| Titel: | Neuerungen an Holzbearbeitungsmaschinen. |
| Fundstelle: | Band 271, Jahrgang 1889, S. 154 |
| Download: | XML |
Neuerungen an Holzbearbeitungsmaschinen.
(Patentklasse 38. Schluſs des Berichtes S. 97 d.
Bd.)
Mit Abbildungen auf Tafel
6 und 7.
Neuerungen an Holzbearbeitungsmaschinen.
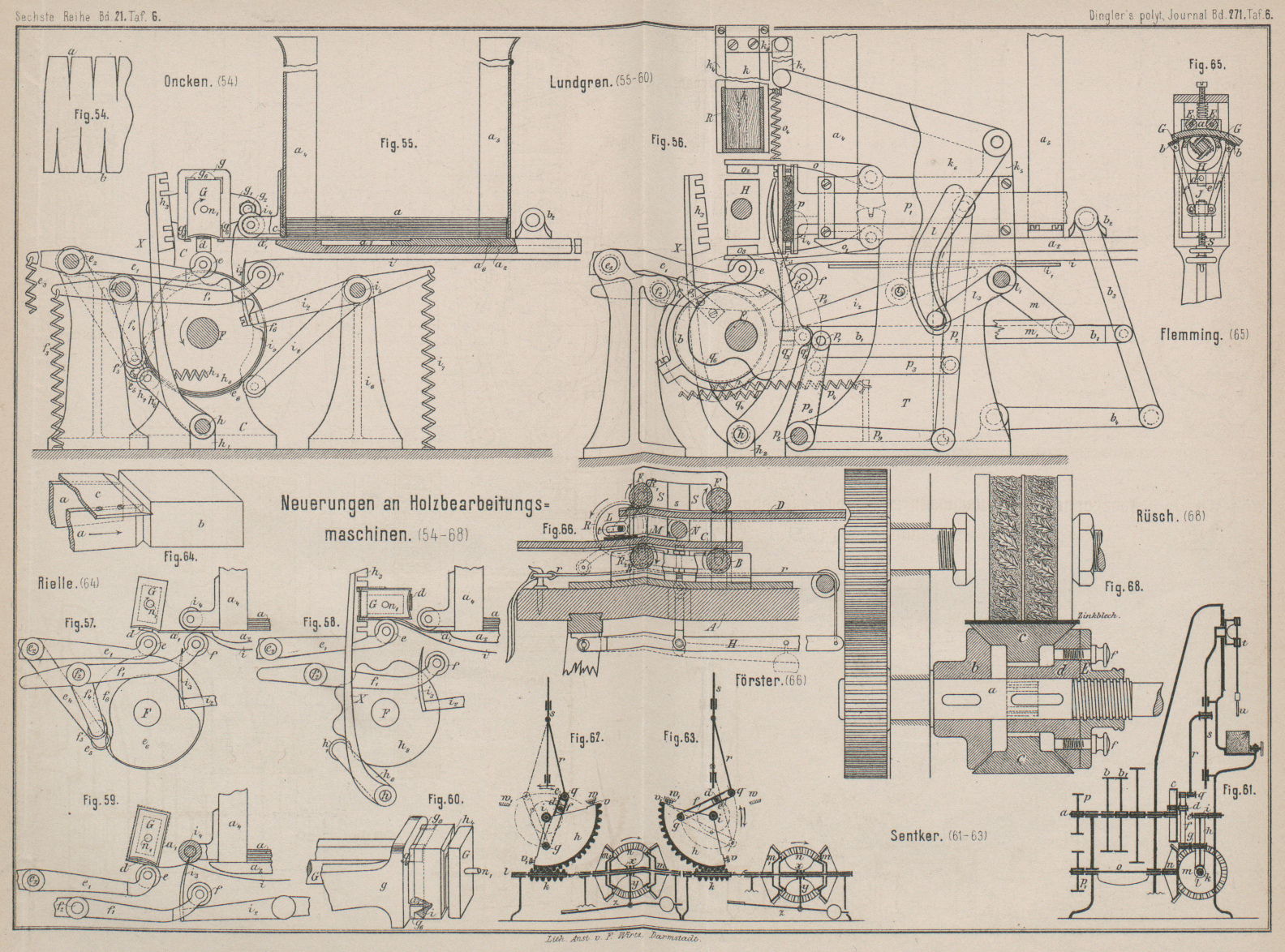
Zum Einpressen von Mustern auf runde Holzkörper dient die in Fig. 66 dargestellte
Maschine von H. F. Förster in Bürgel (* D. R. P. Nr.
42730 vom 20. August 1887).
Auf einem Tische A befindet sich fest gelagert das
Walzenpaar BB, auf denen die hin und her schiebbare
Platte C ruht. Ueber Platte C befindet sich Platte D, welche ebenfalls
hin und her schiebbar, auch in senkrechter Richtung auf und ab beweglich ist, so
daſs der Zwischenraum zwischen C und D verändert werden kann. Zwischen die beiden Platten
C und D wird der zu
bearbeitende Gegenstand gebracht, jedoch so, daſs derselbe nicht fortgeschoben,
sondern nur gedreht werden kann. Zu diesem Zwecke sind in den Seitenständern SS die Führungsschlitze ss
angebracht. Die obere
Platte D wird durch Wirkung zweier belasteten Hebel H stets mittels der oberhalb D liegenden Walzen FF, welche in den auf und
ab beweglichen Seitenständern lagern, auf die Platte C
bezieh. den zwischen den Platten befindlichen Gegenstand gepreſst. Auf Platte C befindet sich eine Matrize M aus Metall, welche die auf den runden Gegenstand zu bringende Figur
trägt. Sobald nun ein dunkel gebeizter Gegenstand zwischen D und C gebracht wird und die Druckhebel H, welche mittels Schnur r
gehoben und gehalten werden können, zur Wirkung gelangen, pressen sich die erhabenen
Stellen der Matrize in die dunkel gebeizte Oberfläche des zu bearbeitenden
Gegenstandes ein und erzeugen hier ein Bild, dessen erhabene Stellen aus der runden
Fläche des Arbeitsstückes hervortreten. Durch Drehung des Arbeitsstückes N oder durch Verschieben der Platten C und D mittels Räder RR1
R2 wird die Matrize auf
den Umfang des Arbeitsstückes unter fortwährender Pressung abgewickelt und eine
umlaufende Verzierung geschaffen, welche dann zum Vorscheine kommt, sobald die
erhabenen Stellen derselben mittels Feilen oder Schleifen beseitigt werden und als
helle, ungeheizte Stellen erscheinen, während die tief gepreſsten Stellen, wie
Blattrippen u.s.w., dunkel bleiben. Die Platten C und
D machen hierbei einander entgegengesetzte
Bewegung, damit das Arbeitsstück nicht auf der Matrize schleift, sondern rollt. Je
nachdem die Matrize mehr oder weniger schräg auf Platte C gelegt wird, um so mehr entsteht eine spiralförmig laufende Abwickelung
des Bildes auf dem Arbeitsstück. Um conische Stücke bearbeiten zu können, sind die
oberen Walzen derartig eingerichtet, daſs sie eine schräge Lage einnehmen
können.
Das an M. Schuchardt in Berlin (D. R. P. Nr. 43376 vom
7. August 1887) patentirte Verfahren bezweckt die Herstellung vertiefter
Verzierungen, sogen. matter Gravirungen, in polirten Holzflächen auf mechanischem
Wege. Bisher wurde zur Erzeugung derartiger Verzierungen die dafür bestimmte
Holzfläche zunächst polirt und sodann die Verzierung durch Handarbeit mit den
geeigneten Instrumenten hineingravirt, also die Politur zur Erzeugung matter Figuren
nachträglich wieder fortgekratzt, Nach dem neuen Verfahren werden die den
Holzflächen zu verleihenden Verzierungen zuvörderst in zwei gut in einander passende
Metallformen ausgearbeitet, und zwar so, daſs die Matrize die Zeichnung auf 1 bis
2mm erhöht, die Patrize das genaue Gegenstück
zeigt. Diese erhöhte Zeichnung der Matrize wird aufgerauht, d.h. mit einem
eingeschlagenen Dorne versehen, während die tief liegende Grundfläche derselben ganz
glatt gehalten ist. Zwischen diese beiden Formen wird die nicht allzu stark zu
wählende Holzplatte gelegt und einem längeren starken Drucke ausgesetzt, bis die
positive Verzierung der Matrize völlig klar negativ im Holze ausgeprägt ist. Die so
verzierte Holzplatte läſst das Ornament wenig oder gar nicht hervortreten. Eine
Wirkung ist erst zu
erzielen, wenn die erhabene Fläche durch glänzende Politur sich von der
mattbleibenden tief liegenden Verzierung abhebt. Um nun jene zu erreichen,
bestreicht man die ganze Vorderseite der Platte einschlieſslich des tiefen
Ornamentes mit einem matten Oellacke, dem je nach Bedürfniſs nach völliger
Eintrocknung noch ein zweiter Aufstrich eines stark erhärtenden Wachslackes folgt.
Nach völliger Trocknung des Aufstriches wird derselbe von der geraden Oberfläche
wieder heruntergeschliffen, so daſs nur der in die Poren eingedrungene Lack darin
verbleibt und dieselbe somit durch ihre Härte und Aufsaugeunfähigkeit die Politur
schnell und leicht annimmt, während die tiefer liegenden, mit Lack bezieh. Wachslack
völlig überzogen gebliebenen, durch die Matrize rauh gemachten Verzierungen keine
Politur mehr annehmen. Nunmehr wird im letzten Verfahren mit gewöhnlicher Politur
die Fläche polirt. Die hierbei mattbleibende tiefe Zeichnung hebt sich stark und
scharf von der polirten Fläche ab und verleiht dieser das völlige Aussehen einer
erst nach dem Poliren vorgenommenen Gravirung.
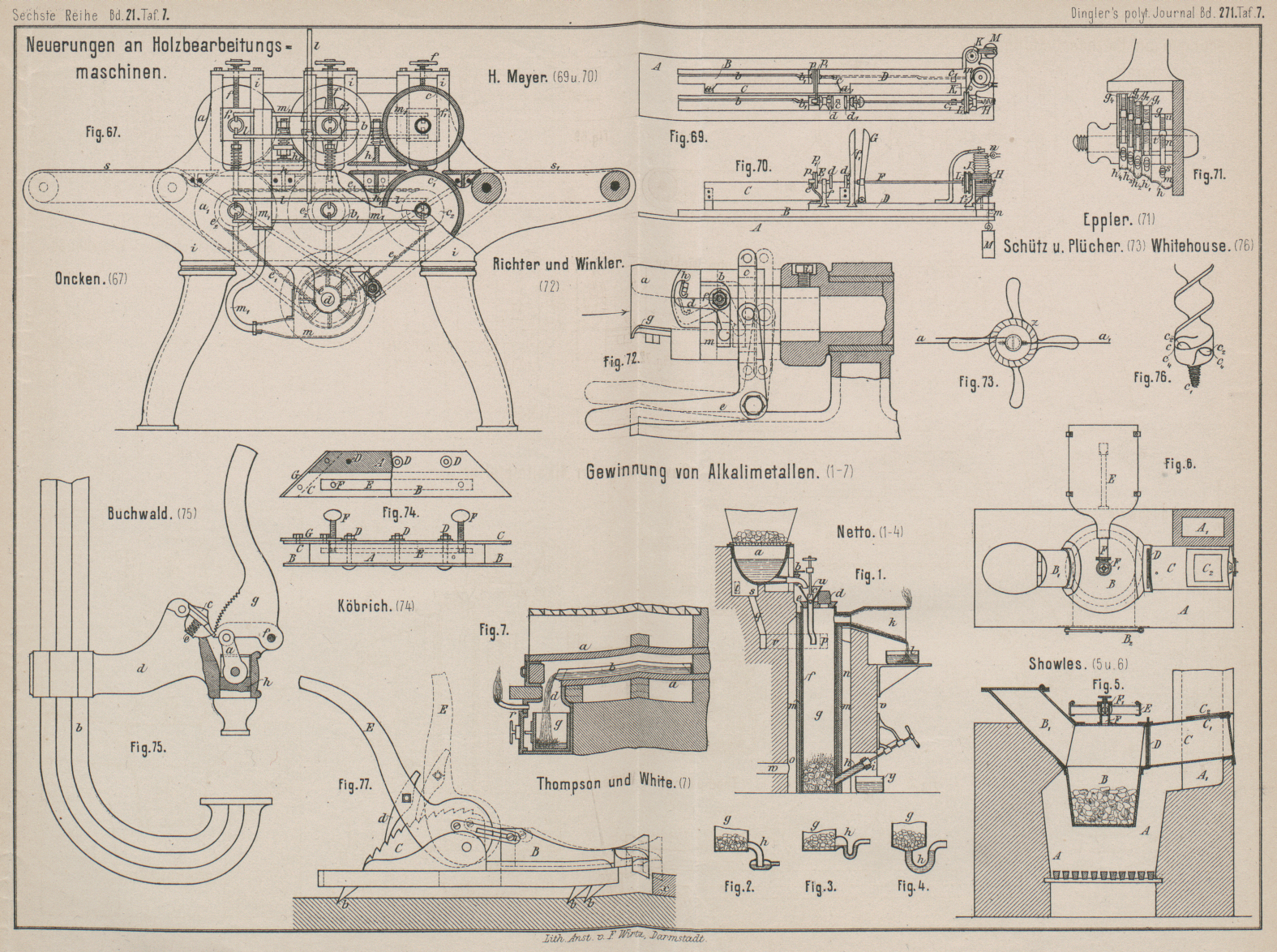
Die in Fig. 67
Taf. 7 abgebildete Maschine von G. A. Oncken in Berlin
(* D. R. P. Nr. 44141 vom 14. December 1887) bezweckt, dünne Bretter aus Fichten-,
Pappel- und anderem billigen Holze, die mit einer passenden Farbe gebeizt sind,
glatt und gerade zu pressen, zu trocknen, mit einer dauernden Imitation der Structur
von Ceder- oder anderem Holze, wie es für Cigarrenkisten gebraucht wird, zu versehen
und schlieſslich zu glänzen, so daſs diese billigen Bretter zu Cigarrenkisten
verarbeitet werden können, die genau das Aussehen von aus Ceder-, Baywood- oder
sonst gebräuchlichem Holze hergestellten haben.
Nachdem die gebeizten Bretter von beliebiger Länge, Breite und Dicke oberflächlich
auf irgend eine Weise abgetrocknet worden sind, werden sie auf das Speisetuch s der Maschine gelegt, welches sie zwischen ein Paar
mit Gas geheizte glatte Trocken walzen aa1 abgibt. Von diesen Walzen gelangen sie zwischen
ein zweites Paar geheizter Walzen bb1. Diese Walzen sind beide mit dem gewünschten
Holzmuster durch Gravirung, Aetzung oder sonstwie versehen, so daſs das zwischen
durchlaufende Brett auf beiden Seiten die nöthigen Eindrücke erhält. Wenn gewünscht,
kann aber auch nur die Oberwalze gemustert, die Unterwalze glatt sein, so daſs das
Brett die imitirte Holzstructur dann nur auf der Oberseite zeigt. Von diesem
Walzenpaare gelangt das Brett zwischen die glatten, geheizten Walzen cc1, von denen die
Oberwalze c auſser der rundgehenden noch hin und her
gehende Seitenbewegungen macht, um die Oberseite des Brettes, die zwischen den
vorhergehenden Walzen rauh geworden war, wieder glatt zu pressen und ihr den matten
Glanz zu ertheilen, den mit dem Hobel bearbeitetes Holz zeigt. Die Walzen cc1 geben das jetzt
fertige Brett auf das Abgabetuch ohne Ende s1 ab, von dem es durch einen Arbeiter weggenommen
wird. Das Maschinengestell besteht aus zwei Seitenwänden ii, die die Lager für sämmtliche Walzen und Wellen enthalten und die auf
passenden Füſsen montirt sind. Die Betriebswelle d wird
von irgend einer Kraftwelle aus mittels eines auf der Scheibe d1 arbeitenden Riemens
in Bewegung gesetzt, indem die Scheibe d1 mit der Welle d durch
eine Frictionskuppelung verbunden wird. Die Welle d
trägt das Kettenrad e und bewegt durch eine um dasselbe
gelegte Kette e1
gleichzeitig die drei Unterwalzen a1
b1
c1, auf deren Schenkel
drei gleich groſse Kettenräder e2 fest sind, die in die Kette eingreifen. Der für
den Transport, das Trocknen, Musterpressen und Glänzen der Bretter nöthige Druck
zwischen den Walzen der einzelnen Paare wird durch Stellschrauben ff hervorgebracht, die auf die Walzenlager f1 einwirken, die
zwischen passenden Führungen der Gestellwände i geführt
und durch federnde einstellbare Zapfen von unten her getragen werden. Auf der Welle
d ist ferner der doppelte Schnurtrieb d2 befestigt, durch den
mittels zweier Schnüre und je einer Schnurscheibe die Triebwalzen des Speisetuches
s und des Abgabetuches s1 in der richtigen Richtung bewegt
werden. Zwischen den Gestellwänden i sind auf Knaggen
derselben verrippte Platten hh angeordnet, deren
Oberflächen ein wenig unter der Oberkante der Tücher ss1 und der Unterwalzen a1
b1
c1 liegen und sich von
einer Walze zur anderen bezieh. von den Tüchern bis zur nächsten Walze erstrecken,
also einen Tisch darstellen, der die Bretter nach unten hinführt. Zur weiteren
ruhigen Führung der letzteren sind zwischen den Oberwalzen zwei entsprechende
federnde Druckplatten h1
h1 angeordnet, die sich
auf an den Gestellwänden ii befestigten Stiften führen
und je nach der Dicke der Bretter eingestellt werden können.
Um die hin und her gehende Bewegung der letzten Oberwalze c hervorzubringen, ist in ihrem einen Schenkel eine geschlossene, schief
stehende Nuth vorgesehen, in welche eine an der Gestellwand befestigte
Frictionsrolle eintritt, die bei jeder Umdrehung der Walze c letztere zwingt, sich in ihren Lagern entsprechend zu verschieben.
Die Heizung der Walzen geschieht durch in ihrem Inneren brennendes Gas in
wohlbekannter Weise. Die Gasrohre sind mit l bezeichnet
und das auf der Welle d befestigte Flügelrad des
Ventilators m treibt die zum Brennen der Gasflammen in
den hohlen Walzen nöthige atmosphärische Luft durch die Rohre m1 zu den Flammen. Die
Verbrennungsgase finden durch die Schornsteine l1 Abzug.
Die Ornamentmaschine für Goldleisten von W. Risch in Düsseldorf (* D. R. P. Nr. 43578 vom 21.
Oktober 1887) besteht aus einem Gestelle mit zwei über einander liegenden Achsen,
die durch Zahnräder gleicher Zähnezahl in Umdrehung gesetzt werden. Auf der oberen
Achse wird die gravirte Walze befestigt, welche denselben Durchmesser wie die untere
Gegenwalze hat. Zwischen den beiden Walzen wird ein Streifen Zinkblech von 3 bis
4m Länge geführt, worauf die Masse (welche aus
Leim und Kreide u.s.w. besteht) in die Verzierung der oberen Walze eingepreſst wird. Je nach Tiefe
der Gravirung in der oberen Walze preist sich dieselbe nicht genau in der
eingeführten Masse aus; um dieses zu erreichen und eine Anzahl Zwischenräder zu
vermeiden, ist auf der Achse a (Fig. 68 Taf. 67) die Scheibe b fest aufgekeilt, dahingegen
ist die Scheibe d auf der Achse u verschiebbar. Zwischen b und d hängt der Walzenring c.
Die Gewindescheibe E ist um das Gewinde der Achse a drehbar, wodurch der Walzenring c hoch und niedrig auf seine Arbeitsfläche gestellt
werden kann; dadurch, daſs dieses ermöglicht wird, ist der Gegen walze die
Eigenschaft gegeben, je nach Tiefe der Gravirung in der oberen Walze diese Gegen
walze um 1 bis 10mm und noch mehr im Durchmesser
auf der Arbeitsfläche zu verringern.
Die zwei Schrauben f verhindern die Gewindescheibe E, während der Arbeit einen anderen als den gestellten
Durchmesser zuzulassen. Die Scheibe d hat auf der
Seite, wo die Gewindescheibe E vorliegt, zehn Löcher,
mit Gewinde versehen, in welche die Schrauben f je nach
Stellung der Walze eingreifen. Dadurch, daſs die Gewindescheibe E um eine kleine Umdrehung zurückgeschraubt wird, wird
durch die zwei Schrauben f die Scheibe d ebenfalls zurückgezogen und kommt alsdann der
Walzenring c tiefer zu liegen, wodurch der letztere
eine geringere Entfernung vom Mittelpunkte der Achse o
annimmt. Damit in dem Walzenringe c keine Störung
während der Arbeit stattfinden kann, ist auf der Scheibe d ein Mitnehmer angebracht, welcher in den Walzenring c stets eingreift.
Die Korkschneidemaschine von H.
Meyer in Alfeld, Hannover (* D. R. P. Nr. 45004 vom 4. Januar 1888)
arbeitet mit geradem Messer, dessen Schneide nach oben gerichtet ist.
Mit Hilfe eines in ungleichen parallelen Abständen vom Messer mittels Handbetriebes
vor- und rückwärts sich bewegenden Schlittens wird ein Vorschub hervorgebracht, bei
welchem das bei der bekannten Art der Einspannung häufig vorkommende, durch die
elastische Beschaffenheit des Materiales bedingte Sichausbauchen der Korkmasse
vermieden werden soll. Auf dem ersten Drittel des Weges wird der Rohschnitt, auf den
letzten zwei Dritteln der Feinschnitt bewirkt. Im Momente des Beginnes der
Rückwärtsbewegung löst sich der nunmehr möglichst sauber geschnittene Kork aus, so
daſs bei weiterer Rückwärtsbewegung das Einspannen eines neuen Korkstückes
ermöglicht wird.
Das Messer C (Fig. 69 und 70 Taf. 7) ist
mit der Grundplatte B verschraubt.
Auf dem Schlitten D befinden sich die bekannten Patronen
dd1 zur Aufnahme
des zu beschneidenden Korkes, d ist drehbar auf der
Achse E, welche in ihrer Längsrichtung in dem Lager f verschiebbar ist, befestigt. Die Feder e drückt gegen die Achse E
und bewirkt dadurch einen Gegendruck des einzuspannenden Korkstückes. d1 ist auf der Welle
F befestigt und mit dieser in den Lagerständern f1
f2
– von denen f1 an seinem oberen Ende zugleich als Handhabe für
die Bewegung des Schlittens dient – verschiebbar und drehbar gelagert. Der Hebel G dient in Verbindung mit der Welle F nicht allein zum Vorschieben des Schlittens, sondern
auch gleichzeitig zum Einspannen des zu beschneidenden Korkstückes. Die Spiralfeder
H bewirkt, daſs die Welle F mit dem Hebel G nach beendigtem Vorschübe
des Schlittens und des Gegendruckes der Hand den geschnittenen Kork fallen läſst und
ihre ursprüngliche Lage zur Aufnahme eines neuen Korkstückes wieder einnimmt.
Die schraubenartig in ungleicher Dicke gedrehte Rolle J,
sowie die Leitrollen KK1 sind auf dem Schlitten gelagert, die Antriebsrolle L auf der Welle F
befestigt und mittels einer bei n befestigten und in
entsprechender Weise über sämmtliche Rollen geführten, durch das Gewicht M stets gespannten Schnur m in Verbindung gebracht, wodurch die ungleiche Umdrehungsgeschwindigkeit
bei gleichmäſsig raschem Vorschübe des Schlittens hervorgebracht wird.
Bei den Bewegungen des Schlittens gleiten an der Schneide des Messers C entlang gehärtete Stahlklingen, wodurch dem Messer
die Schärfe ertheilt wird.
Das Schneiden cylindrischer Korke geschieht, indem man mit der linken Hand das vorher
würfelförmig zugeschnittene Korkstück zwischen die Patronen dd1 hält, dann mit der rechten Hand, und
zwar den Daumen vor dem Hebel G, diesen und die
Handhabe f1 umfaſst und
je nach der mehr oder weniger elastischen Beschaffenheit des Korkmateriales
zusammendrückt und gleichzeitig den Vorschub des Schlittens D bewerkstelligt. Nach beendigtem Vorschübe hält man den Daumen frei, der
Hebel G springt zurück und bewirkt dadurch das
Niederfallen des geschnittenen Korkes; inzwischen hat man mit der linken Hand ein
neues Korkstück gefaſst und legt dieses schon während des Rückzuges des Schlittens
gegen die Patrone d, worauf die vorige Procedur aufs
Neue beginnt.
Während der Ausführung des ersten Schnittes dreht sich die Welle F und mit ihr das zu beschneidende Korkstück einmal um
ihre Achse, und zwar zu Folge der ungleichen Gröſse der Rolle J mit doppelter Geschwindigkeit auf ⅓ der ganzen Länge
des Vorschubes; hier angelangt, legt sich der Schlitten bezieh. die Patronen zu
Folge der ungleich abstehenden Führungen des Schlittens nahe an das Messer, und es
erfolgt bei Ausführung des übrigen Vorschubes (⅔ der ganzen Länge) bei wiederholt
einmaliger Umdrehung des Korkes der zweite, völlig saubere Schnitt.
Sollen conische Korke geschnitten werden, so verstellt man die Achsen E und F und versieht
dieselben mit entsprechend ungleich groſsen Patronen in bekannter Weise.
Die Korkschneidemaschine von F. M. Arxer in Dresden (*
D. R. P. Nr. 43787 vom
12. November 1887) arbeitet mit rohrförmigem Messer. Zur Schärfung desselben ist ein
Zirkel angebracht, dessen Enden mit Schleifstoff versehen und so gestellt sind, daſs
das eine den äuſseren, das andere den inneren Messerrand ständig schleift.
Tischlerwerkzeuge.
Der Kehlhobel von C. A. Eppler in Dusslingen,
Württemberg (* D. R. P. Nr. 42731 vom 21. August 1887) bezweckt, denselben Hobel
durch verstellbare Einzelmesser zum Schneiden verschiedenartig gestalteter Gesimse
brauchbar zu machen.
Bisher benutzte man bei dem Gesimshobel stets nur ein einziges Messer, welches das zu
hobelnde Profil des Gesimses in der ganzen Breite erhielt so daſs zu jedem
besonderen Gesimsprofile stets auch ein besonders hergestelltes Hobelmesser
vorhanden sein muſste. Bei dem vorliegenden neuen Gesimshobel werden nun mehrere
Hobelmesser combinirt, indem man für jedes einzelne Gesimsglied oder jeden
Gesimsstab ein besonderes Profilmesser hh1
h2
h3... (Fig. 71) benutzt und
dieselben in bestimmter Reihenfolge auf den betreffenden Hobelblättern gg1... befestigt, die
an der Hobelkante das entsprechende Profil besitzen, in welcher Lage sie mit irgend
einer Vorrichtung (Schrauben, Keile u.s.w.) an dem Hobelgestelle G befestigt und fixirt werden.
Die Hobelblätter sind getheilt und an der Fläche, an welcher das betreffende
Profilmesser hh... befestigt werden soll, keilförmig
abgeschnitten. Die Profilmesser hh1... bestehen aus dem Hobeleisen m und dem Schafte n. Das
Hobeleisen m besitzt einen Schlitz s, an welchem es mittels Schraube am Hobelblatte g befestigt wird. Der Schaft n besitzt Gewinde und eine Stellmutter f,
welche in einem Schlitze u des betreffenden
Hobelblattes g Platz findet. Durch Lösung der Schraube
und Drehung der Stellmutter t in dem einen oder anderen
Sinne kann das Hobeleisen m vor oder zurück gestellt
werden. Die Hobelblätter sind gegen Verschiebung zu einander gesichert, und zwar
geschieht dies entweder durch die bekannten Druckstifte oder durch Feder und
Nuth.
Zum Rundhobeln von Stäben bringt R. Pötzsch in
Klein-Zschocher bei Leipzig (* D. R. P. Nr. 44557 vom 24. November 1887) einen
kegelförmigen hohlen Messerkopf in Vorschlag, in dessen Längsnuthen die in das
Innere des Kopfes reichenden Messer verstellbar angeordnet sind. Der Messerkopf wird
in eine Drehbank eingespannt und umgetrieben.
Der Rundstabhobelkopf von Richter und Winkler in
Reudnitz bei Leipzig (* D. R. P. Nr. 43037 vom 21. September 1887) ist in Fig. 72
dargestellt. Mit demselben soll ermöglicht werden, cylindrische Stäbe von
verschiedener Stärke, sowie conische und façonnirte Gegenstände herzustellen,
namentlich solche, deren Herstellung auf der Façondrehbank wegen ihrer Länge
Schwierigkeiten verursacht, da sich bei der Rundstabhobelmaschine nicht der abzudrehende Gegenstand
dreht, sondern derselbe vom Werkzeuge bezieh. Rundstabkopfe umkreist wird und mithin
nicht in nach der schwereren oder erhabeneren Seite des Holzes sich neigende
Schwingungen versetzt werden kann. Der durch Schraube i
in der Rundstabmaschine festgehaltene Kopf wird durch dieselbe mit Ausnahme des aus
zwei Hälften bestehenden Ringes c und der am Gestelle
angebrachten Winkelhebel e in Umdrehung versetzt,
worauf man das vierkantig zugeschnittene Holz in das Mundstück der Hülse a hineinführt. Hierbei wird es durch das Messer g rund bearbeitet, so daſs es dann in die als Führung
dienende Oeffnung genau hineinpaſst. Hierauf wird der Gegenstand von dem im Hebel
d befestigten Messer h
weiter bearbeitet.
Sollen Stäbe von kleinerem Durchmesser, als die Oeffnung bildet, hergestellt werden,
so werden die Hebel e mittels einer an dem die beiden
Hebel mit einander verbindenden Querstück angebrachten Stellschraube so viel
gehoben, als die kleinere Abmessung des Rundstabes erfordert. Es wird dadurch der in
einer eingedrehten Spur des Ringes b laufende, aus zwei
Hälften bestehende Ring c zurückgeschoben und nimmt den
Ring b mit, welcher mit einer die erforderliche
Bewegung des Hebels d gestattenden, nach der Kopfseite
der Hülse a sich öffnenden und nach der Auſsenseite in
die kurze Nuth m verlaufenden Vertiefung versehen ist.
Dadurch, daſs der den Drehpunkt des Hebels d bildende
Bolzen f in der Hülse a
befestigt ist, das dem Messer h gegenüberliegende Ende
des Hebels d aber sich in der in Ring b befindlichen Nuth m
führt, verändert sich die Lage des Winkelhebels d,
mithin auch des Messers h bei jeder Verschiebung des
Ringes b, welche durch die Winkelhebel e und den damit verbundenen, in b laufenden Ring c erfolgt.
Das Gewicht der Winkelhebel e und das durch die
Centrifugalkraft hervorgerufene Bestreben des Messers h
nach der Auſsenfläche des Apparates, was auch beim Arbeiten durch ein gelindes
Abdrängen des Messers vom Arbeitsstücke unterstützt wird, bewirkt, daſs der Hebel
e stets nach unten drängt und das Messer h sich in seiner höchsten Lage befindet, mithin gar
nicht functionirt, wenn der Hebel e nicht mittels
Stellschraube oder Schablone gehoben wird. Beim Herstellen von façonnirten
Rundhölzern erfolgt der Vorschub des Holzes mittels einer Schablone, auf welcher
sich das die beiden Winkelhebel e verbindende Querstück
führt.
Die Spann Vorrichtung für die Blätter an Handsägen von A.
Schütz und R. Plücker in Solingen (* D. R. P.
Nr. 43786 vom 8. November 1887) besteht aus einem die Spanndrähte aa1 (Fig. 73) haltenden
Handrade Z, um dessen Achse sich die Drähte
herumwinden. Die Drähte legen sich in Kerbe des Rades Z
ein, so daſs ein selbsthätiges Zurückdrehen verhindert wird.
Die Gehrungsstechlade von J. H. Köbrich in Elberfeld (*
D. R. P. Nr. 43820 vom
22. December 1887) besteht aus einem aus Hartholz hergestellten starken Lineale A (Fig. 74) das an beiden
Enden unter 45° abgestochen ist. Links und rechts daran sind die beiden Wangenstücke
B und C aus genau
abgerichtetem Stahlbleche mittels der Schrauben D
befestigt; die Enden der Wangen sind genau bündig mit dem Lineale unter 45°
abgerichtet. Die Wangen B und C sind wesentlich breiter als das Lineal, so daſs sie mit diesem eine Lade
bilden, in welche ein zu bearbeitendes Holzstück gelegt werden kann. Zum festen
Einspannen eines solchen Stückes dient ein Klemmstück E. Das eine Ende der Wange C ist mit einer
Führungsleiste G versehen, die einige Millimeter über
die Wange selbst vorsteht und dem Meiſsel oder Stechbeutel als Führung dient.
Die Vereinigung einer Hobelbank mit einer Bandsäge ist von K.
Pufe in Veitsberg (* D. R. P. Nr. 43071 vom 11. September 1887) vorgenommen
worden. Die Bandsäge ist mit ihrem Gestelle so um einen Spurzapfen drehbar, daſs sie
aus ihrem in der Hobelbank vorgesehenen Arbeitsschlitze herausgedreht werden kann
und die Bank dann völlig frei ist. Der Betrieb erfolgt durch ein Tretwerk.
Die Klemmzwinge von W. H. E. Buchwald in Hamburg (* D.
R. P. Nr. 42244 vom 15. Februar 1887) ist in Fig. 75 abgebildet.
An dem Bügel b ist ein Arm d verschiebbar, welcher an seinem freien Ende den bei f drehbaren Druckhebel g
trägt. Durch die Stange a steht der letztere mit dem
Druckstücke h in Verbindung, welches sich kolbenartig
in einer cylindrischen Bohrung des Armes d führt. Das
Schwingen des Hebels g veranlaſst also eine
entsprechende Verschiebung des Druckstückes h. Zur
Festhaltung des Druckhebels g in jeder gewünschten Lage
ist derselbe mit Sperrzähnen versehen, welche concentrisch um den Drehpunkt f angeordnet sind und in welche eine Sperrklinke c unter dem Einflüsse der Feder e eingreift. Durch Niederdrücken der Klinke c
entgegen der Tendenz der Feder e kann man die
Festhaltung aufheben.
Die Bohrspitze für Spiralbohrer wird nach dem Vorschlage von C. Whitehouse in Cannock Edge Yvol Works, England (* D. R. P. Nr. 43120
vom 3. September 1887) massiv ausgeführt mit offenen oder geschlossenen
Schneidflächen anstatt der gebräuchlichen Flügelbohrer mit hervorstehenden
Schneidflügeln, welche leicht abbrechen, wenn sich der Bohrer im Gebrauche befindet
Fig. 76
stellt einen Spiralbohrer dar, welcher eine rund geformte Schneidspitze besitzt, b sind die Spiralwindungen, und c ist die Bohrspitze, c1 die Leitspitze; c2
c2 sind Oeffnungen in
der Bohrspitze, welche nach dem Schneckengange b
hinführen und bei ihrem Beginne kleiner sind als bei ihrer Vereinigung mit dem
Schneckengange. c3 sind
die Schneidflächen, welche in verschiedenen Ebenen angeordnet sind und mit ihren
nach auſsen liegenden Theilen zu Schneidkanten c1 ausgebildet sind.
Zum Dichtlegen von Fuſsbodenbrettern dient die in Fig. 77 dargestellte
Vorrichtung von A. S. Bayer und C. F. Mott in Halifax (* D. R. P. Nr. 43171 vom 12. Juli 1887). Der
Apparat wird möglichst dicht an die zu verlegende Diele x herangerückt und mit ihren Zähnen b in die
Balkenlage eingestützt. Der Preſskopf B wird dann gegen
die Diele gedrückt mittels des Hebels E, welcher in die
punktirte Lage übergeht und in dieser durch die Klinke d auf dem Zahnbogen C gehalten wird.
Zum Einschneiden der Schlitze in Thüren und Fenster zum Einlassen der Aufsatzbänder
u.s.w. dient ein an F. Battré in Altenburg (* D. R. P.
Nr. 43790 vom 15. November 1887) patentirter Apparat, bei welchem eine Kettensäge,
über zwei Rollen geführt, zum Einschneiden der Oeffnung benutzt wird. Die
Kettensägerollen werden mit ihrem Gestelle an der Thür befestigt und sind während
der Arbeit verschiebbar.