| Titel: | Ueber das Kugeldrehen. |
| Autor: | Pr. |
| Fundstelle: | Band 271, Jahrgang 1889, S. 303 |
| Download: | XML |
Ueber das Kugeldrehen.
Mit Abbildungen auf Tafel
14.
Ueber das Kugeldrehen.
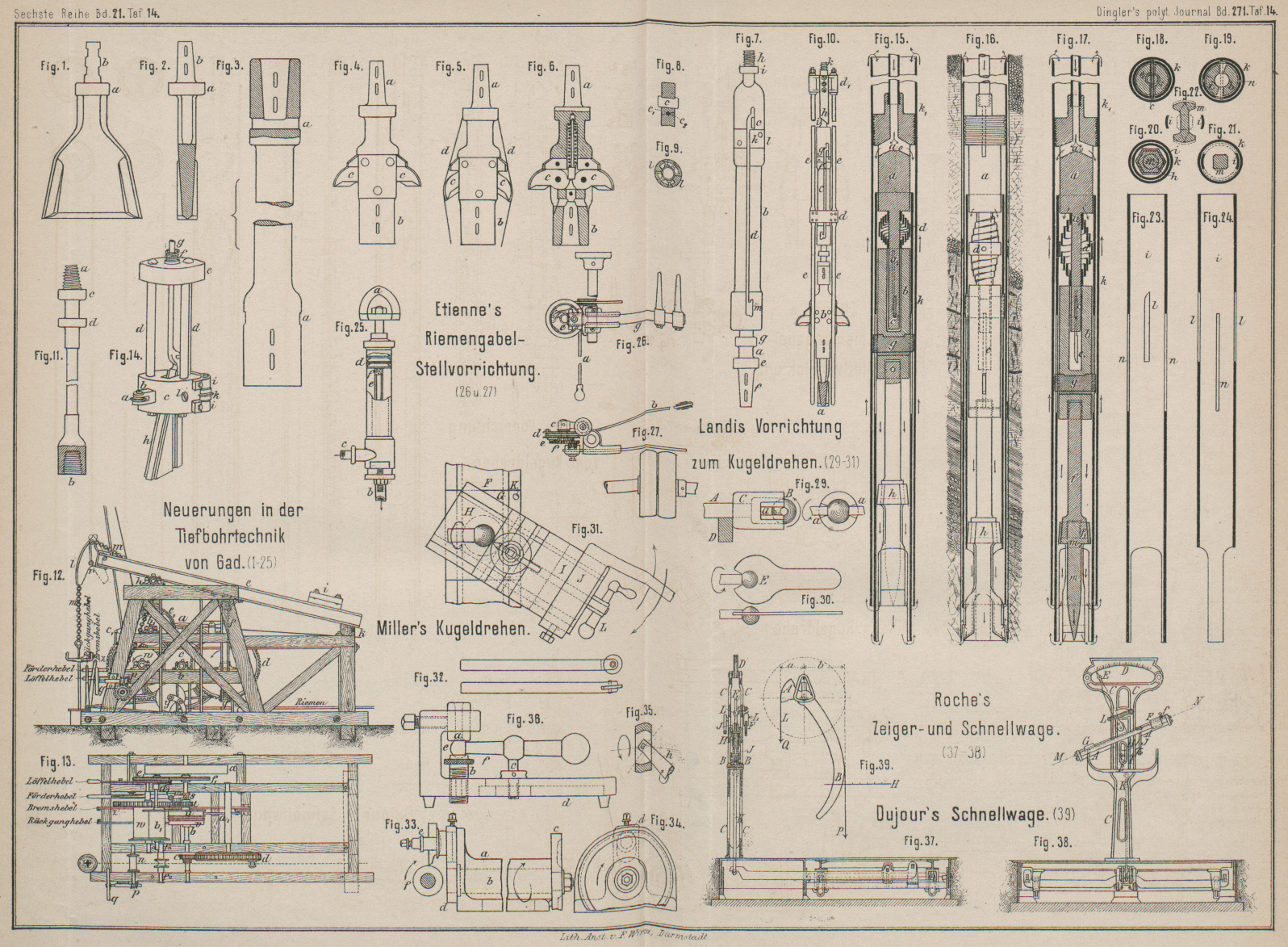
Zum Ausfräsen von Kugellagern wird von M. Miller im American Machinist, 1888 Bd. 11 Nr. 39 * S. 2, ein
Werkzeug (Fig.
32) vorgeschlagen, welches aus einer gehärteten Stahlscheibe mit scharfen
Seitenrändern besteht, welche um einen in einer Gabel befindlichen Zapfen sich
dreht. Diese Gabelstange wird wie ein Bohrer oder Fräser in eine kreisende
Bohrspindel eingespannt.
Obwohl die ausgefräste Kugelschale geometrisch richtig ausfällt, wird ihr Durchmesser
mit der Scheibenbreite zunehmen, weil der Scheibenkreis kein gröſster Kugelkreis
ist.
Kugelförmige Ansätze, Kugelknöpfe an Griffkurbeln u. dgl. können mit einer
Vorrichtung abgedreht werden, welche nach American
Machinist, 1888 Bd. 11 Nr. 39 * S. 2, von J. F.
Russel in Springfield, Ohio, herrührt und die beliebig vervollständigt und
erweitert werden kann.
Auf dem Supportobertheile einer Drehbank wird an Stelle des Stahlhalters ein
Lagerstück a (Fig. 33 und 34)
aufgeschraubt, durch welches ein wagerechter Bolzen b
gelegt wird, der am rückwärtigen Ende ein Stirn- oder Schneckenrad c zur selbsthätigen Schaltung oder eine Griffkurbel
trägt, während am vorderen Ende ein an die Lagerfläche sich anlegender Arm d befindet, welcher einen stellbaren Stahlhalter e enthält. Vollkommener wird diese Vorrichtung, wenn an
die Stirnplatte d ein supportartiger, bequem
verstellbarer Stahlhalter angeordnet ist.
Steht die Schneidkante des Werkzeuges in der Achsenebene des zwischen den
Drehbankspitzen eingespannten Werkstückes f, so
beschreibt dieselbe bei der Drehung des Bolzens b einen
gröſsten Kugelkreis, welcher in Verbindung mit der kreisenden Bewegung des
Werkstückes die gewünschte Kugelform erzeugt. Unbedingt erforderlich ist es, daſs
die Achse des kreisenden Werkstückes f und jene des
drehenden Bolzens b in einer Ebene liegen, während es
für die Richtigkeit der Arbeit gleichgültig ist, ob die Achse des Bolzens
winkelrecht oder schräg zur Drehbanksachse liegt. Am bequemsten bleibt jedenfalls
die winkelrechte Lage beider Achsen. Wenn aber ein Kugellager ausgedreht werden
soll, so muſs die Achse des verlängerten Bolzens b,
welcher den Schneidstahl unmittelbar enthält (Fig. 35), eine
hinreichende Schräglage zur Spitzenlinie erhalten, damit der Halter b am Schalenrande vorbeikommt.
Die Griffkurbeln an Bewegungsspindeln amerikanischer Werkzeugmaschinen sind derart
gestaltet, daſs mit möglichst gleichmäſsiger und um die Spindelachse symmetrisch
vertheilter Masse jedes Ueberhängen an der Schraubenspindel vermieden wird. Dadurch
wird nicht nur ein sicherer Griff, sondern auch eine gröſsere Empfindlichkeit des
Andruckes an die Steuerungstheile erreicht. Um nun das Kurbelzapfenloch in einem
solchen fertig gedrehten Kugelhebel zu bohren, wird die in Fig. 36 dargestellte
Vorrichtung angewendet.
In einem Schlitze der Winkelplatte d ist der Stift c stellbar. Auf diesem wird der Kugelhebel f aufgeschoben, während das zu bohrende kugelförmige
Griffende e zwischen der Bohrbüchse a und der Stellbüchse b
geklemmt wird. Die ganze Vorrichtung ist auf einen Bohrtisch gestellt und der Bohrer
durch die Büchse a geführt. Den Kurbeln entsprechend
müssen Stift c und Führungsbüchse a ausgewechselt
werden.
A. B. Landis gibt im American
Machinist, 1888 Bd. 11 Nr. 42 * S. 6, einige Vorrichtungen zum Drehen
kleiner Kugeln aus Rothguſs und anderem weichen Metalle an.
Nachdem die Kugel auf einer gewöhnlichen Drehbank vorgedreht worden ist, wird gegen
diese ein am Supporte aufliegendes Werkzeug angedrückt, wobei demselben mit der Hand
eine kleine Achsendrehung ertheilt wird. Dieses Werkzeug besteht aus einem
gehärteten Hohlcylinder C (Fig. 29) aus Guſsstahl
von gleicher Bohrung wie der Kugeldurchmesser.
Derselbe ist auf die Halterwelle A aufgesteckt und
besitzt den Schlitz a, um der Kugelachse auszuweichen.
Die ebene Stirnfläche B in Verbindung mit der genau
cylindrisch ausgeschliffenen Hohlfläche C ergibt die
Schneide, welche ein gröſster Kugelkreis ist. Nach erfolgtem Stumpfwerden wird bloſs
die Stirnfläche B nachgeschliffen.
Die Vorrichtung Fig.
30, eine genau ausgebohrte und ausgeschnittene Stahlplatte E mit Griff, ist bloſs für das Abschlichten kleiner
Kugeln geeignet.
Hiegegen ist die Supporteinrichtung Fig. 31 bekannt. Nachdem
der Querschlitten G bezieh. die Achse des Drehstückes
H mittels eines Steckstiftes K genau in die Achsenebene der Drehbankspindel
eingestellt ist, wird der im Supportobertheile I
eingespannte Schneidstahl vermöge der Schraubenspindel L an die Kugel angeführt, während mit dem angeklemmten Hebel J der Supportdrehtheil H
um seinen Zapfen mit der Hand geschwungen wird.
Pr.
Tafeln