| Titel: | Vorrichtung zur Herstellung kantig profilirter Körper. |
| Fundstelle: | Band 253, Jahrgang 1884, S. 273 |
| Download: | XML |
Vorrichtung zur Herstellung kantig profilirter
Körper.
Mit Abbildungen auf Tafel 20.
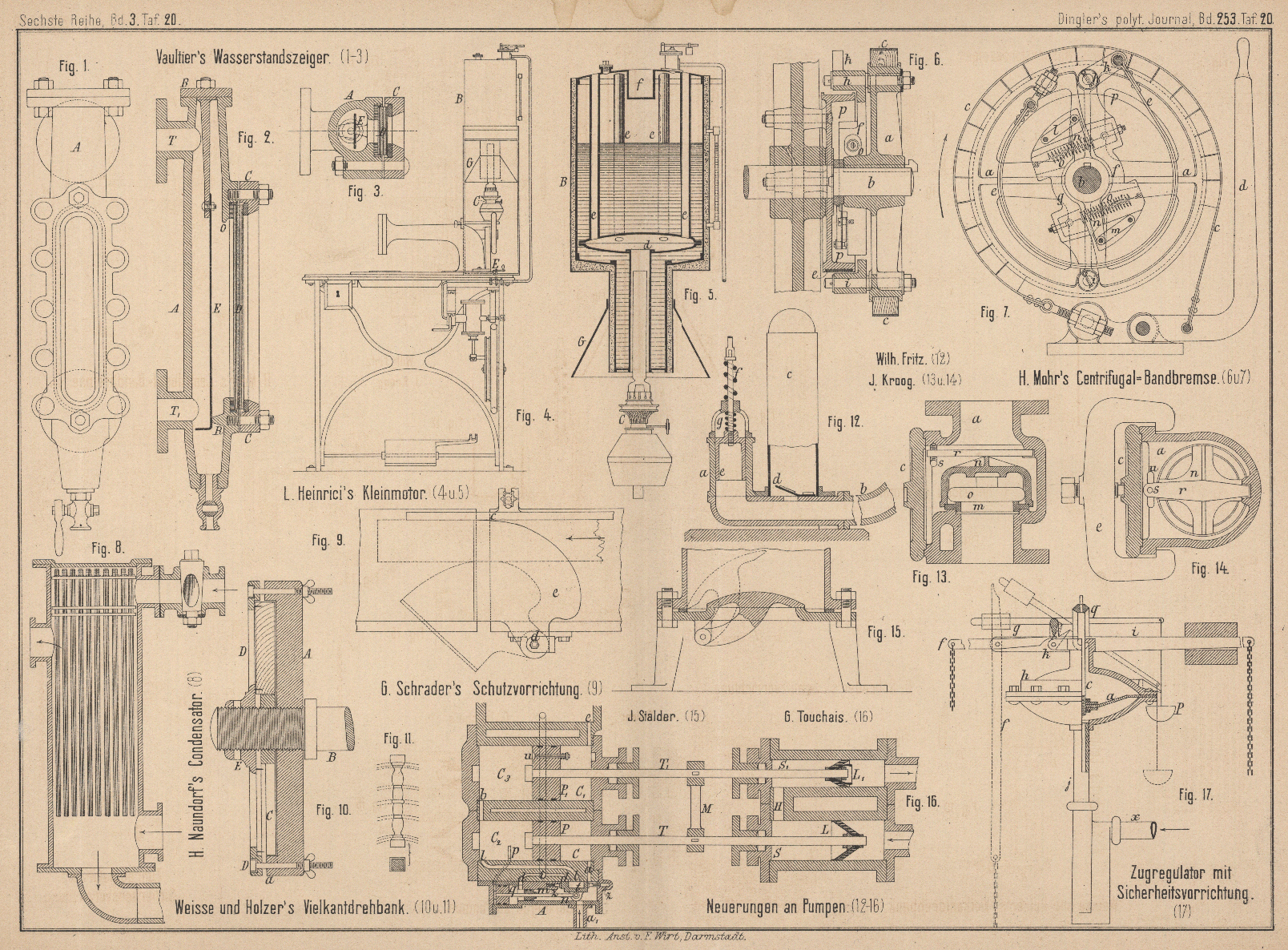
Weiſse und Holzer's Vielkant-Drehbank.
Während bisher behufs massenhafter Herstellung kantig profilirter Körper (vgl. W. Schmidt 1883 250 * 446)
die Stäbe zwischen zwei auf einer Welle umlaufenden Scheiben parallel zur Welle
eingespannt wurden, wird von L. Weiſse und O. Holzer in New-York (* D. R. P. Kl. 38 Nr. 27379 vom
23. September 1883) vorgeschlagen, die Stäbe radial auf einer Planscheibe
anzuordnen. Die betreffende Profilirung erhält dann das Aussehen Fig. 11
Taf. 20.
Die Stäbe werden in radiale Aussparungen der Scheibe C
eingebettet (Fig. 10
Taf. 20), welche von dem übergreifenden Rande a der
Planscheibe A aufgenommen wird. Beide Scheiben A und C sind auf das
Gewinde der Drehbankspindel B aufgeschraubt. Ebenso ist
auf B noch der mit Stacheln versehene Ring E aufgebracht, während der ebenfalls mit Stacheln
besetzte Ring D durch Flügel schrauben auf die Scheibe
A aufgeschraubt wird, wobei sich seine Spitzen
gleichfalls in die Holzstücke einpressen und letztere somit sicher gehalten werden.
Wenn nun das Ganze mit der Spindel B sich dreht, wird
das Schneidemesser gegen die Vorderseite der Stäbe gehalten und das richtige Profil
mit Hilfe einer entsprechend profilirten Führungsschiene erzeugt, sobald sich die
Anwendung eines profilirten Messers verbietet. Die Querlinien des so geschnittenen
Profiles sind Theile von concentrischen Kreisen zum Mittelpunkte der Hauptscheibe.
Ist nun die eine Seite der Stäbe bearbeitet, so werden die Ringe D und E so weit gelöst,
daſs ein Herumdrehen der Stäbe in der Führungsscheibe C
möglich wird, worauf dieselben wieder festgespannt werden und eine zweite
Seitenfläche ihre Bearbeitung empfängt.
Welcher Vortheil mit dieser Anordnung gegenüber der üblichen erzielt werden soll, ist
nicht recht ersichtlich. Das Profil eines so hergestellten Geländerstabes z.B. kann
wohl kaum einen ästhetisch befriedigenden Eindruck machen.
Tafeln