| Titel: | Hardcastle's Presse zum Aufwulsten der Stehbolzen-Lochränder von Feuerbüchsblechen. |
| Fundstelle: | Band 261, Jahrgang 1886, S. 329 |
| Download: | XML |
Hardcastle's Presse zum Aufwulsten der
Stehbolzen-Lochränder von Feuerbüchsblechen.
Mit Abbildungen im Texte und auf Tafel 22.
Hardcastle's Presse für Feuerbüchsbleche.
Damit bei Feuerbüchsen für Locomotiven u. dgl. die Stehbolzen mit einer gröſseren
Zahl Gewindegänge sich in das Blech einsetzen und folglich schwächere Bleche benutzt
werden können, wird nach einem von Hardcastle im Engineer, 1886 Bd. 62 * S. 3 gemachten Vorschlage die
Lochtiefe durch Aufwulsten des Lochrandes vergröſsert. Dies geschieht durch Pressen
des Bleches vor dem Anbohren zwischen einem Stempel und einer Ringschale durch Wasserdruck, wodurch das Material nach dem Lochrande zu
geschoben wird und einen vorstehenden Wulst bildet, wie dies vorstehend ersichtlich
gemacht ist.
Textabbildung Bd. 261, S. 329
Die Befürchtung, daſs durch diese gewaltsame Materialverschiebung im kalten Zustande
die Festigkeit des Bleches an dieser Stelle geschädigt werde, scheint den gemachten
Versuchen zu Folge nicht einzutreffen, da durch diese letzteren sogar eine Erhöhung
der Festigkeit nachgewiesen wird.
In einem Abstande von 100mm
wurden zwei 4mm,5 starke Bleche mit einem 22mm,3 dicken Gewindestellbolzen, welcher Nietköpfe
erhielt, verbunden. Das eine Blech war an dem Loche mit einem Wulstrande, das andere
mit einem gewöhnlichen Loche versehen. Der Stehbolzen konnte bei dem gewöhnlichen
Loche mit 6t,8 Druck, durch das gewulstete Loch
mit 7t,3 getrieben werden. Ein Biegungsversuch
wurde mit einem 304mm langen, 95mm breiten und 8mm
dicken
Stahlblechstreifen vorgenommen, in welchem in 64mm
Entfernung von einander ein einfaches und ein gewulstetes Loch von 19mm Durchmesser gebohrt waren. Es ergaben sich
folgende Bruchbelastungen: durch ein gewöhnliches Loch 25t, durch ein gewulstetes Loch 27t und bei voller Blechdicke 33t. Die Zugfestigkeit des Blechmaterials betrug
44k/qmm.
Die durch das Aufwulsten erzielte Vermehrung der Gewindegänge
ergibt sich z.B. bei einem 8mm starken Bleche zu
3; während das gewöhnliche Loch 5 Gewindegänge besitzt, können im gewulsteten Loche
8 Gänge eingeschnitten werden.
Um in ein 16mm starkes
Stahlblech den Wulstrand für einen 22mm dicken
Stehbolzen zu drücken, ist eine Wasserpressung von 259 bis 268at erforderlich, welche einem
Gesammt-Stempeldrucke von 81 bis 87t entspricht.
Da der Stempel der Presse 20mm Durchmesser hat, so
folgt daraus ein mittlerer Druck von 27t/qc.
Für das Aufwulsten bei Kupferplatten gebraucht man einen
Stempeldruck von 42 bis 50t. Eine Pressung dauert
beiläufig ½ Minute.
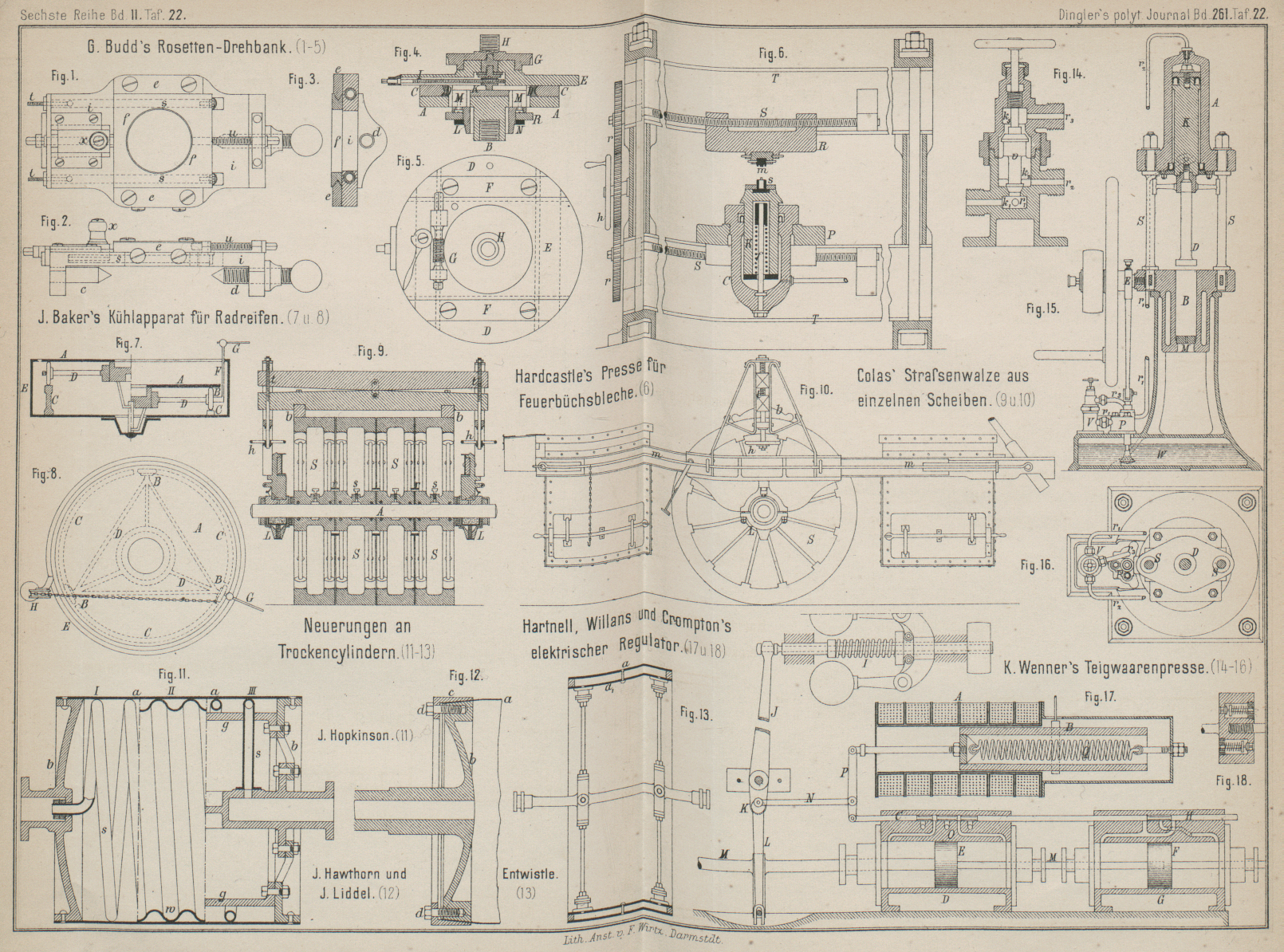
In Fig. 6 Taf.
22 ist eine Presse zur Ausführung dieses Aufwulstens dargestellt. Der Stempel s wirkt bei derselben nach aufwärts und sitzt auf dem
Kolben K eines Preſswassercy linders C, welcher in die Platte P
eingehängt ist. Die mit einer Stellvorrichtung versehene Matrize m ist an einer Gegenplatte R befestigt. Die Platten P und R sind auf Trägern T
verschiebbar und werden mit Hilfe von Schraubenspindeln S, die von einem Handrade h mittels der Räder
r gleichzeitig zu drehen sind, eingestellt. Die
Träger T sind durch Säulen, welche einen Arbeitsraum
von 2245mm in der Presse gewähren, unter einander
verschraubt.
Steht der durch eine Feder f immer wieder zurückgezogene
Preſsstempel in der Rahmenmitte, so können Bleche von 1160mm Breite durch bloſse Verschiebung, steht der
Stempel im Drittel der Rahmenlänge, so können Bleche von 1500mm Breite durch Verschiebung und Drehung
bearbeitet werden. Bei Blechbreiten über 1500mm
muſs die Preſsvorrichtung nach den angezeichneten Lochmitteln eingestellt
werden.
Tafeln