommenen Rohrstengel in dasselbe ein und
senkt den Schaft bis in die punktirt gezeichnete Lage. Die Verschiebung der Spulen
von 2 nach 3 bezieh. von
3 nach 5 und das
Emporheben des Schaftes bewirkt neue Fachbildung. Der vorher rechts vom Stückdraht
aufsteigende Bindedraht hat diesen letzteren während der Spulenbewegung umschlungen
und liegt nun links von demselben. Anschlagen der Lade, Weiterschaltung des Gewebes,
Einlegen eines neuen Rohres und Rückführung der Spulen aus 6 bezieh. 4 über 5 und 3, bezieh. 3 und 2 nach 4
bezieh. 1 ergeben Vervollständigung des Gewebes und
führen die gezeichnete Lage der Werkzeuge wieder herbei.
Eine zweite Lösung derselben Aufgabe geben E. Schentke
und E. Hille in Cottbus in der unter * Nr. 16751 am 10.
April 1881 geschützten Webmaschine. Auch hier ist der Platz des Arbeiters vor dem
Streichbaum f (Fig. 17 und
18 Taf. 5) und die Oeffnung des Faches dem Arbeiter zugewendet. Die
Poldrahtspule b wird von einem Arm gehalten, welcher um
die Achse a schwingt und durch den Zug beziehentlich
Schub eines bei c angreifenden Excenters die Spule
abwechselnd in eine der Stellungen I oder II bringt. Die Spule ruht in einem kleinen Troge d, welcher mit vorspringenden Rändern in Schlitze eines
am Ende des Armes befestigten Kopfes e eingreift. Die
Arme, deren Anzahl gleich derjenigen der Bindestellen ist, sind so auf die Achse a gesetzt, daſs durch diese Schlitze eine parallel der
Schuſsrichtung laufende Bahn entsteht, welche nur zwischen je zwei Armen durch
schmale Spalten unterbrochen ist. Bei dem Senken der Spulen treten die Stückdrähte
t in diese Spalten ein und kommen so über die Spulenbahn zu liegen. Der horizontal
bewegliche Schieber S rückt hierauf die Spule auf die
Führung des Nachbararmes und dieser hebt sie wieder über die Ebene der Stückdrähte
empor. Es ist von Neuem Fach gebildet und bei Rückführung der Spule aus Stellung I durch die Stellungen II,
III nach IV
wird das zuletzt
eingetragene Rohr eingebunden. Die Arme tragen ferner noch die Rietzähne g, deren Anschlag die Dichte des Gewebes bestimmt.
Bei dieser Gelegenheit ist noch einer anderen Herstellungsmethode der Rohrdecken von
Joh. Mahn und C.
Kuhlmann in Glückstadt (*D. R. P. Nr. 8485 vom 20. Juli 1879) zu gedenken,
welche mit den besprochenen die Vereinigung der Rohre durch eine Reihe stützende
dicke Drähte und eine gleiche Anzahl dünne Bindedrähte gemein hat. Die Abweichung
der Arbeitsprodukte liegt darin, daſs die Bindedrähte Ketten- oder Tambourirnähte
bilden, welche die Rohrstengel mit den Stückdrähten vereinen. Bei der Erzeugung
dieser Matten wird jeder der letzteren durch Richtwalzen a (Fig. 19
Taf. 5) und Leitungen b nach dem bereits fertigen
Gewebe G geführt. Es tritt hierbei der Draht unter die Rohrstengel, welche aus dem Kanal c in die Umfangseinschnitte des schrittweise rotirenden
Rades d fallen. Das Einbinden erfolgt mit Hilfe einer
Hakennadel e und eines Drahtführers f, welchem der Bindedraht von der Spule g zugeführt wird. Steht die in einem Zwischenraum
zweier benachbarten Rohre aufsteigende Hakennadel in ihrer höchsten Stellung, so
legt der Drahtführer f durch eine kurze
Oscillationsbewegung um die vertikale Achse den Draht um den Nadelschaft. Es gleitet
derselbe bei der Abwärtsbewegung der Nadel in das Hakenöhr und wird von dem Haken
mit herabgezogen. Sobald die Hakenspitze dem Ende der Begleitnadel h gegenüber steht und diese das Hakenöhr schlieſst,
wird sie durch den Anschlag i der Nadelstange ebenfalls
abwärts gezogen und führt den Haken nebst eingelegtem Draht sicher durch die den
Nadelschaft vom letzten Stich her umgebende Schleife. Hat die Nadel ihre tiefste
Stellung erreicht, so schaltet das Rad d das Gewebe um
eine Schuſsdichte weiter und der normal zur Bildfläche in Prismenführungen
verschiebbare Drahtleiter b bringt den vorher hinter
der Nadel liegenden Stückdraht auf die Vorderseite der Nadel, so daſs diese bei
erneutem Aufwärtsgang hinter diesem emporsteigt.
Hierbei verbleibt die Begleitnadel h anfangs in Ruhe,
das Hakenöhr öffnet sich und die Nadel schiebt sich innerhalb der zuletzt gebildeten
Drahtschleife empor, bis die zusammentreffenden Anschläge i und k die Begleitnadel in die gezeichnete
Stellung wieder emporheben. Die Stichbildung wiederholt sich nun von Neuem, die
Hakennadel zieht eine neue Schleife durch die bestehende hindurch, das Rad schaltet
das Gewebe weiter und der Drahtleiter b bringt den
Stückdraht wieder auf die Rückseite der Nadel u.s.w.
Endlich ist noch die Maschine von Fr. Scherrbacher und
E. Buchheim in Feucht bei Nürnberg (*D. R. P. Nr.
17 673 vom 19. Juli 1881) zu nennen, deren Arbeitsprodukt die schon früher
bekannten, durch Zusammenbinden der Rohrstengel mit gleich dünnen Bindedrahtpaaren
erhaltenen Rohrmatten sind. Die Maschine enthält eine Reihe vertikal gelagerter
Spindeln, deren gemeinsamer Antrieb durch ein Kegelradvorgelege gebildet ist. Jede Spindel a trägt, wie in Fig. 20
Taf. 5 zu sehen, am unteren Ende zwei Arme b, sowie
darüber die Drahtspulen c und d. Die Drähte sind durch Oesen der Arme abwärts nach dem bereits
vollendeten Gewebe hingeführt. In der gezeichneten Stellung bilden die beiden Drähte
ein Fach, in welches ein Rohrstengel s1 eingeschoben werden kann. Kegelförmige,
einseitig aufgeschnittene Hülsen zwischen je zwei Spindeln dienen hierbei zur
Führung. Der gegabelte Arm e hält den eingetragenen
Stengel nieder und durch die Rotation der Spindel werden die Bindedrahtpaare
mehrfach um einander gedreht. Hierauf erfolgt Abzug des Gewebes in der
Pfeilrichtung, Eintragen eines neuen Rohres, Rückwärtsdrehung der Spindeln u.s.f.
Der Arbeiter bewirkt die Spindeldrehung durch Schwingen des Handhebels f und dadurch hervorgerufenes Auf- beziehentlich
Abwickeln der Riemen g, h auf die mit der Achse i verbundene Riemenrolle. Die Gröſse des
Hebelausschlages bedingt hierbei die Zahl der Spindeldrehungen. Die so erzeugten
Rohrmatten besitzen offenbar nicht die Widerstandsfähigkeit wie die von Stauſs und Comp., da ihnen die kräftigen
Unterstützungsdrähte mangeln.
Ein complicirteres gazebindiges Gewebe ist die „Kreuzgaze“, deren Herstellung und Einbettung auf der
Papiermaschine in die zur Erzeugung von Werthpapieren
bestimmte Papiermasse C. A. F. Knorr in Chemnitz und
G. Arndt in Einsiedel durch Patent * Nr. 17540 vom
23. Juni 1881 geschützt erhielten. Der in seinen Grundzügen durch Fig. 21
Taf. 5 wiedergegebene Webstuhl enthält zwei Gruppen Schäfte, die
„Flachschäfte“
c und d, deren Augen die
Stückketten t leiten, sowie die „Nadelkämme“
a und b, in deren Augen
die Binde- oder Polfäden p eingezogen sind. Je nach dem
speciellen Charakter des zu erzeugenden Gewebes liegen die Flachschäfte entweder
fest, oder werden einzeln oder gemeinsam in horizontaler Richtung verschoben; die
Nadelkämme erhalten eine auf- und absteigende, sowie eine zur Schuſsrichtung
parallele hin- und hergehende Bewegung. In der höchsten Stellung der Fadenführer a, b bilden die Polfäden p
mit den Stückfäden t Fach und es erfolgt das Eintragen
eines Schuſsfadens s1
mittels der Schütze S. Dieser Stellung entspreche die
Figur 22. Die Nadelkämme senken sich und werden unterhalb der Stückfaden
in die durch Fig. 23
angegebene Stellung a1
a2, b1 b2
verschoben. Erneute Hebung und Verschiebung des Gewebes G um eine Schuſsdichte bewirken abermalige Fachbildung, so daſs der
Schuſsfaden s2
eingeschossen werden kann. Hierauf Senken der Nadelkämme, Rückschiebung in die
Stellungen a1 a2, b1 b2 der
Fig. 24, welche mit denen der Fig. 22
übereinstimmen, und wiederholte Fachbildung durch Kammhebung und Gewebetransport.
Das so entstehende Gewebe, dessen Construction aus den Fig. 22 bis
24 ersichtlich ist, setzt sich demzufolge aus drei Fadensystemen
zusammen: der Stückkette, dem diese stets oberhalb
unter rechtem Winkel kreuzenden Einschlag und der Polkette, deren Fäden die Stück- und
Schuſsfäden durch Halbdreher verbinden. Die Abweichung von dem gewöhnlichen
gazebindigen Gewebe besteht darin, daſs nicht sämmtliche Kreuzungsstellen zugleich
auch Bindungsstellen sind, daſs vielmehr eine Bindungsstelle immer mit einer
Kreuzungsstelle sowohl in der Richtung der Kette, als derjenigen des Schusses
wechselt und die Polfäden zwei diagonal gegenüber liegende Bindungen verknüpfen. Die
Polfäden laufen hierbei stets über den von zwei benachbarten Stückfäden begrenzten
Raum.
Tafeln