| Titel: | Neuere Fräsemaschinen. |
| Autor: | Pr. |
| Fundstelle: | Band 277, Jahrgang 1890, S. 159 |
| Download: | XML |
Neuere Fräsemaschinen.
Mit Abbildungen im Texte und auf Tafel 9.
Neuere Fräsemaschinen.
Nach Lage und Stellbarkeit der Fräsespindel gegen das Tischwerk können diese
Maschinen geordnet werden, in:
1) Fräsemaschinen mit senkrecht stehender Spindel,
welche entweder festgelagert ist oder vermöge eines Lagerschlittens senkrechte
Verstellung erhält.
Im ersten Falle muſs das Tischwerk Höhenverstellung besitzen, im zweiten Falle
gleitet das Tischwerk auf feststehender wagerechter Bahn. Die Maschinen mit
festgelagerter Fräsespindel gleichen im äuſseren Ansehen den freistehenden Bohrmaschinen,
diejenigen der zweiten Gattung der Ausbildung des Tischwerkes und der gröſseren
Ausladung des Gestelles wegen hingegen den bekannten Stoſsmaschinen in der
Hauptform.
2) Fräsemaschinen deren Spindel beliebige Schrägstellungen von der senkrechten bis
wagerechten Lage und zwar parallel oder winkelrecht zur Richtung des
Haupttischschlittens erhalten kann. Das Tischwerk ist alsdann für Höheneinstellung,
Dreh Verstellung und für Kreuzverschiebung eingerichtet.
3) Fräsemaschinen mit wagerecht gelagerter Arbeitsspindel, sowie Tischwerk mit
Höhenverstellung und Kreuzverschiebung mit oder ohne Verdrehung der Tischplatte in
wagerechter Ebene.
Bei diesen sämmtlichen Tischwerken ist gewöhnlich den Kreuzschlittentheilen
selbsthätig wirkende Verstellbewegung und selbstauslösende Hubbegrenzung gegeben,
während die selbsthätige Verdrehung des Tischwerkes nur bei den gröſseren
Fräsemaschinen angewendet ist.
Um einen ruhigen Gang der wagerechtlaufenden, stark ausladenden Fräsespindel zu
sichern, sind diese Maschinen gewöhnlich mit Gegenspitzenhalter ausgerüstet.
4) Doppelte Fräsemaschinen finden nur beschränkte Verwendung als Nuthenfräsen. Sie
sind entweder mit beweglichen Spindellagern oder mit beweglicher Werkstücksauflage
bei festgelagerten Spindeln ausgeführt. Die Spindeln liegen nicht parallel, sondern
in einer wagerechten Achsenlage mit gegensätzlich zugekehrten Fräsewerkzeugen.
5) Hingegen finden Tischfräsemaschinen mit stehender
oder liegender Fräsespindel, stellbarem Fräsewerk und nach Art groſser
Tischhobelmaschinen durchgeführter Werkstücksauflage immer mehr Eingang und
Verbreitung, schon aus dem Grunde, weil mit solchen Maschinen bequem verschiedene
Arbeitsverrichtungen wie Fräsen, Hobeln, Bohren abwechselnd durchgeführt werden
können. Auch werden solche Tischmaschinen zum Fräsen von Zahnstangen
ausgebildet.
6) Eigentliche Räderfräsemaschinen, ausschlieſslich zur
Herstellung von Stirn-, Winkel- und Schneckenrädern bestimmt, sind mit stehenden und
liegenden Aufspannbolzen und mit liegender oder stehender Fräsespindel durchgeführt.
Den verschiedenen Radgröſsen entsprechend muſs eine gegensätzliche Verstellung
dieser Haupttheile, sowie eine Schrägstellung der Fräserachse zur Radebene möglich
sein, um schräggezähnte Räder oder Schneckenräder ausfräsen zu können.
In neuerer Zeit ist der Selbstbetrieb dieser Räderfräsemaschinen so weit
durchgeführt, daſs selbst die Drehverstellung des Werkstückrades, welche der
Zähnezahl entspricht, selbsthätig vor sich geht.
Endlich sind noch:
7) Die Fräserfräsemaschinen als Sondermaschinen zur
Herstellung der Fräsewerkzeuge zu erwähnen. Beinahe alle angeführten Fräsemaschinen
können durch entsprechende Ausschaltungen der Bewegungstheile des Tischwerkes bezieh. durch
Verdoppelung der Tischplatten u.s.w. für das Fräsen nach freien Formen (Schablonen)
eingerichtet werden, namentlich wird dieses durch eine Universalbeweglichkeit der
Arbeitsspindel bei den letzterwähnten Fräserfräsemaschinen hauptsächlich
beabsichtigt und angestrebt.
Manches Bemerkenswerthe boten Fräsemaschinen, welche 1889 in Paris ausgestellt
waren.
Demoor's stehende
Fräsemaschine.
Bei dieser Maschine (Fig. 1) ist nach Revue industrielle 1889 Nr. 26 * S. 253 die Ausbildung
des Tischwerkes und der Selbstbetrieb desselben bemerkenswerth, welcher vermöge
Stufenscheiben und Wendegetriebwerk, durch Vermittelung von Wellenabzweigungen und
ausrückbarer Räderwerke auf die Bewegungsspindeln der Tischschlitten bezieh. auf die
Triebschnecke des oberen Drehtisches von der Hauptantriebswelle der Maschine
abgeleitet und auf die drei Tischtheile übertragen wird. Die Höheneinstellung des
Tischwinkels erfolgt nur durch Handbetrieb (Hersteller J. M.
Demoor in Brüssel, Belgien).
Fig. 1., Bd. 277, S. 160
Bariquand's stehende
Fräsemaschine.
Nach Industries 1889 Bd. 7 S. 220 sind über 2000 Stück
solcher Fräsemaschinen (Fig. 2) für die französischen
Waffenfabriken geliefert werden. Die festgelagerte Fräsespindel wird durch einen
über Leitrollen geführten Riemen betrieben, von welcher rücklaufend ein Riemen für
den Betrieb der Tischsteuerung abgeleitet ist. Die Theile für den Selbstgang der
oberen Tischplatten bestehen aus Stufenscheiben, Winkelwellenabzweigungen und
Bewegungsspindeln mit Rädereinschaltungen. (Erzeuger sind Bariquand et Fils in Paris.)
Smith und Coventry's
Fräsemaschine.
Die senkrechte Fräsespindel (Fig. 3) erhält
Einstellung in der Höhenlage, indem der untere Lagerschlitten vermöge eines
Schnecken- und Zahnstangentriebwerkes mit Hand verstellt wird. Im oberen festen
Spindellager läuft die Hülse des Winkeltriebrades zwischen Bunden gehalten, während
durch dieselbe sich die Fräsespindel durchschieben kann.
Fig. 2., Bd. 277, S. 161
Der Hauptschlitten ist frei auf der Wange des Gestellfuſses verschiebbar und wird nur
durch ein kleines Zahnstangentriebwerk mittels Hand vorgestellt, während ein am
Gestellhintertheil angeordnetes Gegengewicht denselben beständig gegen den Fräser
drückt. Auf dem Hauptschlitten verschiebt sich winkelrecht zur Wange ein
Querschlitten und der darauf befindliche Drehtisch.
Wenn nun ein darauf befindlicher fester Rollenstift einen Anschlag an einer
feststehenden Formschiene findet, so wird bei der Querbewegung des Querschlittens
bezieh. bei der Drehung des Aufspanntisches durch die Wirkung des Druckgewichtes
eine der Formschiene entsprechende Verschiebung des aufgespannten Werkstückes gegen
den in fester Lage kreisenden Fräser eingeleitet. Bedingung einer richtigen
Arbeitswirkung ist, daſs Werkstück und Leitstift, sowie Fräse- und Formschiene stets
auf derselben Seite sich befinden, damit das Werkstück stets aus dem Eingriff mit
der Fräse treten kann, sobald stärkere, unvorhergesehene Widerstände entstehen. Die
Formschiene oder Schablone wird in die Gabel eines festzustellenden Armes angebracht
und so eingestellt, daſs die Formkante mit der Arbeitskante der Fräse in genauer
Uebereinstimmung liegt, wodurch Uebersetzungen vermieden und die Drehbewegung des
Rundtisches für das Formfräsen benützt werden kann. Die Verstellung des
Querschlittens, sowie die Drehung des Rundtisches erfolgt selbsthätig durch
Vermittelung der Seller'schen Reibungsscheiben, mit
welchen die Uebersetzung bezieh. die Schaltungsgröſse durch einfache Verrückung des
Drehzapfens der mittleren Doppelzwängscheiben abgeändert werden kann. Auſserdem ist diesem Triebwerk
noch ein aus vier Stirnrädern zusammengesetztes Wendegetriebe vorgelegt. (Iron 1888 vom 19. Oktober * S. 345.)
Fig. 3., Bd. 277, S. 162
Fetu-Defize's
Fräsemaschine.
Nach Industries, 1889 Bd. 7 * S. 53 zeigt diese in (Fig. 4) dargestellte stehende Fräsemaschine, welche
von A. Fetu-Defize in Lüttich (Belgien) gebaut wird,
und in Paris ausgestellt war, eine eigenthümliche Anordnung des Spindelantriebes,
welcher unmittelbar mittels über Leitrollen geführten Riemens bewerkstelligt wird
und trotzdem eine Spindelverstellung in der Senkrechten ermöglicht, indem die
Spindel durch die Nabe der Riemenscheibe geschoben werden kann.
Dies ist in der Weise ausgeführt, daſs die Fräsespindel in den Lagern des Schlittens
gehalten wird, während sich dieser vermöge einer Aussparung in seiner Führungsplatte
über das am Gestell festgeschraubte Lager für die Riemenscheibe schieben läſst. Von
dieser Riemenscheibe zweigt mittels Winkelräder die Steuerwelle ab, welche zwei
Reibungsscheiben bethätigt, zwischen welchen die Reibungsrolle der stehenden
Steuerwelle angeordnet ist. Durch Achsenverschiebung der Reibungsscheiben kann der
Reibungsdruck, und, der Höhenverstellung der Reibungsrolle entsprechend, die
Uebersetzung abgeändert werden. Die Schaltung kann sowohl auf Haupt- und Querschlitten wie auf den
Rundtisch übermittelt werden, während der Formschienenträger an die Vorderseite der
Maschine angebracht ist.
Fig. 4., Bd. 277, S. 163
E. Prétot's Fräsemaschine mit
stellbarer Fräsespindel (Fig. 5).
Bei dieser Universalfräsemaschine stehender Anordnung kann das Spindellager in einer
senkrechten und zur Tischrichtung winkelrechten Ebene in Schräglagen eingestellt
werden, so daſs die Fräsespindel jede Stellung zwischen der wage- und senkrechten
Richtung erhalten kann.
Nach Revue industrielle 1889 Nr. 31 * S. 301 ist der
obere Theil des aufrechtstehenden Gestelles zu einem kreisbogenförmigen
Führungsstück ausgebildet, um dessen Mittelbolzen als Mittelpunkt des
Kreisbogenschlitzes sich das Fräsespindellager verdrehen kann. Bei gröſseren
Ausführungen wird zur Drehverstellung eine schwingende Schraubenspindel benützt,
während eine Gradtheilung am Bogenschlitz die gewünschte Winkelstellung der
Spindelachse anzeigt. Zur endgültigen Feststellung dient eine gewöhnliche
Klemmschraube, die durch den Bogenschlitz geht und im Spindellager sitzt.
Am oberen, über die Bogenführung hinausragenden Theil des Spindellagers sind flügelartig zwei Seitenarme
angegossen, an deren freien Enden Leitrollen derart angeordnet sind, daſs ihre
parallelen Mittelebenen gemeinschaftlich den Rollenkreis der auf der Fräsespindel
frei auflaufenden Riemenscheibe berühren.
Der von der Antriebsscheibe abgeleitete Betriebsriemen der Maschine wird nach abwärts
geführt, um die untere, als Spannrolle wirkende Leitrolle gelegt, nach der oberen
Leitrolle geleitet, von wo er sich um die, auf der Fräsespindel laufende Scheibe
legt, um über die anderseitigen Rollen im rücklaufenden Zuge sich zur
Antriebsscheibe zu bewegen.
Fig. 5., Bd. 277, S. 164
Um die der jeweiligen Schräglage der Spindel entsprechende Riemenlänge zu regeln,
sowie die erforderliche Spannung des Riemens zu erhalten, wird das untere
Leitrollenpaar in einem stellbaren Schlitten angebracht, welcher, an der Rückseite
des Gestelles gleitend, vermöge eines Zahnradgetriebes mit Handkurbel verschoben
wird, welches vermöge eines Sperrrades sichergestellt werden kann.
Die Aenderung der Umlaufszahl der Fräsespindel wird durch eine gewöhnliche
Stufenscheibe und ferner noch durch ein Rädervorgelege bewerkstelligt, welches am
Fräsespindellager vorgesehen ist. Dasselbe besteht aus zwei anliegenden Räderpaaren,
welche nach Art eines Drehbankvorgeleges wirken.
Das äuſsere mit der Riemenscheibe verbundene Rad, welches auf der Spindel frei aufläuft,
treibt zwei ungleich groſse Räder, welche auf einem stellbaren Bolzen
gemeinschaftlich sich drehen und dessen kleineres in das auf die Fräsespindel
gekeilte Rad greift und treibt.
Soll das Rädervorgelege ausgerückt werden, so braucht man bloſs den die Räder
tragenden Zapfen im Schlitz des Lagerlappens auszuschieben und die beiden Räder auf
der Fräsespindel zu verkuppeln.
Hiernach hat der Antrieb der schrägstellbaren Fräsespindel eine einfache und
sinnreiche Lösung, ohne Beeinträchtigung des Arbeitsfeldes, gefunden.
Die Stufenscheibe mit der vorerwähnten Antriebsscheibe und einer kleinen Scheibe für
die Steuerung vereint, laufen auf einer feststehenden Achse, die noch in einem
Seitenbock gestützt ist. Dieser lagert in seinem Fuſs ein kleines Vorgelege und in
seinem oberen Seitenarm die Stufenscheibe mit der doppelt gelenkigen und
verlängerungsfähigen Steuerwelle, welche das Tischwerk treibt.
Das Tischwerk, dessen Tischwinkel 600mm
Senkrechtverstellung, dessen Schlitten 450mm
Verschiebung und dessen Tischschlitten 1100mm
Querverschiebung erhalten, sowie eine vollständige Umdrehung machen kann, ist mit
allen Hilfseinrichtungen ausgerüstet, die zum Fräsen von Werkzeugen u.s.w.
erforderlich sind.
Die Steuerung wird vermöge der im Schaubilde sichtbaren Räderwerke auf den
Tischschlitten in der Weise übertragen, daſs mittels Schrauben- und Winkelräder,
welche im Inneren des unteren Schlittens angeordnet sind, sowohl eine Drehung des
Tisches oder bei beliebiger Schiefstellung desselben eine Verschiebung durch
Kraftbetrieb selbsthätig ermöglicht wird.
Auch die Höheneinstellung des Tischwinkels wird mittels Kraftbetrieb durchgeführt,
indem eine Tragspindel mit feinerem Gewinde sich in eine hohle Schraubenspindel mit
gröberem Auſsengewinde einschraubt, welche im Fuſsböckchen ihre Mutter hat. Dadurch
wird der senkrechte Tischhub auf zwei Spindeln vertheilt, deren Einzellänge nur
etwas mehr als die Hälfte des Verstellungsweges zu sein braucht. Auſserdem sind am
Tischwerk wie bei jeder vollkommenen Fräsemaschine Ausrückvorrichtungen vorgesehen,
durch welche die Hubbegrenzungen der Tischwege selbsthätig durchgeführt werden.
An Stelle des gewöhnlichen Fräsespindellagers kann auch eine Vorrichtung (Fig. 6) an dem Gestelle angeordnet werden, mit welcher
das Fräsen nach Formschienen (Schablonen) ermöglicht wird.
Diese besteht aus einem leichten Querbalken, an dessen linkem Kopfende der stellbare
Schablonenträger angeschraubt wird, während am rechten Ende desselben sich
universalbeweglich ein gekröpfter Hebel stützt, an welchem die Fräse und die
Leitrolle lagert.
Dieser Hebel wird durch einen Griff erfaſst und mit der Hand über die feststehende
Schablone geführt. Je nach den Abständen, Hebelstützpunkt bis Schablone, bezieh.
Stützpunkt bis Fräse, muſs das Gröſsenverhältniſs der Schablone zum Formquerschnitt
des Werkstückes geregelt werden.
Weniger glücklich scheint die fernere Verwendung dieser Maschine zu Stoſsarbeiten zu
sein, indem statt des Fräselagers eine kleine Stoſsmaschine aufgeschraubt wird;
wobei die kreisende Welle eine Kurbelscheibe und hiermit einen kleinen
Stoſsschlitten treibt.
Fig. 6., Bd. 277, S. 166
Bariquand's
Universalfräsemaschine mit wagerechter Anordnung der Spindel (Fig. 7).
Fig. 7., Bd. 277, S. 166
Der hintere Theil des Maschinengestelles ist für die Aufnahme der Triebwerkstheile
bestimmt und hierzu mit einem schweren weitausladenden Lagerarm versehen, während an
der vorderen senkrechten Bahnfläche das Tisch werk sich verschiebt. An der oberen
Kopffläche des Gestelles läſst sich der Arm für den Gegenspitzenhalter um eine
wagerechte Achse verdrehen, während auf der unteren Prismabahn dieses Armes der
Gegenspitzenhalter verstellbar ist.
Nach Industries 1889 Bd. 7 * S. 220 wird vermöge eines
mit Stufenscheiben ausgerüsteten Deckenvorgeleges und des Stufenscheibenpaares an
der Maschine, sowie durch das Rädervorgelege daselbst eine zwölffache Aenderung der
minutlichen Umlaufszahl der Fräsespindel ermöglicht. Die Räder des Vorgeleges
besitzen Schrägzähne, wodurch ein ununterbrochener stoſsfreier Eingriff und ein
ruhiger Gang der Fräsespindel gesichert wird. Um jeden Druck in der Achsrichtung
möglichst zu beseitigen, erhalten die Zahnkanten der Räder, welche auf gleicher
Welle sitzen, gegensätzliche Neigung bezieh. Gangart.
Die Steuerung des Tischwerkes wird von der Spindelverlängerung mittels Riemen- und
Stufenscheiben auf festgelagerte winkelrecht stehende Wellen zweige, also mit
Vermeidung von gelenkigen Wellenverbindungen übertragen.
Das aus Tischwinkel, Schlitten, Drehtheil und Tischschlitten zusammengesetzte
Tischwerk besitzt alle erforderlichen An- und Abstellvorrichtungen, sowie die zum
Selbstgangbetrieb nothwendigen Triebwerke für den Arbeitsgang.
Bemerkenswerth ist hierbei noch eine besondere Einrichtung für den raschen Rücklauf
des Tisches nach beendetem Arbeitsgange, wodurch an Zeit für Rückstellungen gewonnen
und die Dauer der Stillstände vermindert wird. Die Verschiebung des unteren
Schlittens beträgt 1219, jene des Tisches 1375 und die Höhenverstellung des
Tischwinkels 457 mm.
Pedrick und Ayer's Fräsemaschine
(Fig. 8).
Diese von Pedrick und Ayer in Philadelphia gebaute
Fräsemaschine für allgemeine Arbeit zeigt nach Iron
1889 21. Juni * S. 531 die beliebte und bewährte Grundform der üblichen
Universalfräsemaschinen mit der bemerkenswerthen Abänderung, daſs die Steuerung des
Tischwerkes mit Vermeidung der bekannten gelenkigen Seiten welle, welche bei starker
einseitiger Verschiebung des langen Tischschlittens oft Unzuträglichkeiten im
Antriebe bedingt, durchgeführt ist. Die Stufenscheibe für den Steuerungsbetrieb ist
am Ende der hohlgebohrten Fräsespindel angebracht, ihre Gegenscheibe aber am
Gestellfuſs und zwar in der Mittelebene der Maschine derart angeordnet, daſs durch
Vermittelung eines im Gestellfuſse befindlichen Wendegetriebwerkes eine stehende
Welle am Tischwinkel betrieben wird, von welcher eine wagerechte Welle abzweigt, von
der sämmtliche Bewegungen der Tischtheile abgeleitet werden. Hierzu ist am vorderen
Kopfende des Tischwinkels ein Gehäuse vorgesehen, in welchem sich die Aus- und
Einrückschlösser befinden, die durch die links sichtbaren Griffknöpfe bethätigt werden. Hiernach
kann sowohl der Tischwinkel gehoben und gesenkt, als auch der Grundschlitten
verschoben werden.
Weil zwischen Grundschlitten und Tischschlitten das erforderliche Drehstück
zwischengelegt ist, so kann die Uebertragung der Bewegung auf die Tischspindel nur
durch ein in der Drehungsachse liegendes, aus Winkelrädern zusammengesetztes
senkrechtes Zwischentriebwerk ermöglicht werden. Zu diesem Behufe ist die im
Tischschlitten lagernde Spindel mit einer Längsnuth versehen, während die
Spindelmutter am Drehstück festgemacht ist.
Fig. 8., Bd. 277, S. 168
Selbstverständlich können alle diese Tischbewegungen bei ausgerücktem Schloſswerk
auch mit Hand behufs Anstellung des Werkstückes an die Fräse durchgeführt werden,
sowie durch entsprechende Einstellung des Wendetriebwerkes jede einzelne
Tischbewegung selbsthätig auch im rückläufigen Gange ausführbar ist.
Die aus gehämmertem Guſsstahl verfertigte Fräsespindel hat 76 Durchmesser bei 114
Länge im Vorderlager, während der Spindeltheil im Hinterlager 50 Durchmesser und 102
Länge besitzt. Die gröſste der vier Stufenscheiben hat 279 Durchmesser, während das
Rädervorgelege eine achtfache Uebersetzung enthält.
Die 38mm groſse vordere kegelförmige Ausbohrung der
Spindel hat eine Verjüngung von 1 : 24 d.h. ½ auf 12 Zoll englische Länge, während
nach dem amerikanischen Normalkegel, dem sogen. Morse taper shank, die kegelförmige
Verjüngung der Bohrerschäfte, der Fräsespindelverlängerungen u. dgl. ⅝ Zoll auf 12
Zoll Länge beträgt.
Der Gegenspitzenhalter, ein Rundstab aus Guſsstahl von 95mm Durchmesser, kann nach Bedarf vorgeschoben und verdreht werden, um das
Arbeitsfeld freizulegen.
Der Tischschlitten, 1219mm lang und 235mm breit, erhält 845mm Längs- und
197mm Querverschiebung. Das Gewicht der
vollständigen Maschine ist zu 1170k angegeben.
Beaman und Smith's
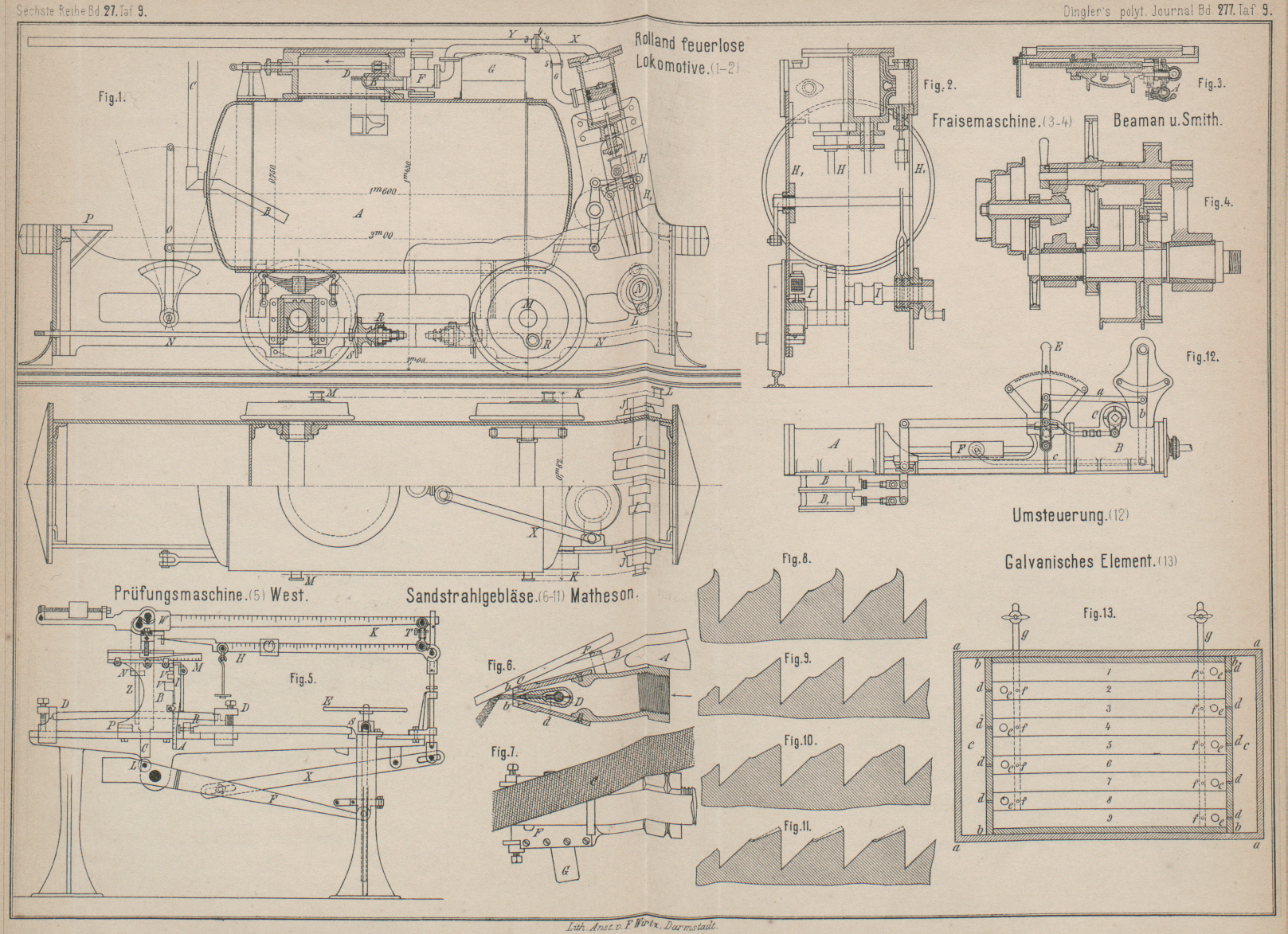
Doppelfräsemaschine (Fig. 9, sowie Fig. 3 und 4 auf Tafel 9).
Auf dem 2133 langen und 457mm breiten Hohlguſsbett
ist ein feststehender, sowie ein stellbarer Spindelstock gegensätzlich angebracht,
deren Bauart aus Fig. 9 ersichtlich ist. Nach American
Machinist 1889 Bd. 12 Nr. 34 * S. 1 haben die stählernen Spindeln (Fig. 3) in den
Lagerstellen 124 zu 165mm Durchmesser bezieh.
Länge im Vorderlager und 86 zu 127mm Durchmesser,
sowie Länge im Hinterlager.
Fig. 9., Bd. 277, S. 169
Die Antriebsscheibe von 406mm Durchmesser ist für
einen 140mm breiten Riemen bemessen, die
Räderübersetzung beträgt 1 : 4, während für den Wechsel der Umlaufszahlen je zwei
Stufenscheibenpaare am Deckenvorgelege vorgesehen sind. Um eine entsprechend groſse
Geschwindigkeit des Steuerriemens zu erzielen ist zwischen Spindel und Stufenscheibe
ein ins Rasche (3 : 1) übersetzendes Räderpaar eingeschaltet.
Der zwischen den beiden Spindelstöcken angeordnete Schlitten wird bloſs mit Hand
angestellt, ebenso wie der rechtsliegende Spindelstock nach dem Werkstücke angerückt
wird. Der Selbstbetrieb des Tischschlittens erfolgt durch eine Steuerwelle durch
Vermittelung eines Schneckentriebwerkes (Fig. 4) und eines
Stirnradpaares auf die dreigängige Schraubenspindel im Schlitten, deren Mutter an
der Tischunterseite angeschraubt ist. Der Vorschub der 1016mm langen und 305mm breiten Tischplatte reicht bis 610mm.
Vermöge Anschlagknaggen wird eine selbsthätige Ausrückung der Steuerung dadurch
herbeigeführt, daſs mittels eines Lagerhebels die Schnecke plötzlich auſser
Eingriff mit dem Schneckenrade gebracht wird. Um die Rückstellung des Tisches zu
beschleunigen, dient ein Winkelradpaar, das nur bei ausgerückter Schnecke in
Eingriff tritt und welches alsdann mittels einer Handradwelle betrieben werden kann.
Diese 2475k schwere Maschine wird von Beaman und Smith in Providence R. J. Amerika
gebaut.
Hulse's Doppelfräse (Fig. 12).
Zum Keilnuthenfräsen in Wellen, zum Ausfräsen der Aussparung in den Schafttheilen der
Kuppel und Kurbelstangen für Locomotiven u. dgl. Arbeiten ist nach Industries 1889 Bd. 7 * S. 269 die Doppelfräsemaschine
von Hulse und Co. in Manchester bestimmt.
Fig. 12., Bd. 277, S. 170
Das Werkstück wird zwischen den Fräsespindeln eingelegt und durch einen Reitstock und
einen selbstrichtenden Schraubstock in der vorgeschriebenen Lage gehalten. Die
selbständig betriebenen Spindeln laufen in gesonderten Lagertheilen, welche auf
einem Querschlitten gleiten, gegensätzlich und mittelrichtig gegen einander
verstellt werden können. Die, der Nuthlänge entsprechende Hubgröſse des Schlittens
wird vermöge eines besonderen Antriebes bewerkstelligt, indem mittels eines
vielstufigen Scheibenpaares ein Schneckenrad und damit Zahnräder und eine
Kurbelscheibe bethätigt wird, an deren Schlitz der Schubstangenbolzen sitzt.
Hiernach kann die Hubgröſse des Querschlittens entsprechend abgeändert werden,
während der achsiale Vorschub der Fräser, winkelrecht zur Schlitzlänge am
jedesmaligen Hubende durch eine Kammscheibe bewerkstelligt, welche sich am ersten
Stirnrade vorfindet. Damit wird eine längs des Bettes lagernde Steuerwelle in Schwingung
versetzt, wodurch die den Spindelstöcken zugehörigen Schrauben mittels
Schaltkegelwerke gesteuert werden. Anschlagknaggen, welche mittels Hebel auf
zwischengelegte Zahnscheibenkuppelungen der Schraubenspindeln wirken, begrenzen
durch Ausrückung der Schaltung selbsthätig die Tiefe der zu erzeugenden Nuthen. Nach
altem Sprachgebrauch würde diese Maschine eigentlich als doppelte liegende
Langlochbohrmaschine zu bezeichnen sein, was der ganzen Wirkungsweise nicht
entsprechend ist. Wenn auch der Zweizahn ein recht unvollkommenes Fräse Werkzeug
ist, so bleibt die Verwendung richtiger Fräsen bei derartigen Maschinen doch nicht
ausgeschlossen.
Pr.
Tafeln