| Titel: | Brückenbau. |
| Fundstelle: | Band 270, Jahrgang 1888, S. 201 |
| Download: | XML |
Brückenbau.
(Fortsetzung des Berichtes Bd. 268 S. 529.)
Mit Abbildungen auf Tafel
12 und 13.
Ueber Brückenbau.
d) Herstellung der Stahltheile in den
Werkstätten.
Am Ufer von Queensferry sind Werkstätten von solchem Umfange erbaut, daſs die ganze
Stahlconstruction der groſsen SpannweitenDie Ueberbauten der Viaduktpfeiler sind in den Werkstätten der Herren P. und W.
Maclellan in Glasgow ausgeführt worden. und zwar
wöchentlich 1500t, zum Aufstellen fertig in
denselben hergestellt werden kann. Sie beschäftigen seit 1883 beständig 3000
Arbeiter, deren Zahl in diesem Jahre auf 3600 gestiegen ist, und bedecken eine
Fläche von 20ha in direktem Anschlusse an die North-British Railway. Die gröſsere Arbeiterzahl wohnt
in der Umgebung der Brücke, ein Theil wird mit Arbeiterzügen von Edinburg und ein
anderer Theil mit Dampfschiffen von Leith täglich hin und zurück gefahren. Die
Arbeitszeit ist von 6 bis 9, ½10 bis 1 und 2 bis 5 Uhr täglich festgesetzt (an
Samstagen wird Nachmittags nicht gearbeitet); so daſs sie wöchentlich 54 Stunden
beträgt, in welchen ein Eisenarbeiter 45 M. und ein Maurer 37 M. 50 Pf. verdient.
Für die zwei ersten Ueberstunden über die normale Arbeitszeit werden 25 Proc. und
für jede weitere Ueberstunde 50 Proc. Aufschlag zu dem Arbeitslohne von 83 V3 bezieh. 69½ Pf. für
die Stunde bezahlt.
An beiden Ufern und auf der Insel befinden sich Bureaus, auſserdem an beiden Ufern
Bahnhöfe mit Ladegerüsten, alles ganz in Eisen und direkt auf den Felsen aufgebaut.
An der Insel ist ein kleiner Hafen angelegt. Mächtige Dämme, welche zur Herstellung
der Viaduktpfeiler gedient haben und von denen der südliche, am Ufer von
Queensferry, eine Länge von 680m und eine Breite
von 15m hat, dienen zum Transporte des Materiales
und sind wie die Ladebühnen mit fahrbaren Dampfkrahnen ausgerüstet. Zwischen den
drei Bureaus und den Ladestellen vermitteln 14 groſse Fluſsboote, sowie Kähne und
andere kleinere Fahrzeuge den Verkehr. In den Werkstätten, auf den Baustellen und
den Gerüsten ist elektrische Beleuchtung eingerichtet und alle wichtigen Punkte sind
durch Telephonleitungen mit einander verbunden.
Die Anfertigung der röhrenförmigen Brückenglieder, deren innerer Durchmesser zwischen
3m,60 Länge und 0m,90 wechselt, beginnt mit dem Biegen der Bleche. Die gröſsten Bleche
haben 4m,80 Länge, 1m,30 Breite and 32mm Stärke. Zum Biegen
derselben im kalten Zustande würde eine Kraft von 10000t erforderlich sein, weshalb man es vorzieht, diese Stahlbleche bis zur
dunklen Rothglühhitze in groſsen Gasöfen zu erwärmen. Sie kommen dann unter die,
1888 269 242 beschriebene, Presse von 1600t Kraft.
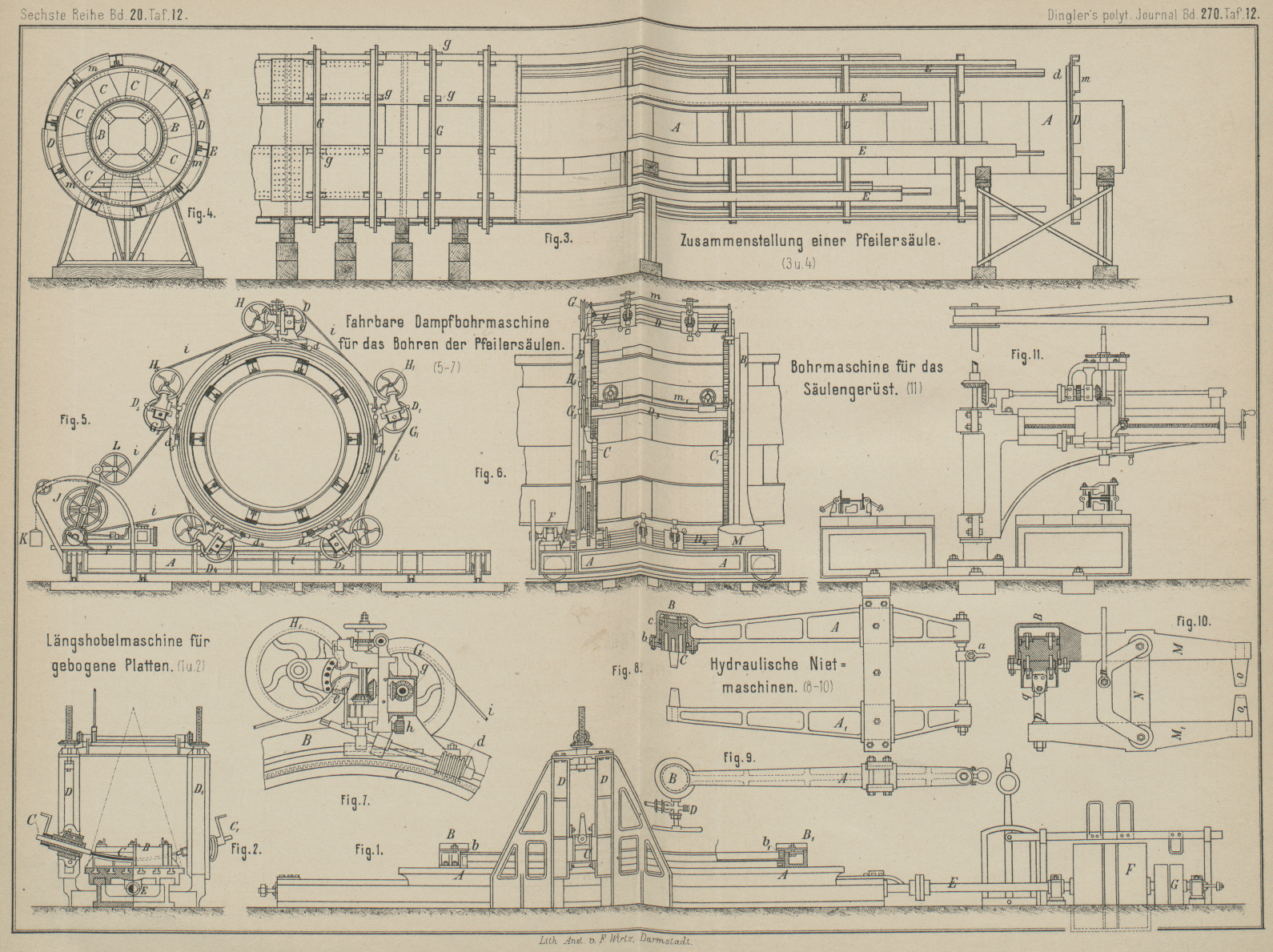
Die gebogenen Bleche gelangen nun auf eine erste Special-Hobelmaschine, auf welcher
die beiden Längenkanten gleichzeitig abgehobelt werden. Von dieser Hobelmaschine ist
in Fig. 1 Taf.
12 eine Seitenansicht, in Fig. 2 die eine Hälfte als
Kopfansicht und die andere Hälfte als Querschnitt gezeichnet. Auf dem Tische A der Maschine werden die cylindrisch gebogenen
Spannstücke B und Bl befestigt und in diese die gebogene Platte mit
ihren beiden Enden b und b1 so eingespannt, daſs sich die letzteren
gegen die Spannstücke stützen. Die Werkzeughalter C und
C1, welche zwischen
den Doppelständern D und D1 senkrecht verstellbar befestigt sind,
können je nach der Biegung des Arbeitsstückes nach verschiedenen Winkeln eingestellt
werden. Der Hobeltisch mit dem Arbeitsstücke wird durch eine Schaube E fortbewegt, auf deren Verlängerung die Riemscheiben
F für den Vorwärts- und G für den beschleunigten Rückwärtsgang sitzen.
Von dieser Hobelmaschine werden die gebogenen Bleche auf eine zweite
Specialhobelmaschine gebracht und an den beiden Kopfkanten genau auf Länge
abgehobelt. Diese Arbeit ist besonders wichtig, da in den gedrückten Gliedern auf
die vollständige Berührung der Stoſskanten gerechnet worden ist.
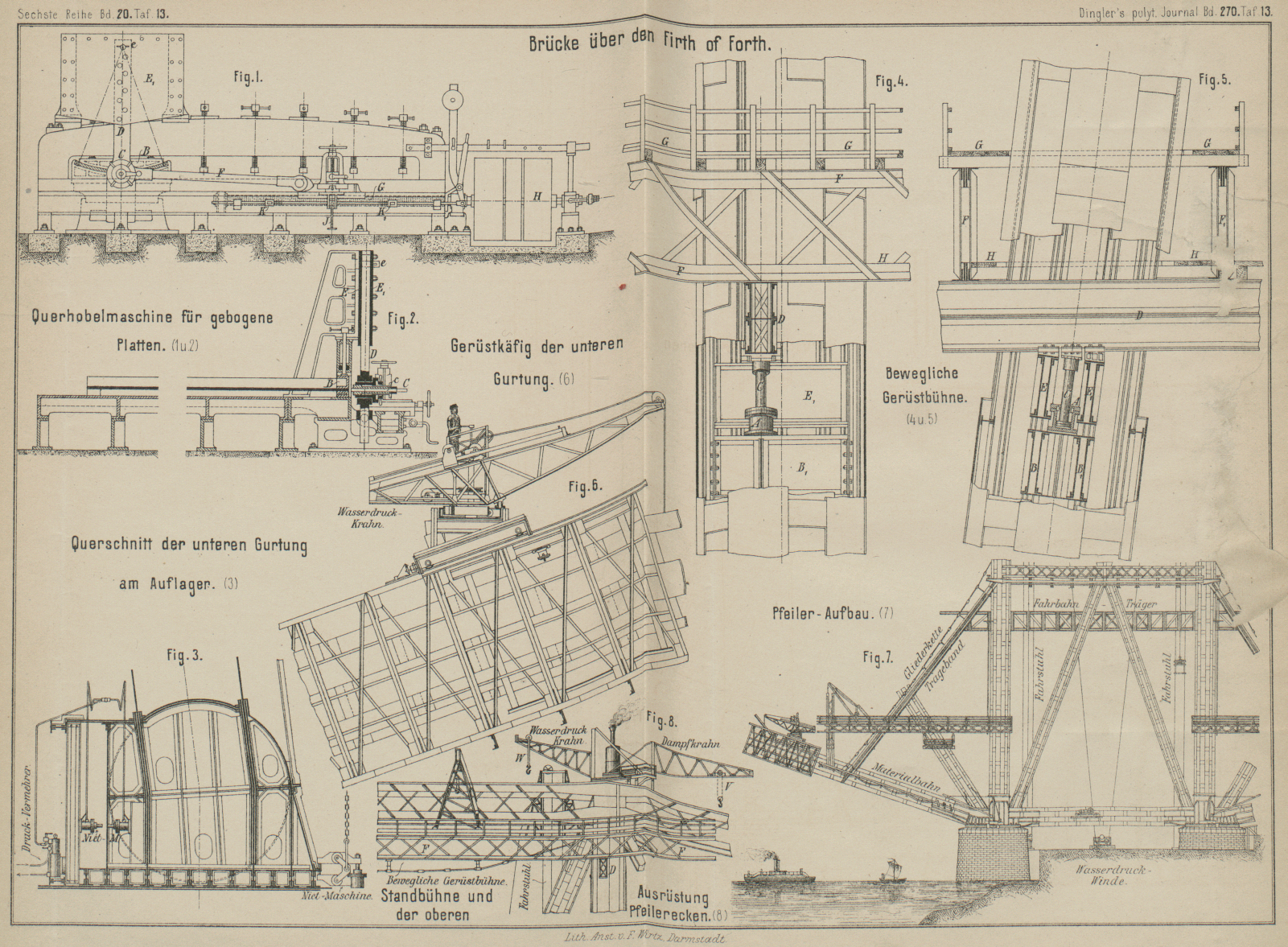
Diese zweite Specialhobelmaschine ist in Fig. 1 Taf. 13 als
Längenansicht und in Fig. 2 als Querschnitt gezeichnet. Die gebogene Platte wird auf einem
langen Arbeitstische A an der Arbeitsseite in einen
cylindrischen Halter B fest eingeschraubt und an dem
anderen Ende durch seitlich untergeschobene Zwickelstücke unterstützt und
ausgerichtet. Der Werkzeughalter C hängt an einem
Pendelarme D, welcher zwischen zwei Platten E und E1 an einem Bolzen e
aufgehängt ist und beim Hobeln geführt wird. Die Länge des Pendelarmes kann dem
Radius der Plattenbiegung entsprechend geändert werden. Das untere Ende des
Pendelarmes wird durch eine Schubstange Fund eine Schraube G, welche durch die Riemscheiben H gedreht
wird, in pendelnde Bewegung versetzt, wobei der Meiſsel c mit seiner Schneide genau über die gebogene Blechkante hinweg geht. Die
Umsteuerung der Arbeitsbewegung erfolgt selbsthätig durch Verschieben der beiden
Riemen auf den Scheiben H beim Anstoſsen eines Armes
J an zwei verstellbaren Knaggen K und K1 der Umsteuerungsstange.
Die ungebogenen Blechplatten zu den Knotenpunkten, Absteifungsträgern, Querträgern
u.s.w. werden ebenfalls auf Kantenhobelmaschinen und zwar gleichzeitig an einer
Längen- und einer Quer-Kante abgehobelt, so daſs jede dieser Blechplatten nur
zweimal aufgespannt werden muſs. Es können Platten von 8m Länge und 1m,30 Breite auf diesen
Maschinen bearbeitet werden.
Die Längenbewegung der beiden Werkzeughalter wird wie bei der vorstehend
beschriebenen Maschine durch Schrauben bewirkt.
Auf das Hobeln folgt das Bohren. Die Längenrippen, welche das innere Gerüst der
röhrenförmigen Brückenglieder bilden, werden in Längen von 9m,75 aus einem T-Eisen und zwei Winkeleisen,
zwischen guſseisernen Spannstücken auf zwei langen Arbeitstischen
zusammengeschraubt, wobei die Winkeleisen an den Stoſsenden um 0m,40 übergreifen. Die beiden Arbeitstische (Fig. 11 Taf.
12) stehen in etwa 4m Abstand der äuſseren Kanten
parallel zu einander und werden von zwei, zwischen denselben aufgestellten
Kadialbohrmaschinen so in allen Punkten bestrichen, daſs alle Nietlöcher durch die
Stegplatten der Rippen von denselben gebohrt werden können, ohne Verschiebung der
Arbeitsstücke. Während auf einem Tische die beiden Bohrmaschinen in Thätigkeit sind,
wird auf dem anderen Tische eine Längenrippe zusammengestellt.
Auf denselben Tischen werden auch die ringförmigen Rippen von 3m,60 bis 0m,90
äuſserem Durchmesser, welche sich an die Längenrippen anschlieſsen, ebenfalls in
Guſsformen so zusammengeschraubt, daſs eine Radialbohrmaschine mit ihrer Säule genau
im Mittelpunkte steht und demnach senkrecht durch die Stegplatten fertig
gebohrt.
Die warm gebogenen Stahlwinkeleisen dieser Ringe werden während des Bohrens durch
gebogene Preſsformen, welche an einem radialen Arme um die Säule der Bohrmaschine
gedreht werden können, in einen guſseisernen Ring gespannt, so daſs sie die genau
richtige Form erhalten müssen.
Die Längenrippen werden nach dem Bohren genietet; die Kränze müssen jedoch behuſs
Zusammenstellung mit den ersteren, nachdem sie sorgfältig numerirt worden sind,
wieder aus einander genommen werden.
Das Bohren derjenigen Nietlöcher, welche zum Befestigen des zylindrischen
Blechmantels der Druckglieder auf dem Gerippe dienen, erfolgt fortlaufend im fertig
zusammengestellten Zustande, gleichzeitig durch den Mantel und die Rippen.
Die röhrenförmigen Glieder werden zu diesem Zwecke auf einer Leere mit einem Kerne in
Form eines Rohres von 1m,50 äuſserem Durchmesser
und 13m,70 Länge zusammengestellt. Fig. 3 zeigt die
Seitenansicht und Fig. 4 den Querschnitt eines bereits theilweise bekleideten Gerippes auf
der Leere in der Zulage.
Auf dem Kernrohre A sind in Abständen von 2m,40 Anschluſsringe B
und an diese Blechplatten C angeschraubt, deren radiale
Länge nach dem aufzubringenden Rohrdurchmesser wechselt. An diese Platten werden die
inneren Winkelkränze d der Querrippen D, und an diese die Längenrippen E, sowie zuletzt die Zwischenstücke m der Ringe Angeschraubt, so daſs das ganze Gerippe
eines röhrenförmigen Brückengliedes an der Leere zusammengestellt ist. Es werden demnach die
Mantelbleche mit ihren Stoſsplatten auf dies Gerippe gebracht und durch
vorübergehend umgelegte Winkelringe G und unter diese
eingetriebene Stahlkeile g fest angespannt.
Nachdem der äuſsere Blechmantel nunmehr direkt durch Holzunterlagen unterstützt
worden ist, werden die Blechplatten C abgeschraubt; es
wird alsdann der Kern der Leere A aus dem
röhrenförmigen Brückengliede lang herausgezogen, durch Böcke unterstützt und
fortlaufend zur Zusammenstellung eines neuen Stückes benutzt, bis das ganze
Brückenglied fertig zusammengesetzt ist. Während dieser Arbeit werden die einzelnen
angesetzten Stücke mit Meſsinstrumenten genau ausgerichtet.
Die ganze Zulage liegt zwischen zwei Schienengeleisen, auf denen fahrbare Krahnen die
einzelnen schweren Stücke heranbringen und ansetzen. Auf diesen Schienengeleisen
rückt auch eine fahrbare Dampfbohrmaschine über den fertig zusammengestellten
Rohrtheil langsam vorwärts und bohrt, mit 10 Bohrern gleichzeitig, in 10
Arbeitsstunden 800 Löcher.
Diese Dampfbohrmaschine ist in Fig. 5 als Querschnitt und
in Fig. 6 als
Seitenansicht dargestellt. Fig. 7 zeigt ferner eine
einzelne Bohrspindel mit ihrem Antriebe in gröſserem Maſsstabe.
Auf einem breiten Wagen mit einem guſseisernen Gestelle A sind in einem lichten Abstande von 2m,60 zwei guſseiserne Ringe BB1 aufgestellt und an deren inneren Seiten zwei
Zaknkränze CC1
befestigt. An diesen Ringen werden fünf guſseiserne Längsbette DD1 u.s.w. so durch
Leisten in cylindrischer Bahn geführt, daſs sie mittels der Schneckenräder dd1 u.s.w., welche in
die Zahnkränze CC1
eingreifen, durch aufgesteckte Handschlüssel parallel zur Rohrachse verstellt werden
können.
An jedem Längsbette D sind zwei Bohrgestelle auf
Gleitbahnen so befestigt, daſs sie mit der Handkurbel e
durch das Zahnrad h, welches in eine Zahnstange am
Bette eingreift, nach der Längenrichtung des Rohres verstellt werden können. Die
beiden Bohrspindeln erhalten ihre Bewegung mittels eonischer Räder von der Welle #,
welche an ihrem linken Ende die Seilscheibe G trägt. Um
die letztere und eine Leitscheibe H schlingt sich ein
Treibseil i ohne Ende, welches sich um die Seilscheiben
der fünf Bohrbette und um die Antriebscheibe J
schlingt. Eine Dampfmaschine F, welche auf dem
Wagengestelle gelagert ist, setzt die Antriebsscheibe I
durch Zahnräder in Bewegung. Die Seilscheibe L wird von
einem Gewichte K gegen das Seil gedrückt und ertheilt
diesem die nöthige Spannung. Ein stehender Kessel zu der Dampfmaschine ist bei M aufgestellt; jedoch in der Zeichnung als unwichtig
nur angedeutet. Die Bohrspindeln haben Selbstgang, welcher durch die kleinen Wellen
m von den Schnurscheiben G seinen Antrieb erhält. Wenn die Löcher einer Rohrlänge von 2m,40 gebohrt sind, entfernt man ein
Unterstützungslager des Rohres und fährt die Bohrmaschine um ein entsprechendes
Stück vorwärts.
Die gebohrten Theile des Rohres werden sorgfältig numerirt, wieder aus einander
genommen und bis zu ihrer Verwendung in groſsen Lagerräumen geordnet
aufgestapelt.
Das Bohren der geraden Träger und der Eckstücke zu den gezogenen kastenförmigen
Brückengliedern wird ebenfalls fortlaufend an den fertig zusammengestellten Theilen
durch fahrbare Bohrmaschinen ausgeführt.Der Verfasser hat schon im J. 1868 beim Baue der Rheinbrücke bei Wesel
vorgeschlagen, zum Vermeiden des Andornens, wenigstens die
Anschluſsnietlöcher der Diagonalen durch Gruppenbohrer im zusammengestellten
Zustande auf der Rüstung zu bohren und vorher nur einzelne Löcher für
Heftschrauben anzubringen. Er stieſs jedoch mit seinen Vorschlägen und deren
Begründung auf geringes Verständniſs. Hoffentlich wird jetzt das gewaltsame
Andornen auch bei uns beseitigt werden. (Zeichnung und
Beschreibung derselben s. 1887 266 577.)
Die Nietung wird in den Werkstätten so weit als möglich durch Wasserdruck ausgeführt.
Die meist angewandten beiden Arten der hydraulischen Nietmaschinen sind, die eine
mit festen Armen in Fig. 8 und 9, sowie eine mit
beweglichen Armen in Fig. 10 gezeichnet.
Die erste Art hat ein festes unbewegliches Gestell AA1 welches mit einer Schäke a an einem hydraulischen Krahnen aufgehängt wird. An dem einen Arme A1 sitzt der Vorhalter,
und an dem anderen A ein hydraulischer Cylinder B, an dessen Kolben C der
Nietstempel befestigt ist. Der Kolben hat zwei Dichtungsringe nach Bramah, von denen der eine c das hintere stärkere Ende des Kolbens und der andere b an Stelle einer Stopfbüchseinlage unter dem
Cylinderdeckel den Kolben umschlieſst, welcher an dieser Stelle einen etwas
kleineren Durchmesser hat. Es bildet sich so zwischen dem Kolben, dem Cylinder und
den beiden Dichtungen ein hohler Raum, welcher groſs genug ist, um den Kolben nach
erfolgter Nietung zurückzuziehen, wenn das Druckwasser hinter dem Kolben durch den
Hahn D entweicht und direktes Druckwasser in diesen
Raum eintritt.
Die zweite Art hat zwei Arme MM1 welche als zweiarmige Hebel durch das
Zwischenstück N in den Punkten mm1 drehbar verbunden sind, an welchem
Stücke diese Nietmaschine im Schwerpunkte n an einem
Krahnen aufgehängt wird. Die linken Hebelarme tragen zwei Nietstempel oo1 und von den beiden
anderen Armen der untere den Cylinder B und der obere
ein Gelenkstück p, welches mit einem Gelenkzapfen q genau in der Achse der ganzen Maschine den Kolben
hält. Die Wirkungsweise dieser Maschine ist eine scherenartige.
In allen Werkstätten, auf den Werkplätzen und Rüstungen liegen Leitungsröhren für
gepreſstes Wasser von 24at Spannung, welches zu
den verschiedensten Verrichtungen als Antriebskraft verwendet wird. An einzelnen Stellen wird das
Wasser, z.B. zum Nieten auf den Rüstungen durch einen Druckvermehrer, dessen
Kolbenflächen für das Nieten starker Plattenlagen ein Querschnittsverhältniſs von 10
: 1 haben, auf den 10fachen oder wirklich auf 236at Druck gebracht (1888 269 242).
e) Die Aufstellung des
Stahl-Ueberbaues.
Die Aufstellung der Viadukte ist auf niedrigen Gerüsten erfolgt zur Zeit, als die
Pfeiler noch keine groſse Höhe hatten; sie sind hernach mit dem Aufbaue der Pfeiler
allmählich in nachstehender Art gehoben worden.
Auf jedem Pfeiler waren zwei Wasserdruckcylinder aufgestellt, welche mit einem
Querträger die Eisenconstruction an beiden Enden gleichzeitig hoben. Nach erfolgtem
Hube wurde das Mauerwerk so hoch aufgeführt, daſs es zur vorübergehenden
Unterstützung der Eisenconstruction diente, demnach hoben sich die Druckcylinder an
den Querträgern hoch, wurden untermauert und hoben zum zweiten Male u.s.w. An den
Querträgern und dem Ueberbaue war auſserdem ein Standgerüst aufgehängt, welches die
Pfeiler umgab und mit der Stahlbrücke gehoben wurde.
Unter der Mitte jedes zweiten Stahlunterbaues hing eine Standbühne, von welcher aus
das Baumaterial in Tonnen durch eine Dampfwinde gehoben wurde. Auf schmalspurigen
Bahnen fuhren diese Tonnen auf kleinen Wagen, geführt durch eine Winde mit
elektrischem Kraftantriebe, dann auf die Höhe der Mauerpfeiler hinab und leer wieder
zurück.
Die Aufstellung der groſsartigen Wägebalkenträger bedingte die Anwendung einer
gröſseren Zahl von Specialmaschinen, um diese Arbeit mit der erforderlichen
Schnelligkeit bewirken zu können.
Sie begann mit dem Legen der Fundamentplatten, welche auf den Pfeilern selbst aus
vier Lagen von Stahlplatten mit zwei seitlichen Streifen als Führungsleisten
zusammengestellt und mit Hilfe eines fahrbaren Gerüstes, welches die über 10m groſsen Platten umfaſste, mit zwei
Wasserdruckcylindern zusammengenietet wurden. Die Fundamentplatten waren dabei etwa
2m,2 hoch auf Stützschrauben gelagert, wurden
fertig genietet, niedergelassen, mit Schmirgel glatt geschliffen und mit rohem
Petroleum gestrichen. Dieselbe Art der Ausführung kommt bei den unteren Fuſsplatten
der Pfeilersäulen zur Anwendung, welche aus je zwei Stahlplattenlagen und auf diesen
stehenden I-Trägern von 0m,6 Höhe zusammengenietet
worden sind. Fig.
3 zeigt einen gröſseren Querschnitt durch die Auflager und Säulenfüſse,
aus welchem die Art der Nietung der letzteren zu ersehen ist.
Mit Dampfkrahnen, welche auf den Pfeilerrüstungen oder auf den Pfeilern selbst
aufgestellt waren, förderte man die Zusammenstellung der, an die Pfeilerfüſse sich
anschlieſsenden Säulen der unteren Gurtungen und der Querverbindungen bis zu einer Höhe von 4m,90. In dieser Höhe wurden an jeder Pfeilerseite
zwei Standbühnen angebracht, welche durch Wasserdruck, mit der fortschreitenden
Aufstellung allmählich gehoben werden konnten. Fig. 4 zeigt einen
Längenschnitt und Fig. 5 Taf. 13 einen Querschnitt der Hebevorrichtung.
Der Hebecylinder A ist in jeder Säule auf zwei
Doppelträgern BB1
aufgestellt, welche in der Längenrichtung des Bauwerkes an die Absteifungsglieder
der Säulen angeschraubt sind. Der Kolben C jedes
Zylinders trägt einen Querträger D, welcher nach beiden
Seiten durch längliche Oeffnungen des Säulenmantels hindurchtritt und nach der
Breitenrichtung des Bauwerkes die Hebecylinder von zwei Säulen mit einander
verbindet. An den Stellen, wo die Träger D durch die
Säulenmäntel hindurchgehen, sind Umhüllungsplatten nicht angebracht, dieselben
werden später beim Nieten eingesetzt.
Unter den Trägern D hängen in jeder Säule noch zwei
Träger EE1, welche
denen BB1 genau
gleichen. Auf den Trägern D liegen in der
Längenrichtung des Bauwerkes an beiden Seiten der Säulen Gitterträger F, welche die Pfeilerlänge noch um einige Meter
überragen.
Auf diesen Trägern F sind zwei Arbeitsbühnen G und H angebracht, von
denen die untere H sich über die Träger D fortsetzt, so daſs sie alle vier Säulen eines
Pfeilers mit einander verbindet.
Auf der oberen Bühne G und auf ihren vorragenden Theilen
waren Krahne, Hebezeuge anderer Art, sowie kleine Werkstätten und Häuschen zum
zeitweisen Aufenthalte für die Arbeiter angebracht (Fig. 8).
Die Bühnen mit der vollständigen Ausrüstung wurden durch Einlassen von Wasser unter
die Kolben der vier Druckcylinder um 0m,30
gehoben; dann die Träger EE1 an die Längenrippen der Säulen befestigt und diejenigen BB1 von denselben
gelöst. Durch Oeffnen der Ausströmung unter den vier Kolben und der Einströmung über
denselben heben sich demnach die vier Druckcylinder A
mit den Trägern BB1 um
ebenfalls 0m,30. Die Träger BB1 wurden nun fest,
diejenigen EE1
losgeschraubt und durch Umsteuern des Wasserdruckes in den vier Zylindern wird die
Bühne um abermals 0m,30 gehoben u.s.w.
Wenn die Bühnen in etwa vier Stunden um 4m,800
entsprechend einer Plattenlänge gehoben worden waren, befestigte man dieselben in
dieser Höhe für 2 bis 3 Tage in solider Art. Auf den Standbühnen sind die Platten
und Rippen der Pfeiler vorläufig mit Schrauben verbunden worden. Zum Heben des
Materiales und der Arbeiter waren innerhalb der Bühnen an jeder Pfeilerecke
Fahrstühle angebracht, deren Führungsseile an den Querabsteifungen seitlichen Halt
fanden. Sie Ehrten von der gemauerten Pfeilerfläche bis hinauf in die Häuschen der
beweglichen Bühnen (s. Fig. 7 und 8 Taf. 13).
Das Heben und Senken der Fahrstühle bewirkte je eine auf der unteren Pfeilerrüstung
stehende Winde mit Wasserdruckantrieb, welchezwei Fahrbühnen
abwechselnd bedienen konnte. Unter der beweglichen Bühne war an jeder Säule ein
korbartiges Gerüst von etwa 6m äuſserem
Durchmesser und 5m,90 Höhe aufgehängt, welches die
Säulen vollständig umhüllte und die Nietmaschinen aufnahm.Zeichnung und Beschreibung der Nietvorrichtung 1888 269 241.
Das Erhitzen der Niete auf Gasfeuern wird im Inneren der Säule ausgeführt, wo der
Wind diese Arbeit weniger stört und auch die erforderliche Schaftlänge besser
beurtheilt werden kann. Der heiſse Niet wird von innen nach auſsen in das Nietloch
gesetzt und direkt durch Wasserdruck mit dem Vorhalter eingedrückt. Sobald der
glühende Nietschaft in ausreichender Länge an der äuſseren Seite heraustritt, setzen
die dort befindlichen Arbeiter die Nietmaschine in Thätigkeit. Die Reihen werden
senkrecht zugenietet und erst dann die Balken C und F gelöst und radial gedreht. Die Arbeiter verständigen
sich dabei mit einander durch die noch offenen Nietlöcher. Mit dieser Maschine kann
ohne Hebung des Korbes eine Säulenlänge von 4m,80
genietet werden. Sie schlägt 800 Niete im Tage in 100m Höhe über dem Wasser. Gleichzeitig mit den Säulen werden von dem
beweglichen Gerüste aus die diagonalen Absteifungen zusammengeschraubt und genietet
und es hängen dabei um die röhrenförmigen Streben in geneigter Lage ähnliche
Nietkörbe an dem Gerüste, wie sie vorstehend beschrieben wurden.
Die Hebung in der Woche betrug 14m,40 in drei
Ruhestellungen.
Die beweglichen Gerüste waren aus genau gezeichneten Theilen zusammengestellt,
welche, später aus einander genommen, für die oberen Gurtungen der Consolträger
sofort Verwendung finden konnten.
Die Gerüste sind zuletzt zur Aufstellung und Nietung der seitlichen und quer
liegenden oberen Verbindungsträger benutzt worden, auf denen alsdann für die
weiteren Arbeiten über jedem Säulenpaare ein mächtiger Doppelkrahn errichtet wurde
(Fig. 8
Taf. 13).
Jeder Doppelkrahn, ganz aus Stahl gefertigt, ist auf einem starken Stahlgerüste
erbaut. Er hat einen vorderen Ausleger V von 10m,67 Ausladung, auf dessen unterer, wagerechter
Doppelgurtung eine bewegliche Katze mit der Kettenrolle angebracht ist. Der vordere
Ausleger kann um eine Säule nach einem Winkel von 230° gedreht werden. Auf dem
hinteren kürzeren Arme desselben ist ein Dampfkessel von 1m,37 Durchmesser, 2m,44 Höhe und 3at Spannung, sowie eine
Dampfwinde von 0m,178 Cylinderdurchmesser, 0m,279 Hub und 0m,610 Trommeldurchmesser aufgestellt, welche 3l heben kann. Die Krahnenkette hat eine Länge von 61m.
An demselben Stahlgerüste ist ein zweiter hinterer Ausleger W von nur 8m,23 Ausladung und auf seiner
oberen wagerechten Gurtung eine Katze mit einem Hakengehänge angebracht, dessen
Länge beliebig geändert
werden kann. Dieser Ausleger ist um eine Säule drehbar, welche an einem festen
Gerüste geführt wird und unten in den Kolben eines Wasserdruckcylinders von 102mm Durchmesser übergeht, durch den sie mit 70k Druck für 1qcm
den ganzen Ausleger mit einer Last von 3t um 1m,83 Höhe heben und senken kann. Der Doppelkrahn
wiegt mit dem Stahlgerüste 58 engl. Tonnen.
Mit diesen beiden Krahnen wurde das bewegliche Gerüst F
abgebrochen und wie bemerkt verwendet. Der vordere Ausleger jedes Doppelkrahnes mit
Dampfkraft dient zum Aufstellen der oberen Consolträgergurtungen. Nachdem ein Stück
derselben zusammengestellt ist, gleitet der ganze Krahn auf den Gurtungen eine
Strecke hinab, um demnach weiter vorwärts weitere Längen anzusetzen. Unter der
oberen Gurtung wird eine Standbühne für die Arbeiter von 23m Länge und 14m
Breite an dem Stahlgerüste jedes Doppelkrahnes aufgehängt. Der hintere Ausleger
trägt die Nietmaschine, welche er mit Wasserdruck in jeder Höhe der Gurtung ansetzen
kann.
Die röhrenförmige untere Gurtung wurde wie die Säulen bis zu einer Höhe von 4m,90 mit den auf dem unteren Pfeilergerüste
stehenden Krahnen montirt. Demnach baute man um diesen Rohrtheil einen prismatischen
Gerüstkäfig aus sechs Stücken von je etwa 6m im
Quadrat und 2m lang, also zusammen etwa 12m lang, welcher den fertigen Gurtungstheil um etwa
3m überragte und sich oben und seitlich mit
leicht zu entfernenden Böcken auf und an die Gurtung stützte. Dieser Käfig ist in
Fig. 6
Taf. 13 gezeichnet. Oben auf demselben steht ein fahrbarer Krahn von 3l Tragfähigkeit, welcher durch Wasserdruck auf dem
Geleise vorwärts fährt, sich dreht und die Last hebt. Mit diesem Krahne werden die
einzelnen Stücke der Gurtung an den fertigen Theil angesetzt und dann verschraubt.
In der vorderen Hälfte des Gerüstes ist eine Nietmaschine angebracht und im Inneren
des Rohres ein Gegenhalter, welche auf ähnliche Art durch Wasserdruck eine Rohrlänge
von 4m,80 fertig bieten können, wie dies bei den
Säulen vorstehend beschrieben worden ist.
Wenn eine solche Strecke fertig genietet ist, wird ein Sechstel der Länge des
Gerüstes hinten abgeschraubt und vorne angebaut, sowie der Krahn und die
Nietmaschine um eine Plattenlänge weiter gerückt. Das Material ist bis zum ersten
Knotenpunkte vom Hafendamme oder dem Pfeilergerüste aus über Gitterträger auf einer
schmalspurigen Bahn bis auf die untere Gurtung und über diese ebenfalls auf Geleisen
bis an das Krahngerüst gefahren, dagegen später bei gröſserer Gurtungslänge direkt
aus Dampfschiffen vom Wasserspiegel aus hoch gezogen worden.
Der Bau der unteren Gurtungen wurde ohne jede Unterstützung fortgesetzt, bis der
Gerüstkäfig über die Mitte einer Maschenlänge hinausragte und die gröſste Anspannung
in den untersten Fasern der Gurtungswurzel 1160k auf
1qcm erreichte. Hier wurde es nöthig, das
Eigengewicht vor der Aufstellung der ersten Halb-Lothrechten durch Zugbänder
abzufangen, deren Lage in Fig. 7 Taf. 13 punktirt
eingezeichnet ist. Zuerst wurden zwei starke Gelenkketten an den oberen
Befestigungspunkten hängend bis zu ihrer ganzen Länge zusammengestellt, dann die
unteren Enden derselben mit Flaschenzügen an die Befestigungsstellen der Gurtung
herangezogen und an zwei starke Stahlschrauben angeschlossen, mit denen sie gespannt
und bei einer Pfeilhöhe des Kettenbogens von etwa 0m,50 solid befestigt werden konnte. An den Säulen einerseits und den
Hängeketten andererseits wurden nunmehr in verschiedenen Höhen leichte Gerüste
angebracht und von diesen aus zwei starke Flachbänder, welche die Gurtung
vorübergehend tragen sollten, von oben herab zusammengestellt. Die einzelnen Theile
der Zugbänder und der Ketten wurden bei dieser Arbeit von den oben beschriebenen
Krahnen getragen, welche in 106m Höhe auf den
Säulen standen. Die Flachbänder, welche an den Gelenkpunkten der Ketten angehängt
waren, vergröſserten durch ihr Gewicht die Pfeilhöhe des Kettenbogens auf etwa 1m,20, so daſs die Ketten die herabhängenden
Gurtungen schon etwas anhoben. Um diese Hebung zu vervollständigen, wurden unter
jeder Gurtung an den Enden der Ketten zwei Querträger aufgehängt und auf diesen zwei
Wasserdruckcylinder so aufgestellt, daſs beim Eintritte des Druckwassers unter die
Kolben, diese mit einem Sattelstücke die untere Trägergurtung mit etwa 120l Druck bis auf die richtige Höhe brachten, wonach
die Tragebänder angenietet werden konnten.
Auf die so abgefangene untere Gurtung baute man nun die erste Halb-Lothrechte auf,
wobei ein bewegliches Gerüst zwischen der Halb-Lothrechten und der nächsten
Pfeilersäule genau in derselben Art angebracht und allmählich durch Wasserdruck
gehoben wurde, wie dies bei den Pfeilern oben beschrieben worden ist (Fig. 7 Taf.
13).
Mittels dieser Hängegerüste baute man gleichzeitig mit den Halb-Lothrechten die
unteren Hälften der ersten Druckdiagonalen bis zum ersten Kreuzungspunkte auf. In
gleicher Zeit wurde an jedem Träger die untere Gurtung bis zum ersten Knotenpunkte
fertig gestellt und die untere Hälfte der ersten Zugdiagonale mit einem steigenden
Standgerüste frei schwebend aufgestellt und vorübergehend gegen die untere Gurtung
abgestrebt; bis zu etwa ⅔ Höhe, von wo aus sie mittels des die Halb-Lothrechte
überragenden Hängegerüstes bis an den ersten Kreuzungspunkt weiter hoch geführt
werden konnte. Die beiden ersten Kreuzungspunkte von zwei zusammengehörenden
Consolträgern wurden nunmehr durch Querabsteifungen so gegen einander gesichert,
daſs sie sichere Stützpunkte für den Aufbau der oberen Diagonalhälften boten. Es
wurde hierbei die Halbparallele vorübergehend bis zur oberen Gurtung hochgeführt,
theils um diese in der Mitte der freitragenden Länge nochmals zu stützen, theils um
die Hängegerüste bis an die obere Gurtung hinaufführen zu können.
Es sei hier noch bemerkt, daſs, so viel wie möglich beim Aufstellen der Zugdiagonalen
von oben mit den Krahnen, welche auf den oberen Gurtungen stehen, von unten mit den
steigenden Gerüsten gleichzeitig vorgegangen wird, wobei diese Theile gegen die
Druckglieder abgesteift oder auch durch Drahtseile an ihren freischwebenden Enden
entlastet werden. Zu den vorübergehenden Steifen und Stützen werden so viel als
möglich Theile verwendet, welche bei anderen Brückengliedern später Verwendung
finden.
Ehe die untere Gurtung weiter fortgebaut werden kann, muſs dieselbe durch die
Zugbänder abgefangen sein, und ebenso bedarf die obere Gurtung in jeder gröſseren
Maschenweite vorübergehend eine mittlere Stütze. Alle Nietgerüste sind mit
Drahtgeweben umhüllt und unter allen Rüstungen sind Netze aus Drahtgeweben
angebracht, um das Hinabfallen von Handwerkzeugen, Nieten oder Bolzen von einer
Rüstung auf die andere zu verhindern.
Im Mai 1888 war die Aufstellungsarbeit von den Pfeilern aus so weit fortgeschritten,
daſs die beiden äuſseren Wagebalkenträger bis zu den zweiten Halb-Lothrechten und
der mittlere bis an die ersten Knotenpunkte fertig zusammengestellt und genietet
worden waren.
Bis jetzt ist die Aufstellungsarbeit durch kein Unglück gestört worden und so weit
fortgeschritten, daſs Wellenschlag oder ein Orkan dieselbe nicht mehr erheblich
beeinflussen kann. Man hofft deshalb, das ganze Riesenwerk im J. 1889 betriebsfertig
stellen zu können.
Die Kosten werden jedoch gröſser, als beim Voranschlag angenommen worden ist. Es sind
schon jetzt 60000000 M. in Aussicht gekommen und in sachverständigen Kreisen ist man
der Ansicht, daſs 90000000 M. erforderlich sind.
(Fortsetzung folgt.)