| Titel: | Bouhey's Fräsmaschine mit Einrichtung, nach der Schablone zu fräsen. |
| Fundstelle: | Band 252, Jahrgang 1884, S. 498 |
| Download: | XML |
Bouhey's Fräsmaschine mit Einrichtung, nach der
Schablone zu fräsen.
Mit Abbildungen auf Tafel 37.
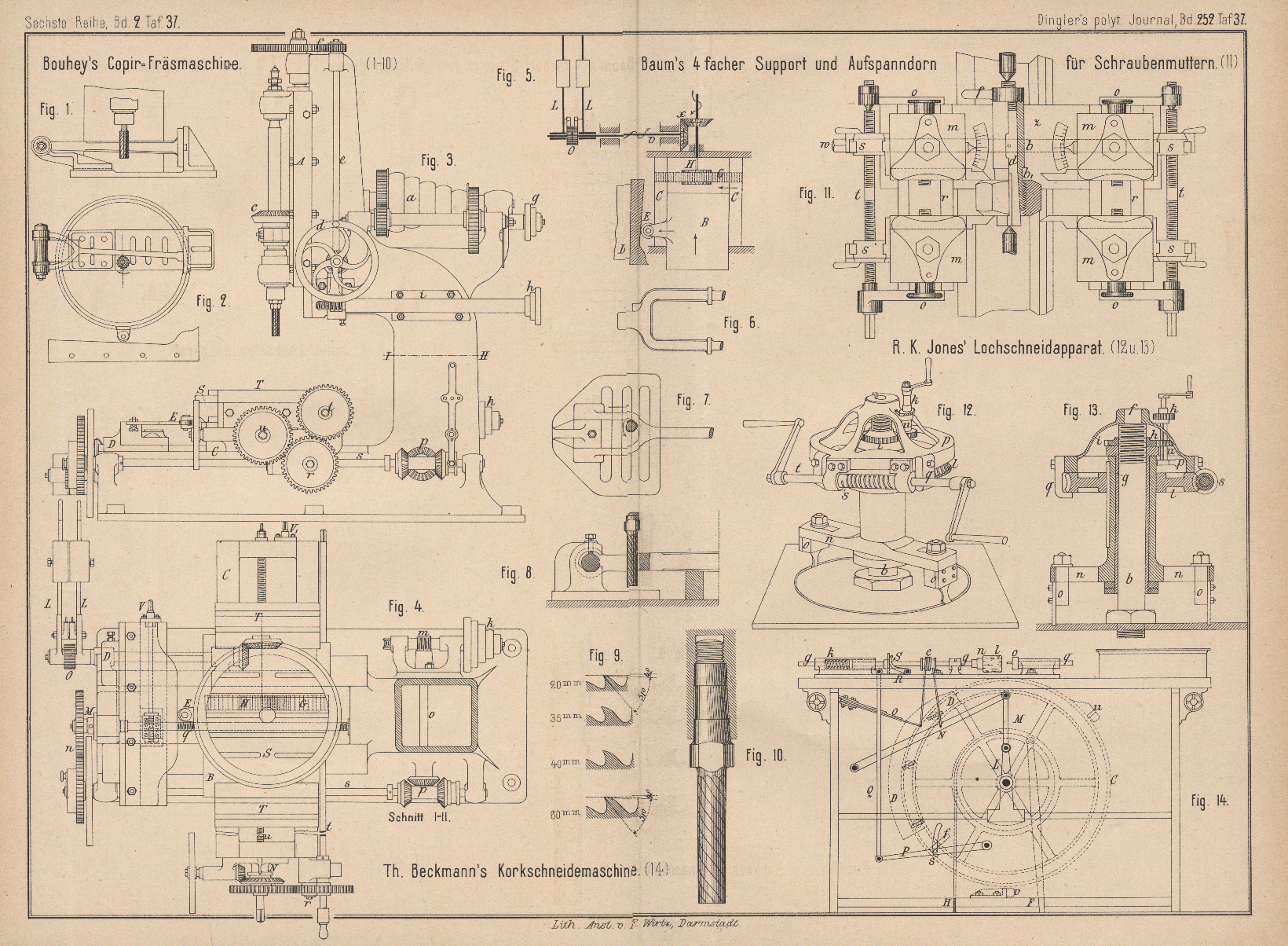
Bouhey's Copir-Fräsmaschine.
Im Portefeuille économique des Machines, 1883 S. 98 ist
eine von Bouhey construirte Fräsmaschine mitgetheilt,
welche nach allen 3 Richtungen selbstthätige Schaltungsvorrichtungen besitzt und
insbesondere durch eine Einrichtung zum Fräsen nach der Schablone zu vielseitiger
Verwendung geschickt ist. Wie aus Fig. 3 und
4 Taf. 37 zu entnehmen, ist das Maschinengestell ähnlich dem einer
Vertikal-Hobelmaschine und trägt an seinem oberen Ende einen verschiebbaren
Schlitten A mit einer lothrechten Welle, an deren
unterem Ende die Fräse befestigt ist. Der Schlitten kann selbstthätig oder von Hand
in verschiedene Höhenlagen gebracht werden, je nachdem es die zu fräsende Fläche
nothwendig macht.
Die Arbeitstücke werden auf den Tisch S aufgespannt,
welcher selbstthätig oder von Hand nach zwei auf einander senkrechten Richtungen
verschiebbar und um eine lothrechte Achse drehbar ist.
Die Drehbewegung der Fräse erfolgt von der Stufenscheibe a aus für gewöhnlich durch zwei Winkelräder, von denen das eine c, durch ein am Gestelle festes Halslager gehalten,
mittels Nuth und Feder die mit dem Schlitten A
verschiebbare Fräserwelle treibt. Soll die Umdrehungszahl der Fräse noch weiter
vermindert werden, als es mittels der Stufenscheibe allein möglich ist, so geschieht
dies durch Einschaltung einer Vorgelegewelle wie bei einer Drehbank. Die
Umfangsgeschwindigkeit der Fräse soll bei Eisenbearbeitung innerhalb 25 und 30cm in der Secunde liegen, Zahlen, welche sich
durch Versuche als die vortheilhaftesten erwiesen haben.
Die Auf- und Abwärtsbewegung der Fräse erfolgt von der Welle e aus mittels des Zahnräderpaares f, welches
die Schraubenspindel der im Schlitten A befindlichen
Mutter in Drehung versetzt; e kann nun entweder durch
ein Kegelräderpaar vom Handrade d aus gedreht werden,
oder aber es geschieht die Bewegung selbstthätig von der Antriebwelle a aus unter Zuhilfenahme der Stufenscheiben g und h; die Welle i überträgt dann die Bewegung mittels
Schneckengetriebes auf die Welle e. Erfolgt die
Bewegung von d aus, so muſs natürlich eine Kuppelung
zwischen dem Schraubenrade und der Welle e gelöst
werden.
Die Bewegung des Schlittens B auf der Führung C bezieh. die dazu senkrechte Bewegung dieser letzteren
auf der Schwalbenschwanzführung des Fuſsgestelles der Maschine kann ebenfalls sowohl
mittels eines Handrades, als auch selbstthätig von einer Vorgelegewelle aus
eingeleitet werden. Im letzteren Falle wird die Bewegung durch einen Riemen von
einer mit der Scheibe g auf derselben Vorgelege welle
sitzenden Stufenscheibe aus auf die Scheibe k (Fig.
4) und von der Achse dieser letzteren durch ein Schraubenräderpaar m auf die im Fuſsgestelle gelagerte kurze Welle o übertragen, von welcher aus dann die genuthete Welle
s unter Vermittelung eines Wendegetriebes p Drehung in einem oder anderem Sinne empfängt. Von
dieser Welle aus kann durch Einrücken einer Kuppelung durch das Stirnräderpaar n die Bewegung der Schraubenspindel q zur Verschiebung des Schlittens C mitgetheilt werden. Ebenso wird von der genutheten
Welle s aus mittels eines am Schlitten C gelagerten Kegelräderpaares der Welle r Drehung ertheilt, die dann mittels aufzusteckender
Stirnräder je nach Bedarf auf die Schraubenspindel u
zur Verschiebung des Aufspanntisches auf der Führung C
oder auf die Spindel t übertragen wird, welche dem
Mitteltheile S des Tisches eine Drehung um eine
lothrechte Achse ertheilen soll und zwar dadurch, daſs eine auf s mit Nuth und Feder verschiebbare Schnecke in einen
mit dem Tische S verbundenen Zahnkranz eingreift. Diese
Drehbewegung des Tisches ist für die Herstellung von Cylinderflächen nothwendig und
gestattet, das Arbeitstück rasch in die richtige Stellung gegen das Werkzeug zu
bringen; aber sie bedingt eine geringe Ausdehnung des Drehtisches, was natürlich bei
langen Stücken, wie prismatischen Pleuelstangen, schlechte Arbeit hervorruft, da die
lang vorstehenden Enden leicht vibriren und zudem ein etwaiger Spielraum zwischen
Schnecke und Zahnrad sehr störend wirkt.
Diesen Unannehmlichkeiten zu steuern, hat Bouhey
folgende (in Frankreich patentirte) Einrichtung getroffen: Zwei ebenfalls mit
Aufspannnuthen versehene Tische T sind, einander
gegenüberstehend und ebenso hoch wie der Drehtisch S,
mit Bolzen auf dem Schlitten B befestigt; sie
verrichten so den Dienst eines langen Tisches, auf welchem sich auch lange
Arbeitstücke sicher festspannen lassen, ohne daſs man bei kleineren Stücken auf die
Drehbewegung zu verzichten brauchte. M und N sind eingetheilte Scheiben, welche mit den
Schraubenspindeln der beiden Schlitten B und C verbunden sind und das rasche Einstellen auf einmal
bestimmte Punkte erleichtern.
Um unregelmäſsigere Gegenstände nach der Schablone zu fräsen, bringt man auf der
Führung des Gestelles einen zweiten Support D mit der
Schablone an, gegen welche sich die Leitrolle E des
Schlittens B fortwährend stützt. Zu diesem Zwecke ist,
wie aus Fig. 5 zu
ersehen, unter dem Längsschlitten C eine Zahnstange G angebracht, in welche ein durch das Kegelräderpaar
x getriebenes Zahnrad ü greift. Die Achse v des einen Kegelrades
trägt lose zwei mit Gewichten belastete Hebel Z, welche
mittels zweier Klinken auf das gemeinschaftliche Sperrrad O wirken und dadurch das fortwährende Anliegen der Leitrolle E an die Führungsschablone hervorbringen. Der
Schablonensupport D und der Schlitten C werden durch ein und dieselbe im Gestelle gelagerte
Schraube q (Fig.4) bewegt; jedes der beiden Stücke
trägt zu dem Zwecke eine zweitheilige Mutter, deren Hälften wiederum durch Schrauben
V
und V1 mit Rechts- und
Linksgewinde geschlossen oder von einander entfernt werden können. Die Bewegung des
Supportes D relativ zum Gestelle ist zum bequemen und
genauen Einstellen der Schablone bei festgespanntem Arbeitstücke nöthig.
Will man nach der Schablone fräsen, so wird demnach die Mutter des Schlittens C durch Drehen an V1 auſser Eingriff gebracht, während der Support D durch seine Mutter auf der ausgeschalteten Spindel
q festgeklemmt wird und so mit dem Gestelle fest
verbunden ist; der Schlitten B erhält Querbewegung. Für
die gewöhnliche Arbeit genügt es, die Zahnstange G
auſser Wirkung zu bringen, indem man das treibende Rad des Paares x ausrückt; die Mutter des Supportes D wird dann durch entsprechendes Drehen von V auſser Eingriff gebracht und dafür die Mutter des
Schlittens C mittels der Klemmspindel V1 geschlossen.
Die Fig. 1 und 2 Taf. 37
zeigen ein zu bearbeitendes Stück mit der dazu gehörigen Schablone. In Fig.
6 bis 8 sind
einige der Stücke wiedergegeben, welche unter Anwendung der Schablone hergestellt
worden sind.
Die Hauptdaten der verschiedenen Gröſsennummern, welche Bouhey construirt, sind folgende:
Nr. 2
Nr. 3
Nr. 3b
Vertikalverschiebung des Fräsenhalters
0,250m
0,300m
0,350m
Längsverschiebung
des
Schlittens
0,450
0,700
0,850
Querverschiebung
„
„
0,450
0,700
1,100
Gewicht
1800k
4350k
4850k
Preis
3600 M.
5920 M.
6880 M.
Die nachfolgenden Angaben über die Herstellung der Fräsen sind aus zahlreichen in den
Werkstätten der Compagnie de Paris-Lyon-Mediterannée
angestellten Versuchen abgeleitet.
Der Durchmesser der cylindrischen Fräsen soll womöglich
nicht über 30 bis 35mm hinausgehen; wenigstens
erzielt man damit wesentliche Ersparnisse bei der ersten Anschaffung und gestatten
die kleinen Fräsen, einfachere Fräsenhalter anzuwenden. Die Ganghöhe der schraubenförmig herzustellenden Schneiden beträgt das 4½
fache des Durchmessers, was einem Steigungswinkel von 55° entspricht, während die
Anzahl n der Zähne nach folgender Formel n = ⅕D + 3 bestimmt wird,
wobei die Minimalzahl 7 bei einem Durchmesser von 20mm eintritt. Die wirksame Höhe der cylindrischen Fräse nimmt man nicht
über 4 D. Die Form der Zähne ist in Fig. 9 Taf.
37 wiedergegeben und zwar sind dies durch eine zur Tangente der Schneide senkrecht
stehende Ebene erzeugte Schnitte; der Schneidwinkel hat eine Gröſse von 51°, der
Anstellungswinkel eine solche von 4°. Als Anlaſsfarbe
beim Härten wird strohgelb genommen. Da die Fräse beim Härten sich leicht etwas
verzieht, bearbeitet man, um genau rundlaufende Fräsen zu erhalten, den Theil,
welcher in den Halter kommt, erst nach dem Härten, während die letzten
Ungleichmäſsigkeiten noch beim Anschleifen des Anstellungswinkels beseitigt
werden.
Die Gestalt der Fräse und Art und Weise ihrer Befestigung ist in Fig. 10
verdeutlicht; die Erzeugende des Kegels hat eine Neigung von 1/29 oder 3,45
Proc. gegen die Achse.
Von erhaltenen Zahlenwerthen werden folgende mitgetheilt:
Durchmesserder Fräse
Ausgeführte Arbeit
Fortrückungin 1 Min.
StündlichzerspantesGewicht
20mm
Schnitt von 10mm
Dicke und 40mmBreite
45mm
8,3k
20
Schlitz in 30mm
dickem Eisen
30
8,3
60
Schlitz von 35mm
Tiefe
15
14,5
Tafeln