| Titel: | Ueber das Feilen-Werkzeug. |
| Autor: | Pr. |
| Fundstelle: | Band 270, Jahrgang 1888, S. 350 |
| Download: | XML |
Ueber das Feilen-Werkzeug.
Mit Abbildungen auf Tafel
18.
Ueber das Feilen-Werkzeug.
Das Feilenmaterial. Die Zeitschrift Stahl und Eisen, 1888 Nr. 4 S. 244, bringt einen
technischen Beitrag zur Markenschutzgesetzgebung, in welchem auf die Wichtigkeit
einer jede Zweideutigkeit ausschlieſsenden Bezeichnung des Stahlmateriales
hingewiesen wird. Die Bezeichnung eines Werkzeuges, welches aus Fluſsstahl (Siemens-Martin- oder Bessemer-Stahl) hergestellt ist, als Guſsstahlwerkzeug, müſste als
Betrugsfall angesehen werden.
Ein guter Werkzeugstahl soll sich vor dem Härten leicht bearbeiten lassen,
Härtungsfähigkeit und genügende Zähigkeit, Härte und Widerstandsfestigkeit nach dem
Härten besitzen, Eigenschaften, welche nur den Verbindungen von reinem Kohlenstoffe
an reinem Eisen eigen sind und welche nur im Tiegelguſsstahle (zuerst von Huntsmann in Sheffield) sich vorfinden, während der
Kohlenstoffgehalt im Fluſsstahle an Mangan Runden ist. Der reine Kohlenstoffstahl
ist daher als Rohmaterial für Werkzeugstahl stets angestrebt worden.
Um durch eine Handelsbezeichnung dieses sicher zu stellen, trat ein Theil der
Remscheider Stahlfabrikanten sogar für den Markenzwang Einzelne
Staatsbahnverwaltungen stellen in ihren Lieferungsbedingungen den Kohlenstoffgehalt
des Werkzeug-Guſsstahles für Feilen auf 1 bis 0,85 Proc. fest. Die Untersuchung des
Kohlenstoffgehaltes könne nach der Eggertz'schen
colorimetrischen (farbenvergleichenden) Methode durchgeführt und die Fachschulen mit
der Untersuchung beauftragt werden.
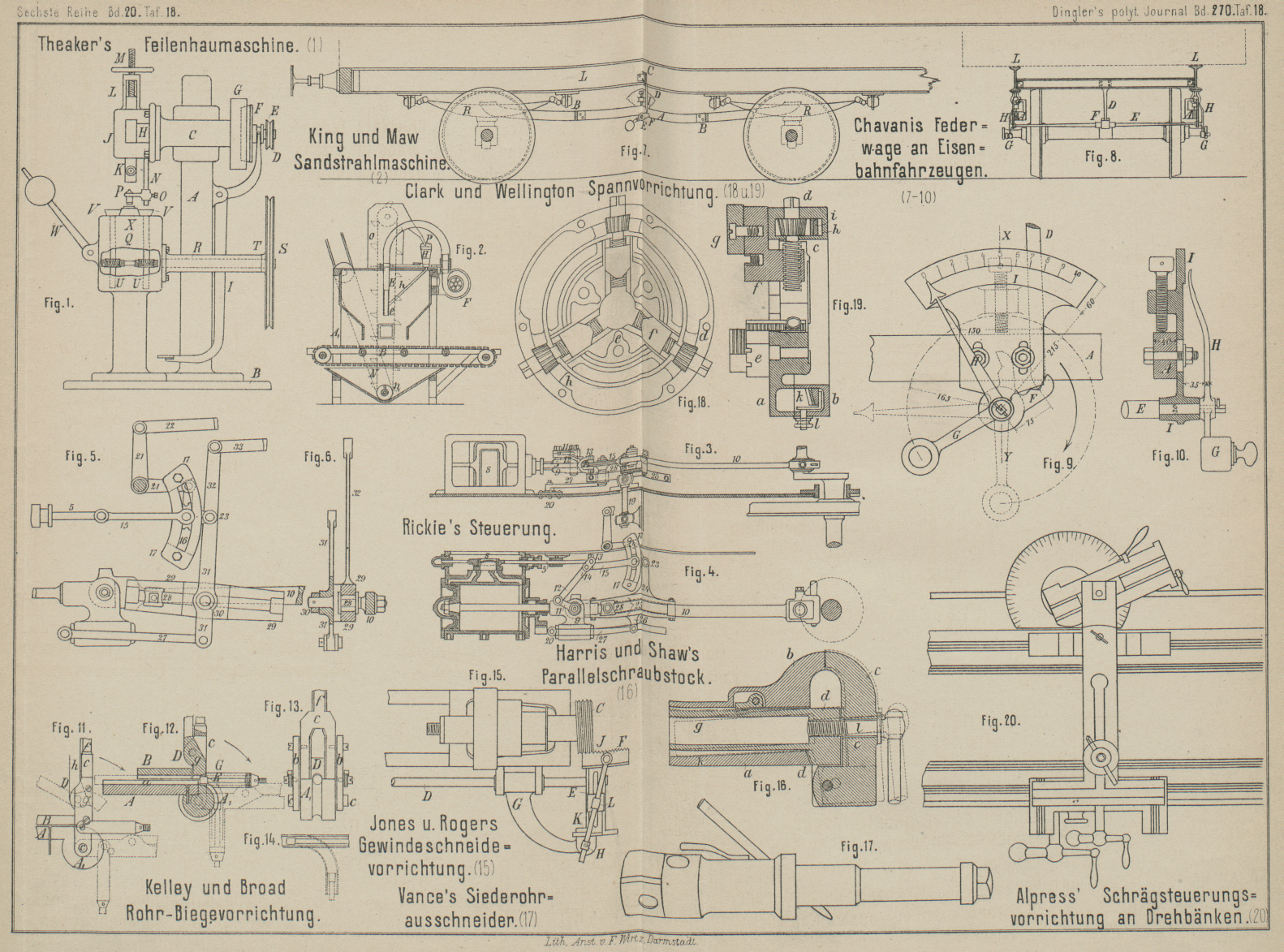
Feilenhaumaschine. Von H.
Theaker in Sheffield ist nach Industries vom
30. December 1887 S. 700 eine Maschine patentirt (Englisches Patent Nr. 312 vom 8.
Januar 1887). mit welcher der Feilenhieb auf mechanischem Wege hergestellt wird.
Die auf der Bettplatte B (Fig. 1 Taf. 18) befestigte
Standsäule A trägt einen Lagerarm C, in welchem die Welle D
läuft. Auf dieser ist die Daumenscheibe H und eine
Schnurrolle E fest aufgekeilt, während die mittels des
Fuſshebels I darauf verschiebbare Reibungsscheibe F in die lose Betriebsriemenscheibe G eingreift und dadurch den Betrieb des Hammerwerkes
hervorruft.
Auf dem Lagerarme C ist die Hammerführung J in Winkellagen einstellbar, während der Hammer K durch den kreisenden Daumen gehoben, durch Federkraft
L, M aber in regelbarer Kraftstärke auf den in
einer Gabel O gehaltenen Meiſsel P niederfällt. Diese Gabel ist am Stäbchen N verstellbar, der Meiſsel P aber mittels Gummibeilagen in der Gabel elastisch eingebettet.
Der Feilenhalter X gleitet zwischen zwei Reibungsrollen
F, von welchen die äuſsere mittels eines
Gewichtshebels W angeschoben wird. Die nach
entgegengesetzter Richtung umlaufenden Rollen werden durch Schneckenräder U von der Seilscheibe S
betrieben, deren Welle R in einem an der Standsäule Q angebrachten Arme T
lagert.
Ueber das Schärfen und Feilen mittels Sandstrahles sind
im Metallarbeiter, 1888 Nr. 10 S. 76, und in Uhland's Technische
Rundschau, 1888 Nr. 26 * S. 205, bemerkenswerthe Mittheilungen enthalten.
Nach diesen ist das schon vor fünf Jahren in Chemnitz angewendete und wieder
verlassene Verfahren, gebrauchte Feilen mittels Sandgebläses wieder brauchbar zu
machen, dadurch wieder in Aufnahme gebracht, daſs man dieses Verfahren nicht bei
gebrauchten, sondern nur bei frisch aufgehauenen Feilen anwendet. Der
Marinetechniker E. Kloſs berichtet über
Erfahrungsergebnisse, die bei Krupp in Essen mit bloſs
gehauenen und mit nachgeschärften Feilen erhalten worden sind, nach denen
unzweifelhaft der Vorzug der geschärften Feilen gegenüber den ungeschärften
festgestellt ist.
Nach dem auch in Deutschland patentirten Verfahren von Richardson wird die Feile mittels einer einfachen Vorrichtung zwischen
zwei Sandstrahlen, die aus Dampf und Sand bestehen, in langsamen Hin- und Hergang
bei gleichzeitiger Seitenbewegung, welche der Feilenbreite entspricht, bewegt,
wodurch die gehärtete Feilenfläche einen gleichmäſsigen Schliff durch den im
schrägen Winkel auftreffenden Sandstrahl erhält. Der in Fig. 2 dargestellte Erfolg besteht darin, daſs die durch den Hieb hervorgerufenen
Unebenheiten weggeschliffen werden, wodurch den Feilzähnen ein gleichmäſsiger
Schneidgrat verliehen wird.
Fig. 2., Bd. 270, S. 351F. W. King und J.
Maw in Canada haben nach dem Englischen Patente Nr. 13 915 eine
Sandstrahlmaschine gebaut, bei welcher die durch ein Becherwerk O (Fig. 2 Taf. 18) gehobene
Sandmasse mittels eines Windflügels F auf das auf dem
beweglichen Tischbande B befindliche Werkstück
geschleudert wird, während der abfallende Sand in den Sammeltrog N geht.
Müller's zusammensetzbare Feilen. Nach Müller's Anordnung (Revue
générale des Machines outils, 1887 S. 54) wird eine gröſsere Zahl
quadratischer, an der Kückenfläche gefurchter und vollständig gehärteter
Stahlplättchen a (Fig. 1, 2 und 3) in Fig. 4 über einen vierkantigen Dorn b derart geschoben und mittels einer Spannmutter e geklemmt, daſs diese Verbindung eine Feile bildet.
Zwei Widerhaltplättchen m, eine Zwischenbüchse f und das als Gegen- oder Sperrmutter wirkende Heft e, welches am Dornzapfen d
sich aufschiebt, vervollständigen das Geräth.
Fig. 4., Bd. 270, S. 351Behufs des Anschleifens werden die angeschraubten Plättchen m und die Griffmutter e
entfernt, die Spannmutter e gelockert, so daſs
sämmtliche Plättchen eine gleichmäſsige Schräglage am Dorne annehmen können, weil
deren Löcher nach einer Richtung etwas gröſser sind als der Dornquerschnitt.
Das Ganze wird in einen guſseisernen Rahmen (Fig. 4, 5 und 6) in Fig. 4 eingelegt, mittels einer Stellschiene seitlich
festgeklemmt, so zwar daſs sämmtliche Schneidflächen einer freien Seite in eine
Ebene fallen, welche leicht auf einem gut abgerichteten Schleifsteine und in einem
Zuge abgeschliffen werden kann.
Pr.
Tafeln