| Titel: | Ueber Neuerungen im Eisenhüttenwesen. |
| Fundstelle: | Band 246, Jahrgang 1882, S. 508 |
| Download: | XML |
Ueber Neuerungen im Eisenhüttenwesen.
Mit Abbildungen auf Tafel 38.
(Schluſs des Berichtes S. 433 d. Bd.)
Ueber Neuerungen im Eisenhüttenwesen.
Wohl das groſste praktische Interesse erregte der Vortrag von J. Gjers in Middlesbrough: Ueber das Walzen von
Fluſseisenblöcken in ihrer eigenen ursprünglichen Hitze ohne Verwendung von
Brennmaterial in sogen. Durchweichungsgruben (Soaking pits).
Wie H. Bessemer's Epoche machende Erfindung im J. 1856
es ermöglichte, aus flüssigem Hochofeneisen sofort walzbaren Stahl zu erzeugen, so weist nun der
Vortragende nach, daſs es auch thunlich sei, solches Fluſseisen oder solchen
Fluſsstahl ohne Glühöfen, d.h. ohne weiteren Brennmaterialaufwand auszuwalzen.
Bekanntlich besitzt das flüssige, in die Guſsform (Coquille) gegossene Metall eine
gröſsere Wärmemenge, als man zum Walzen oder Hämmern bedarf. Dieselbe setzt sich
zusammen einerseits aus der Wärme, welche durch die höhere Temperatur des flüſsigen
Metalles bedingt ist, und andererseits aus der latenten Wärme, welche bei der
Erstarrung frei wird. Viele Versuche sind schon angestellt worden, die Wärme dieser
Guſsblöcke nutzbar zu machen; sie alle schlugen jedoch fehl, so daſs die
Ueberzeugung sich festgewurzelt hat, daſs hier die Theorie in der Praxis nicht
durchführbar sei.
Die Schwierigkeit liegt in dem Umstand, daſs ein eben aus der Form gelöster Guſsblock
im Inneren zum Walzen viel zu warm ist und daſs andererseits, wenn man ihn so lange
liegen läſst, bis der Kern fest wurde, die Oberfläche mittlerweile zum Walzen zu
kalt geworden ist. Um diesem Uebelstande abzuhelfen, hat man versucht, die warmen
Guſsblöcke in entsprechend ausgefütterte Behälter zu bringen, oder sie in Wärme
schlecht leitenden Sand o. dgl. zu vergraben, um die Wärme zurückzuhalten und
auszugleichen; alle Versuche haben sich aber in der Praxis nicht bewährt, so daſs
der Betrieb in den Stahlwerken bis heute allgemein Glühöfen irgend welcher Art mit
besonderer Feuerung benöthigt.
Der Verfasser führte sein neues Verfahren Anfangs Juni 1882 in den Darlington Steel and Iron Company Works zu Darlington
ein und wird dort jetzt mit Hilfe desselben die ganze Production von etwa 125t in der Schicht oder 500 Guſsblöcke in 12 Stunden
gewalzt. Die betreffende Maschinenanlage ist nicht zum Auswalzen in einer Hitze
eingerichtet; nichts desto weniger ist ein beträchtlicher Posten doppelköpfiger
Schienen direkt aus Blöcken nach Gjers' Verfahren
gewalzt worden. Die Qualität der hergestellten Schienen lieſs nichts zu wünschen
übrig und, da manche Fehler ihren Ursprung im Glühofen haben, so glaubt Verfasser
auch in dieser Hinsicht nur Gutes prophezeien zu können.
Gjers' Verfahren bedingt folgende Anlage: Eine Zahl
senkrechter Gruben oder Schächte (etwa in gleicher Anzahl, als Blöcke bei einer
Hitze gegossen werden) sind in feuerfestem Ziegelwerk gebaut, welches in dem Boden
der Hüttenflur eingelassen ist. Die Schächte sind im Querschnitt etwas gröſser als
die Guſsblöcke, um Spielraum für etwaige Guſsränder zu lassen, und etwas tiefer, als
der längste Block hoch ist. In der Praxis gibt man 75mm am dickeren Ende des Guſsblockes und etwa 150mm in der Höhe zu. Diese Schächte werden von einem
Krahn bedient, welchen man so stellt, daſs er gleichzeitig die Zuführungen des
Vorwalzwerkes beherrscht. Jeder Schacht wird mit einem besonderen Deckel in der
Flurhöhe versehen und ist nach erfolgter Trocknung und Erhitzung bis zur Rothglut
zur Aufnahme der Guſsblöcke fertig.
Sowie die Blöcke aus den Guſsformen gelöst sind, was so schnell als möglich geschehen
soll, werden sie einer nach dem anderen mit Hilfe eines Krahnes in die vorgewärmten
Durchweichungsschächte (vom Erfinder soaking pits
genannt) gebracht und letztere sofort mit dem Deckel geschlossen, um die Luft
abzuhalten. So zugedeckt, läſst man die Guſsblöcke in den Gruben stehen und
durchweichen, d.h. die überschüssige Kernhitze sich gleichmäſsig auf den ganzen
Block vertheilen. Verhältniſsmäſsig wenig Wärme vermag zu entweichen, da der Block
von Mauerwerk umgeben ist, welches, wie der Guſsblock selbst, glühend ist; es muſs
daher die Wärme an dessen Oberfläche stark gesteigert werden. Nach Verlauf von 20
bis 30 Minuten, je nach Umständen, wird der Block aus der Grube, dem Anscheine nach
viel wärmer als beim Einbringen, herausgehoben und in richtiger Hitze zum Auswalzen
mittels des Krahnes den Walzen zugeführt, wobei man noch gegenüber einem Guſsblock,
der aus verhältniſsmäſsig kaltem Zustand im gewöhnlichen Glühofen erhitzt worden
ist, den Vortheil erreicht, daſs der Block im Kern sicher mindestens ebenso warm als
an der Oberfläche ist.
Von der dem Guſsblock beim Einflieſsen in die Form innewohnenden Wärme geht zwar
zunächst ein Theil durch Abkühlung verloren, ein anderer Theil durch Ausstrahlung,
ehe der Block in die Wärmegrube gelangt, und ein weiterer Theil Wärme durch
Wegleitung in das Mauerwerk; im gewöhnlichen Betrieb verbleibt jedoch, wenn beim
Transport des Guſsblockes nicht ungebührlich viel Zeit aufgewendet wird, ein
Ueberschuſs an Wärme, welcher in die Grubenmauerung geht, so daſs dieser
Wärmeüberschuſs dazu dient, die Hitze derselben auf dem hohen Grad zu erhalten, wie
sie die Guſsblöcke selbst besitzen. Wenn es dann zufällig geschieht, daſs beim
Fortschaffen eines Blockes ein Aufenthalt entsteht, so daſs derselbe etwas kälter in
der Grube anlangt, so wird seine Temperatur durch die Wärme der letzteren wieder
gesteigert. Die feuerfeste Umgebung wirkt dabei als Accumulator, welcher Wärme empfängt und abgibt, je nachdem es gerade
erforderlich ist.
Während der Durchwärmung des Guſsblockes entweicht aus demselben eine Menge Gas und
füllt die Grube an, so daſs dadurch gleichzeitig der Zutritt atmosphärischer Luft
abgehalten wird; man sieht das Gas am Deckelrand austreten und bei der Lüftung des
Deckels verbrennen. Das Gas besteht aus Wasserstoff, Kohlenstoff und
Kohlensäure.Zwei am 11.
Juli 1882 den Durchweichungsgruben zu Darlington von S. Pattinson entnommene Gasproben (I und II) hatten folgende
Zusammensetzung:IIIIIIStickstoff 62,92 69,65 83,15Wasserstoff 25,16 18,62 5,82Kohlenoxyd 7,95 6,90 0,85Kohlensäure 3,97 4,83 3,39Sauerstoff00 6,79–––––––––––––––––––––100,00100,00100,00. Nach dem
Ausheben der Stahlblöcke aus den Gruben hatte das Gas in denselben angeblich
die unter III angegebene Zusammensetzung. (Letztere Angabe bedarf wohl der
Bestätigung, da bei dieser hohen Temperatur kaum solche Mengen Wasserstoff
und Sauerstoff neben einander vorkommen können. F.)
Es tritt daher kein Verlust durch Oxydation des Eisens ein und
wird der groſse Abbrand im gewöhnlichen Glühofen gänzlich vermieden.
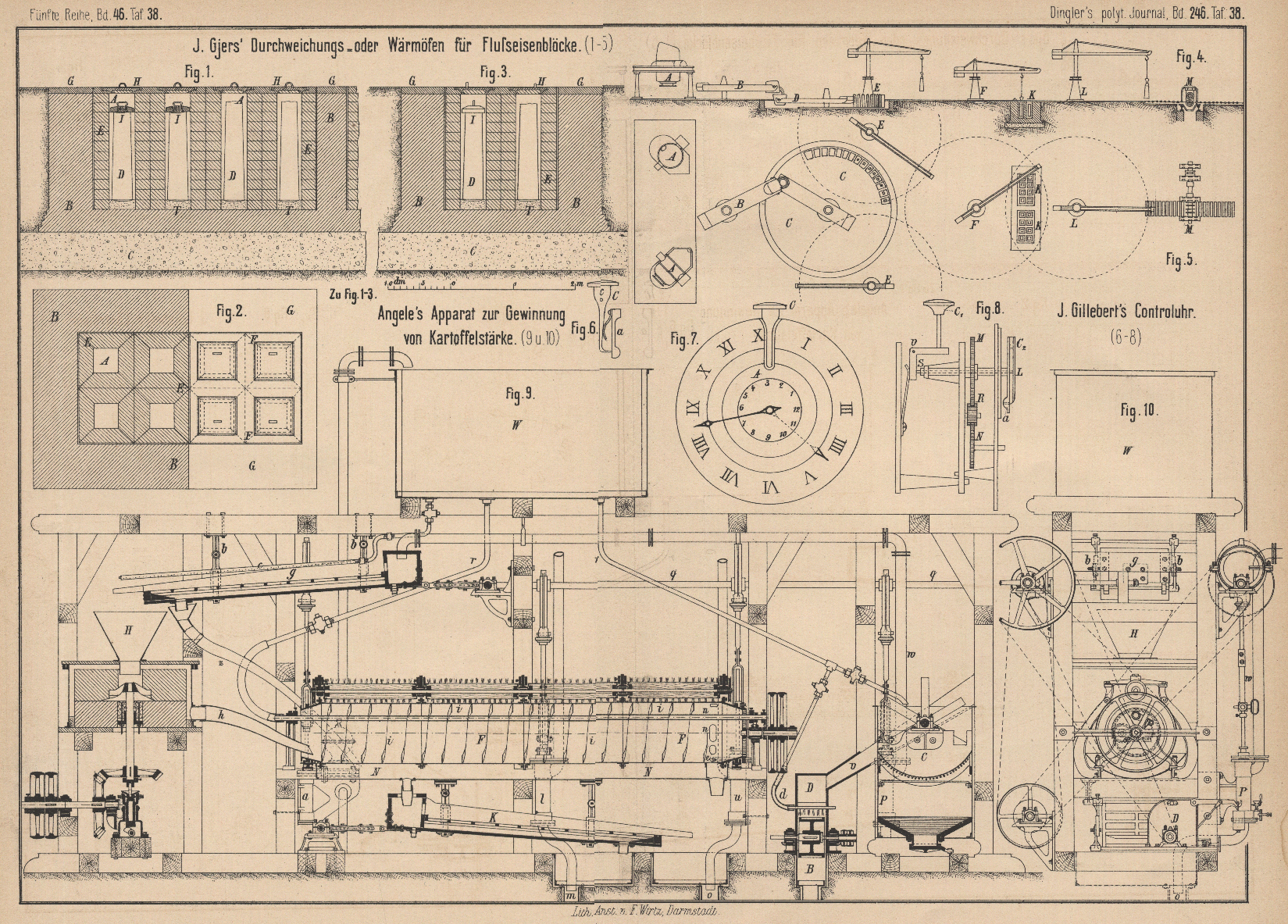
Eine Skizze der Gjers'schen Anlage ist nach Engineering, 1882 Bd. 34 S. 356 in Fig. 1 bis
5 Taf. 38 beigegeben. Die Durchweichungsgruben A, welche die Guſsblöcke D aufnehmen, sind in
einen Mauerkörper B eingebaut, der auf dem Betongrunde
C ruht. Die Schächte A
sind mit 150mm starken feuerfesten Steinen
ausgekleidet, welche ein unabhängiges Futter E bilden,
das jederzeit leicht ausgewechselt werden kann. Eine durchbrochene Guſsplatte F umfaſst je 4 Gruben A
und liegt lose innerhalb des groſsen Eisenrahmens G,
welcher die 8 Schächte A umgibt. Jeder
Durchweichungsschacht ist mit einem Deckel H mit
feuerfestem Futter verschlossen, unter welchem die innere Deckplatte I von feuerfestem Material mit etwa 25mm Spielraum auf den eingestellten Guſsblock
gelegt wird. Dieser innere Deckel I ist nicht durchaus
erforderlich, aber in so fern nützlich, als er den Kopf des Guſsblockes recht warm
erhält. Der Boden T der Grube wird aus zerkleinerten
feuerfesten Ziegeln und Sand gebildet, eine Mischung, welche einen guten harten
Boden von beliebiger Höhe zu geben ermöglicht.
In Fig.
4 und 5 ist der
Grund plan zweier Gruppen von je 8 Gruben K skizzirt,
welche von einem Krahn L mit 7m,5 Ausladung bestrichen werden; derselbe soll zur
Bewegung eines Postens bis zu 2000t Guſsblöcken
wöchentlich ausreichen und mit hydraulischem Zahnstangen- und Drehmechanismus
versehen sein. Dieser Krahn L setzt die Guſsblöcke in
die Gruben ein, hebt sie, wenn fertig, heraus und bringt sie dann zur Walzenstraſse
M. Mit einem solchen Krahn ist es 4 Arbeitern und
einem Jungen an den Hebeln möglich, die ganze Production durch die Wärmegruben A passiren zu lassen. Der Verfasser empfiehlt zwei
Gruppen von Schächten, wie hier gezeigt, obgleich eine Gruppe von 8 vollständig
genügt, die gewöhnliche Erzeugung einer Bessemergrube zu bewältigen. Im Fall einer
ungewöhnlich hohen Production empfiehlt der Verfasser einen zweiten Krahn F, welcher bloſs zum Einsetzen der Guſsblöcke dient,
während L nur aushebt und die Blöcke zu den Walzen
herumschwingt.
Die gegenseitige Stellung der Krahne der Durchweichungsschächte und der Walzenstraſse
kann natürlich in verschiedener Weise den Umständen angepaſst werden und die Gruben
können in einfachen oder mehrfachen Reihen oder concentrisch mit dem Krahn angelegt
werden.
In Fig.
4 und 5 ist
auſserdem auch eine Bessemeranlage angedeutet, welche für ein Arbeiten mit Gjers' Durchweichungsgruben entworfen ist. Es
bezeichnen A die beiden Bessemerbirnen mit dem
zugehörigen Krahn B, der Gieſsgrube C mit ihrem Krahn D. Die
beiden Krahne E schaffen die Guſsblöcke aus den Formen
und übergeben sie dem Krahn F, welcher die Blöcke in
die Wärmeschächte K einsetzt; letztere werden auch von
dem Krahn L bestrichen, um die durchweichten Guſsblöcke
in der oben beschriebenen Weise den Walzen M
zuzuführen.
Wie P. v. Tunner in der Oesterreichischen Zeitschrift für Berg- und
Hüttenwesen, 1882 S. 542 ausführt, hat ihn von allen den mehr oder weniger
interessanten und lehrreichen Vorträgen und Verhandlungen, welche bei den Sitzungen
des Iron and Steel Institute am 19., 20. und 21.
September 1882 in Wien vorgekommen sind, am meisten der Vortrag von J. Gjers überrascht und erfreut, einerseits wegen der
unmittelbaren praktischen Folgen, welche derselbe hervorrufen wird, und
andererseits, weil Referent dadurch ein Ziel, welches er schon seit Jahren vor Augen
hatte, wenigstens für den Fall einer groſsartigen Schienenfabrikation, mit einmal
und in sehr einfacher Weise erreicht vor sich sah.
Dieses Ziel ist die Darstellung des Eisens und Stahles, ohne ein
anderes Brennmaterial als das zum Hochofenbetrieb erforderliche zu gebrauchen, wobei
Tunner für die damit verbundene mechanische
Bearbeitung hydraulische Motoren voraussetzte. Als Referent bei Gelegenheit der
Versammlung des Berg- und Hüttenmännischen Vereins für Steiermark und Kärnten im J.
1881 das Trocknen der Holzkohle (mit den glühenden Schlacken und dem Roheisen) bei
den Hochöfen zu Dalkarlshütte in Schweden mittheilte, sagte er am Schlüsse seines
Vortrages wörtlich (vgl. Zeitschrift des Vereins, 1881 Heft Nr. 10 bis 12 S. 415):
„Jedenfalls führt die Kohlentrocknung abermals einen Schritt näher dem Ziele,
daſs unter günstigen Umständen zur Darstellung des schmiedbaren Eisens auſser
der Gichtkohle beim Hochofen kein weiterer Brennstoff benöthigt werde, ein Ziel,
welches in nicht ferner Zukunft erreicht werden wird.“ ungleichen habe Tunner erst kürzlich (vgl. S. 99. d. Bd.) einen
Artikel: „Zu den Reformen in der Darstellung des Eisens“ veröffentlicht,
worin zur Erreichung dieses Zieles bei der durch die steierischen
Brennstoffverhältnisse nothwendig beschränkten Erzeugung bestimmte Vorschläge,
welche in der genannten Oesterreichischen Zeitschrift,
1882 S. 447 abgedruckt sind, gemacht werden.
Leider ist Gjers' Prozeſs zunächst
nur bei einer groſsartigen Schienenproduction mit Erfolg zu verwenden, wobei
ungefähr jede ½ Stunde eine Bessemerhitze von mindestens 5t gemacht wird und alle Guſsblöcke von gleicher
Gröſse und Gestalt sind. Auf allen steierischen Bessemerhütten, wo in 24 Stunden
meist nur 10 bis 20 Hitzen gemacht werden, ist Gjers'
Prozeſs nicht wohl zu verwenden, weil, wie Tunner
glaubt, die Durchweichungsschächte zu kalt würden: noch weniger könnten dieselben
zur entsprechenden Benutzung gelangen, wenn die Guſsblöcke in ihrer Form und Gröſse
häufig wechseln, weil die Wärmeschächte in ihrer Gestalt, in ihrem Querschnitte,
nahe genug den Guſsblöcken entsprechen müssen.
Um Gjers' Prozeſs anwenden zu können,
ist ein ununterbrochener Betrieb, d.h. ein solcher, bei welchem, wie schon oben
bemerkt ist, beiläufig jede ½ Stunde eine Bessemerhitze gemacht wird, nothwendig; um
dies bei beschränktem Betrieb möglich zu machen, muſs mit kleinen Hitzen von 750 bis
1500k gearbeitet und dürfen jedesmal nur 2 bis
4 Guſsblöcke hergestellt werden, so, wie dies von Tunner in dem oben genannten Artikel angegeben wurde, wobei er gleichfalls
das Ziel vor Augen hatte, zur weiteren Verarbeitung so viel als möglich
continuirlich heiſse Guſsblöcke zu liefern. Tunner hat
jedoch zur nothwendigen Ausgleichung der Hitze in den Guſsblöcken die Zuhilfenahme
eines mit Hochofengasen geheizten Glühofens vorgeschlagen, während Gjers viel einfacher und unter Umständen auch viel
entsprechender die Durchweichungsschächte in Anwendung brachte.
Wo demnach bei beschränkter Erzeugung der Gjers'sche Prozeſs ohne weiters nicht in Anwendung gebracht werden kann,
möge man denselben dennoch nicht als unbrauchbar bei Seite lassen, sondern mit
angemessen kleineren Hitzen und einer geringeren Anzahl von Guſsblöcken und
einzelnen Durchweichungsschächten daraus Nutzen zu ziehen bestrebt sein. Die
Herstellung solcher Schächte würde nur sehr geringe Kosten verursachen und selbst
für den Fall, als diese Schächte für sich allein nicht genügen sollten, würden sie immerhin
eine gute Vorbereitung für die weitere Behandlung im Glühofen bewähren.
Auſser den in vorstehenden Berichten mitgetheilten Vorträgen kamen
noch zur Behandlung: Die kgl. Preußischen Versuchsanstalten
zu Berlin von Dr. H. Wedding. Dieser
Gegenstand wurde auf besonderen Wunsch des Institute
besprochen; eine lange und lebhafte Discussion bezeugte das hohe Interesse, welches
der Verein an demselben nahm. – Winderhitzungsapparat
von Th. Massicks, welcher bereits in D. p. J. 1882 245 * 162
beschrieben wurde. – Die Mittheilungen über Amerikanische
Anthracithochöfen von J. M. Hartmann aus
Philadelphia kamen aus Zeitmangel nicht mehr zur Verlesung.
Tafeln