| Titel: | J. O. Forsslund's Herstellung von Wagenrädern. |
| Fundstelle: | Band 258, Jahrgang 1885, S. 490 |
| Download: | XML |
J. O. Forsslund's Herstellung von
Wagenrädern.
Mit Abbildungen auf Tafel
33.
Forsslund's Herstellung von Wagenrädern.
Die bei Wagenrädern mit eisernen Speichen und Naben häufig beobachteten Brüche
schreibt man vielfach den beim Befahren von unebenem Pflaster auftretenden
Erschütterungen zu, J. O. Forsslund in Sundberg, Schweden (* D. R. P. Kl. 63 Nr. 33480 vom 24.
März 1885) auf die Weise verhüten will, daſs er die Nabe um die
Speichenenden herumgieſst, statt wie gewöhnlich die Speichen in entsprechend
ausgebohrte Naben zu setzen. Die Felgen des Rades werden aus Birken-, Eichen- oder
Buchenbohlen mittels der Bandsäge ausgeschnitten, auf einer ebenen Fläche mit
einander verpaſst und so weit zusammengetrieben, daſs die Auſsenseite der Felgen mit
einem auf der Fläche gezogenen Kreise übereinstimmt. Der in gewöhnlicher Weise
zusammengeschweiſste und auf einer rund gedrehten Scheibe vollkommen kreisrund
gestaltete Radreifen wird heiſs aufgezogen, so daſs derselbe die hölzernen
Felgentheile fest umschlieſst und zusammenhält. Hierauf bringt man den ganzen
Radfelgenkranz auf eine Drehbank, woselbst der Felge die richtige Form gegeben wird.
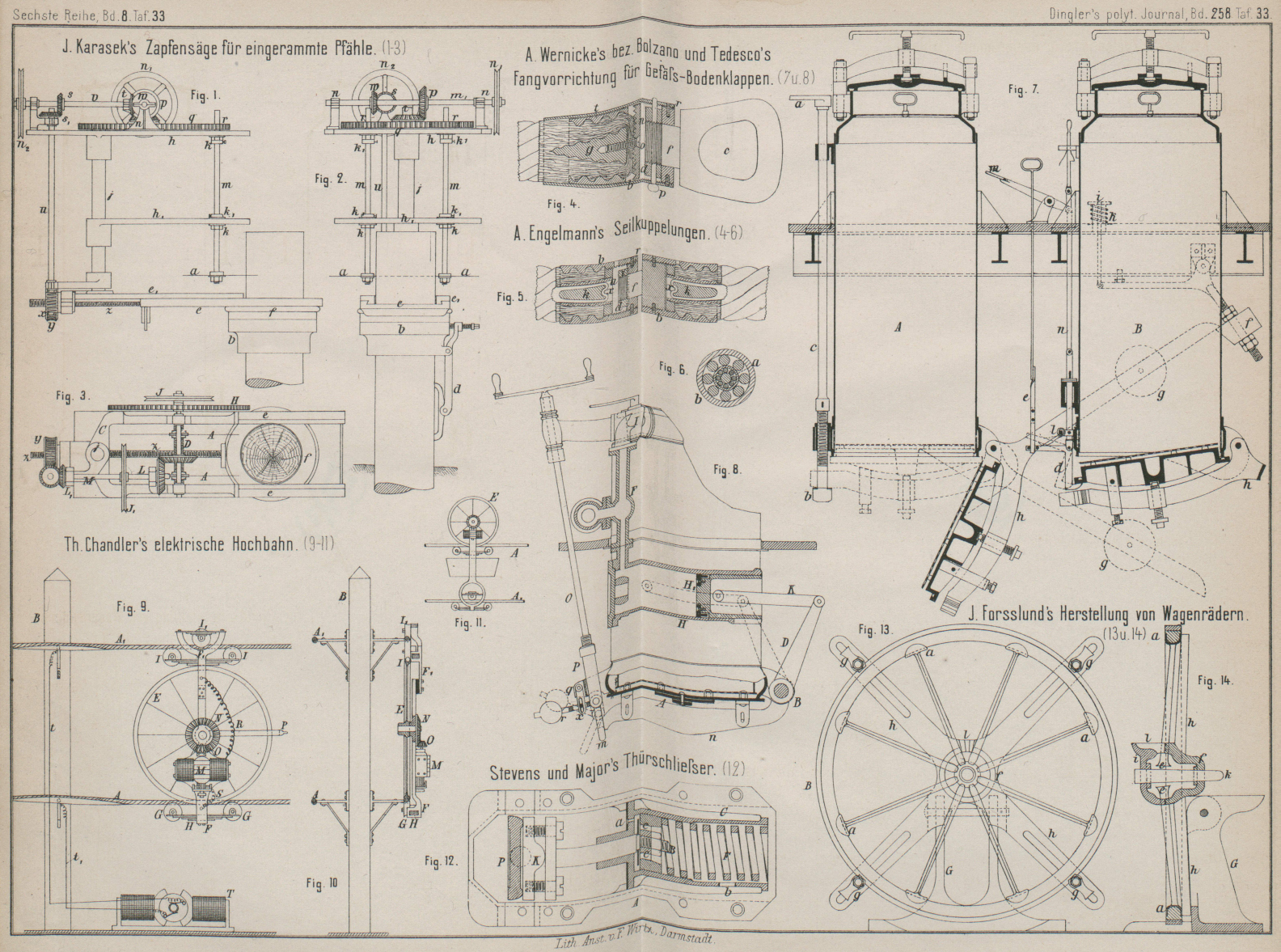
Alsdann legt man den Radkranz auf die Arme h des
Gieſsgestelles (Fig. 13 und 14 Taf. 33) und spannt
denselben mittels der Klammern g fest. Die Arme h gehen von der mittleren Hohl form f aus, welche drehbar mit dem Bocke G verbunden ist. Beim Auflegen des Radkranzes liegt das
Gieſsgestell wagerecht, ist also mit Bezug auf die in Fig. 14 dargestellte Lage
um 90° gedreht.
Nachdem der Radkranz auf das Gestell gelegt ist, werden die eisernen oder stählernen
Speichen derart eingesetzt, daſs die gabelförmigen Köpfe a die Felge umfassen, während die schwalbenschwanzförmigen Speichenenden
e in die Gieſsform f
hineinragen. Die Speichenköpfe a sind dabei an den
Stöſsen der Felge angeordnet, wodurch letzterer eine gröſsere Widerstandsfähigkeit
verliehen und der leise Gang des Rades, wie auch die gewünschte Nachgiebigkeit
erzielt wird. Durch die Anwendung gabelförmiger, die Felgenstöſse umfassender
Speichenköpfe ist auch den bisher bei gewöhnlichen Rädern mittels Zapfen
eingesetzten Holzspeichen gegenüber der Nachtheil beseitigt, daſs die abwechselnd
naſs und trocken werdenden Speichen sprengend auf die Felge wirken. Während ferner
bisher die Befestigung der Speichen in der Mitte zwischen zwei Felgenstöſsen
geschieht und die Stöſse selbst frei liegen, werden bei diesem Rade die Felgen an
den Stöſsen durch die Speichen sicher unterstützt.
Nachdem die Speichen mit dem Radkranze vereinigt sind, wird das Gieſsgestell mit dem
darauf befestigten Rade um 90° gedreht, so daſs es die in Fig. 14 dargestellte
aufrechte Lage einnimmt, und der Deckel i mit Einguſs
l auf den Formtheil f
aufgebracht. Der Stahlzapfen
k, welcher die Mitte der Gieſsform durchdringt, wird
vorher, ebenso wie die Felgenenden, etwas angewärmt und in bekannter Weise
überstrichen, um ein Festschweiſsen zu verhindern. Das Guſseisen wird durch den
Einguſs l eingegossen, worauf in derselben Form
(angeblich alle 10 Minuten) eine neue Radnabe gegossen werden kann.
Tafeln