| Titel: | Neue Holzbearbeitungsmaschinen. |
| Fundstelle: | Band 277, Jahrgang 1890, S. 313 |
| Download: | XML |
Neue Holzbearbeitungsmaschinen.
(Patentklasse 38. Schluſs des Berichtes S. 241 d.
Bd.)
Mit Abbildungen auf Tafel
15.
Neue Holzbearbeitungsmaschinen.
Schneiden von Zinken und
Zapfen.
Die Maschine von L. Furtwängler Söhne in Furtwangen (* D. R. P.
Nr. 52024 vom 21. August 1889) arbeitet mit einem rotirenden
Kreissägenblatte von gleicher Dicke mit der Weite der Zahnlücken. Der Zahnkranz ist
einerseits nach radialer Aufschneidung des Blattes in die Form einer Schraubenlinie
gebogen, und nimmt andererseits von der Aufschneidung an im Durchmesser spiralförmig
zu, so daſs, während das zu zinkende Brett durch eine mit dem Sägeblatt auf
derselben Welle befindliche Schraube parallel mit der Sägeblattachse vorgeschoben
wird, durch jede Umdrehung des Sägeblattes jedesmal eine Zinkenlücke geschnitten
wird.
Bei der Maschine von T. M. Bear in Colchester und H.
Ransom in Sudburg (* D. R. P. Nr. 51929 vom 19. Juli 1889) wird das Holz nach
einander in Schlitten, welche entsprechend den zu erzeugenden Zahnflanken schräg
gestellt sind, über Kreissägen vorgeschoben.
Zur Verwendung abgewinkelter Sägeblätter kehrt K. W. Ottstadt in
Kostheim bei Mainz (* D. R. P. Nr.
51836 vom 7. August 1889 und Nr. 51932 vom 20. August 1889) zurück, um
mit einem Sägeschnitt die Zahnlücke vollständig auszuschneiden.
Da jeder Zinken bezieh. jede Zinkenlücke drei Arbeitsflächen zeigt, zerfällt die
Herstellung der zu einer Verzinkung nöthigen doppelten Zinkenreihe im Allgemeinen in
sechs Stadien.
1) Herstellung der geraden Zinken, d.h. der Zinken, deren Flanken senkrecht zur
Brettfläche stehen.
Es sind zwei senkrecht bewegliche Sägegatter angeordnet, deren Blätter um die
Zinkenabstände von einander entfernt sind und mit der Gatterebene den Winkel bilden,
den je eine Zinkenflanke mit der Brettkante bildet. Zwei Führungstische dienen als
Auflage der zu bearbeitenden Brettstücke, deren Bewegungsrichtung dieselben Winkel
mit dem Gatter bildet und deren Bewegungsgröſse der Zinkenhöhe entspricht. Durch
Auflegen des Brettes auf diese Tische und Vorschub in die bewegten Gatter werden
nach einander zwei Einschnittreihen in der Brettkante hervorgebracht, welche die
Flanken der Zinken darstellen.
Um die in den Zinkenlücken noch stehenden Holzstücke vom Boden der Lücke loszulösen,
ist ein besonderes Sägeblatt construirt worden. Dieses besteht aus einem um eine
Längskante gebogenen Blechstreifen, dessen beide Flächen einen spitzen Winkel
zusammen bilden, welchen eine Zinkenlücke zeigt. Die eine der Flächen, die gezahnte,
hat die Form eines sehr spitzwinkeligen Dreiecks. Die oben befindliche Basis
desselben hat die Länge des Bodens einer Zinkenlücke; die der Biegungsachse gegenüberliegende Seite
trägt die Sägezähne. Der zweite Theil des Sägeblattes dient dadurch zur Führung und
zum Antriebe des ganzen Blattes, daſs er in die von den erwähnten Gattern gebildeten
Flankeneinschnitte so eingeführt wird, daſs der gezahnte Sägeblatttheil, in der
Ebene des Lückenbodens liegend, beim Herabziehen der Säge mittels des glatten
Theiles in diesem Boden durchschneidet, indem das gezahnte Dreieck sich dabei mit
der Achse des Sägeblattes in den Winkel der Zinkenlücke anlehnt und so den Zahndruck
aufnimmt.
2) Herstellung der schiefen Zinken, d.h. der Zinken, deren Flanken schief zur
Brettfläche stehen.
Die Flanken dieser Zinken stehen senkrecht zur Kantenfläche des Brettes bezieh. der
Kistenwand. Es sind zwei senkrecht bewegliche Gatter angeordnet, deren Sägeblätter
senkrecht zur Gatterebene und einzeln je in Zinkenabstand stehen, und zwar gemessen
in der Senkrechten auf eine der Zinkenflanken. Der Zuführungstisch für das
Arbeitsstück ist fest, senkrecht zur Gatterebene, aber gegen den Horizont um den
Zinkenwinkel geneigt. Durch symmetrische Anordnung der Gatter und Zuführungstische
und entsprechende Bearbeitung der Brettkante werden in dieser zwei Reihen gleich
tiefer schräger Einschnitte hergestellt, welche die Flanken der schiefen Zinken
darstellen.
Zur Abtrennung der die Zinkenlücken noch ausfüllenden Klötzchen wird ein ähnliches
Sägeblatt verwendet wie vorhin. Dasselbe ist in einem rechten Winkel gebogen und
wird senkrecht geführt; die Kistenwand liegt auf einem schrägen Zuführungstisch, so
daſs die Zinkenflanke, welche augenblicklich zur Führung des ungezahnten
Sägeblatttheiles dient, senkrecht steht. Die gegenüberliegende Flanke bildet dann
den doppelten Zinkenwinkel mit der Wagerechten. Hat also das Sägeblatt einen
annähernd senkrechten Schnitt, so wird am Ende zwischen den Sägezähnen und der Basis
der gegenüberliegenden Zinkenflanke ein undurchsägtes Dreieck stehen bleiben.
Dieses kann man absägen, indem man das Arbeitsstück auf einem symmetrisch gelegenen
Arbeitstische mit einer zur eben angewendeten symmetrisch wirkenden Säge bearbeitet.
Einfacher erreicht man die völlige Lostrennung, wenn man in dem oberen Theile der
Grundlinie der Sägezähne einen Knick so anbringt, daſs der oberste Theil derselben
die Richtung der zweiten Zinkenflanke hat, also am Ende des Sägeschnittes auf ihrer
Basis aufliegt.
Die Klötzchen, welche die Lücke zwischen den Zinken ausfüllen sollen ganz losgetrennt
werden, nachdem sie seitlich durch Sägen von den Zinkenflanken losgelöst sind.
Wollte man diese Aufgabe durch Sägearbeit lösen, so war inmitten einer Holzplatte
ein Sägeschnitt auszuführen, welcher scharf im Winkel zu einem vorhandenen
Sägeschnitt stand.
Um der Säge zu ermöglichen, den Schnitt zu beginnen, worin die ganze Schwierigkeit liegt, fängt
das Sägeblatt unten ganz spitz an, erhält aber die nöthige Festigkeit und den
Angriffspunkt für eine ziehende Kraft durch ein mit dem Sägeblatt s (Fig. 45 Taf. 14) aus
einem Stücke bestehendes zweites Blatt s1, welches in dem
Winkel zu dem Sägeblatt steht, welchen der auszuführende Schnitt mit dem vorhandenen
bildet, und welches sich unterhalb des Beginnes der Verzahnung fortsetzt. An diesem
Stück greift die Kraft an, welche das Blatt bewegt.
Fig. 45 zeigt
eine Säge zum Absägen der Klötzchen aus den Lücken gerader Zinken. Die beiden
Blätter s und s1 bilden hier einen spitzen Winkel. Das
Anschlagplättchen t dient zur richtigen Führung. Die
Säge schneidet den ganzen Zinkenboden mit einem Schnitte ab.
Korkenschneidemaschinen.
Die Maschine von O. Grahmann in Erfurt (* D. R. P. Nr.
47771 vom 25. September 1888) beabsichtigt die Herstellung cylindrischer
und kegelförmiger Korkstopfen.
Von dem eingeführten Korkstreifen wird zunächst mittels eines geraden, durch
Schlitten vorgeschobenen Messers ein Stück abgeschnitten, dieses von Klauen erfaſst
und in den Bereich eines Kreismessers gebracht, welches von einer Herzscheibe
beeinfluſst wird und den Umfang des Korkstückes abschneidet. Das Conischdrehen wird
durch Schrägstellung des Korkholzhalters erreicht.
Bei der Maschine von J. Liston in Glasgow (* D. R. P. Nr.
50195 vom 14. März 1889) wird die Korktafel zuerst in Streifen oder
Stangen von gleicher Breite geschnitten, dann werden diese Streifen in Stücke von
der Länge eines Korks getheilt und schlieſslich abgerundet. Die Maschine hat
umlaufende scheibenförmige Messer; für das Abrunden kann indessen auch statt der
Messerscheibe eine Schmirgelscheibe o. dgl. zur Anwendung kommen.
In jedem Falle wird die Messerscheibe oder die Schleifvorrichtung auf einer Welle
befestigt, die zweckmäſsig wagerecht gelagert ist und durch eine Riemenscheibe
u.s.w. mit erheblicher Geschwindigkeit angetrieben wird. In Verbindung mit jeder
Messerscheibe sind zu jeder Seite zwei kleine, runde Schleifsteine angeordnet, die
durch Berührung mit der Messerscheibe gedreht werden, wenn sie durch Federn gegen
die Scheibe gedrückt werden; es können die Schleifsteine natürlich auch besonders
angetrieben werden.
Die Korktafel wird von Hand in den ersten Mechanismus eingeführt, um durch die
Messerscheibe geschnitten zu werden; sie wird durch ein Gestell geführt, das nach
der Breite der zu schneidenden Korkstreifen einstellbar ist.
Die Maschine von J. Berthold in Klingenthal
i. S. (* D. R. P. Nr. 51981 vom 26. November
1889) bezweckt ein Durchbohren von Korkstopfen.
Die zu bohrenden Stücke werden in Futter eingesteckt, die sich in einer schaltweise drehbaren
Scheibe befinden. Das Bohrwerkzeug ist als Röhre gebildet und wird in entsprechende
Umdrehung versetzt, auſserdem aber auch während des Bohrens vorgeschoben und nach
beendigter Durchlochung zurückbewegt, wobei in letzterem Falle durch besondere
Einrichtung am Bohrer selbst der in letzterem sitzen gebliebene Bohrkern
ausgestoſsen wird. Während dieser Ausstoſsperiode findet eine schaltweise Verdrehung
der Revolverscheibe statt, so daſs für neuen Vorgang des Bohrers ein neues Stück vor
den letzteren gerückt ist, während der fertig gebohrte Theil nach einem
Ausstoſsmechanismus gelangt, durch welchen es aus dem Bohrfutter entfernt wird,
sobald der Bohrprozeſs des neuen Stückes beginnt. Auſserdem ist noch eine
Einrichtung getroffen, um den Bohrer vor Erwärmung zu schützen.
Bei Maschinen zum Schneiden von Korkholzstreifen bringen J.
Wieting und A. Heel in
Delmenhorst (* D. R. P. Nr. 52109 vom
17. November 1889) eine Schutzvorrichtung in Gestalt einer Druckplatte
an.
Vorrichtungen zum
Entrinden.
Die Maschine von L. Piette in Pilsen (* D. R. P. Nr.
47862 vom 25. August 1888) dient zum Entrinden von Holzstämmen.
Rotirende, den Holzstamm tragende Walzen liegen gegen einander geneigt, so daſs der
Stamm nicht nur um seine eigene Achse rotirt, sondern auch zugleich nach vorn
geschoben wird.
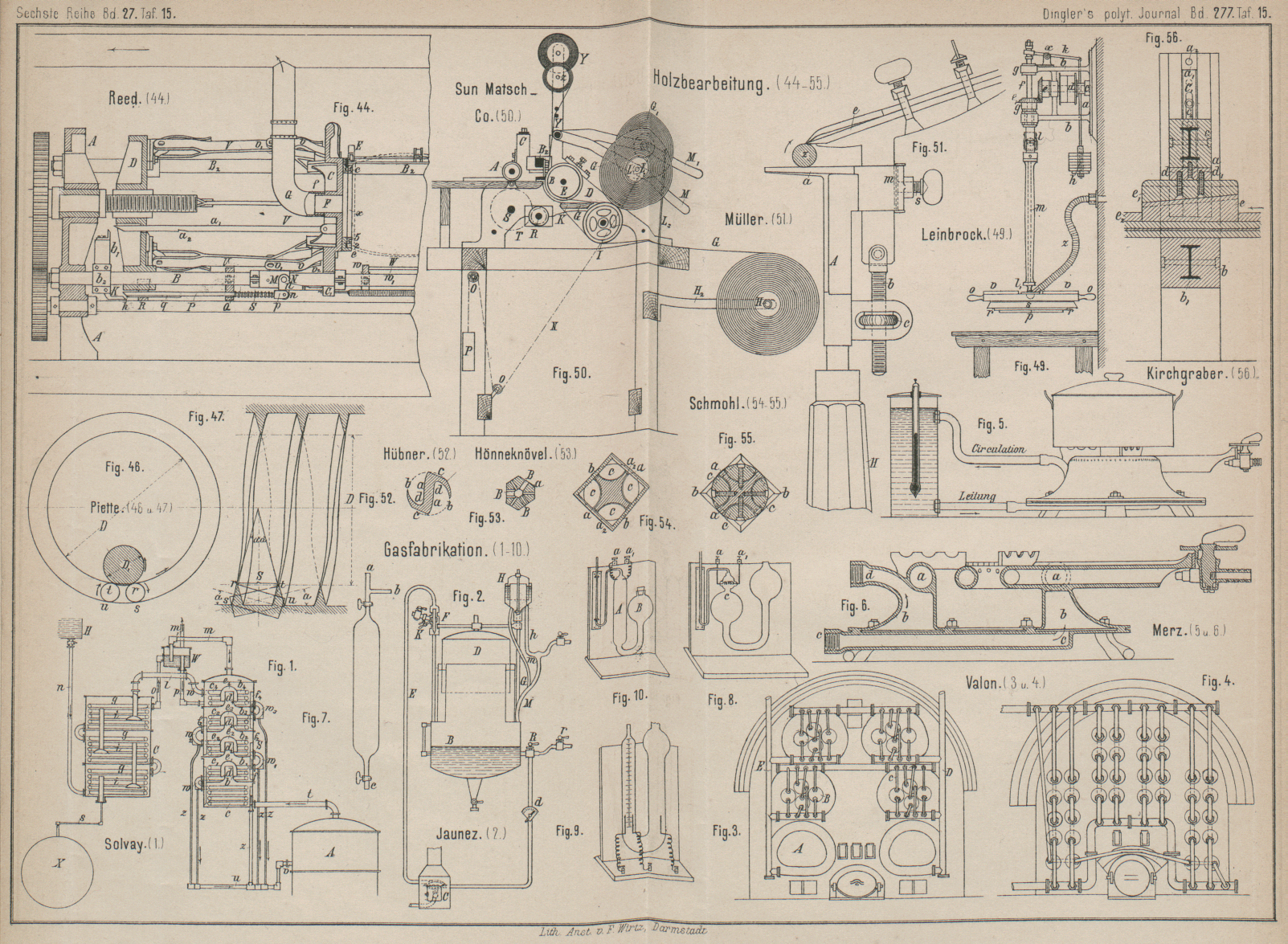
Die Achsen dieser Leitwalzen sind gegen die wagerechte Ebene unter dem Winkel α geneigt (Fig. 46 und 47 Taf. 15).
Die Walzen rotiren in einer Richtung und berühren den Baumstamm mit den Kreisen rs und tu, welche man als
Theile von schiefen Schraubenflächen denken kann, die vereinigt den scharfen
Gewindegang einer idealen Schraubenmutter bilden, deren Steigung S gleich der Entfernung der Berührungspunkte r und t und deren
Durchmesser D=\frac{S}{tang=\alpha}=S\,cotang\,\alpha ist.
Der Baumstamm wird nun durch die rotirenden Leitwalzen ebenfalls in drehende Bewegung
versetzt; da er aber auf den Kreisen rs und tu ruht, welche Theile von Gewindegängen sind, so wird
er sich nicht nur drehen, sondern sich bei einer Drehung auf den Gewindegängen
abrollen und dadurch auch eine fortschreitende Bewegung erhalten. Die
Geschwindigkeit dieser fortschreitenden Bewegung wird bei constanter Tourenzahl der
Leitwalzen abhängen von dem Verhältnisse des Stammdurchmessers D1 zum Durchmesser der
Schraubenlinie D und daher bei constantem
Stammdurchmesser einzig und allein abhängen vom Neigungswinkel α, da
D=\frac{S}{tang\,\alpha}=S\,cotang\,\alpha ist.
Bei jeder Umdrehung der Leitwalzen wird sich der Baumstamm um den Umfang πrs verdrehen. Würde der Stammdurchmesser D1 gleich sein dem
Durchmesser D der Schraubenlinie, so wäre der Vorschub
gleich der Steigung
S; da er aber kleiner ist, so wird sich auch der
Vorschub im Verhältnisse des Schraubendurchmessers zum Stammdurchmesser verkleinern,
und zwar wird der Vorschub gleich sein =S\,\frac{D_1}{D}.
Will man daher verschieden starke Baumstämme entrinden, ohne jedoch einmal einen
kleinen, das andere Mal einen groſsen Vorschub zu haben, so muſs man es in der Hand
haben, den Neigungswinkel a und damit den idealen
Durchmesser D der Schraubenlinie beliebig verändern zu
können, um das Verhältniſs \frac{D_1}{D} und damit den Vorschub
des Stammes constant zu erhalten.
Diese Veränderung des Neigungswinkels α erzielt man
durch Kniehebel und Schraubenmechanismus.
Durch eine gröſsere oder geringere Neigung der Walzen kann die axiale Bewegung des
Stammes vergröſsert oder vermindert werden.
Zu diesem Zwecke sind die Walzen auf Platten gelagert, welche um Achsen des
Schneckenvorgeleges drehbar sind und am entgegengesetzten Ende durch Kniehebel,
Verbindungsstangen und Schraube gleichzeitig gehoben und gesenkt werden können.
Der Stamm geht unter einem Fräser durch, dessen Welle, durch Kegelräder angetrieben,
in der mit Feder und Nuth versehenen Hülse verschiebbar ist; der Fräser liegt auf
dem Stamm durch sein eigenes Gewicht auf oder kann auch noch belastet werden.
Die Scheiben des rotirenden Fräsers gehen nicht durch dessen Mittelpunkt durch,
sondern sind in der Mitte stumpf, so daſs die Fräser in der Mitte einen stumpfen
Zapfen von etwa 15mm Durchmesser bilden, der aber
nicht über die Schneiden der Fräsermesser vorsteht.
Dieser stumpfe Zapfen verhindert das Eindringen des Fräsers in die Rinde und in das
Holz; kommt aber bei der Vorwärtsbewegung des Stammes ein Ast, Auswuchs u. dgl. an
den Fräser heran, so wird derselbe abgefräst.
Beabsichtigt man jedoch, mit diesem Fräser das Holz zugleich auch zu entrinden, so
hat man nur nöthig, die Achse des Fräsers gegen die Richtung des eingeschobenen
Stammes zu neigen.
Der stumpfe Zapfen verhindert auch dann das Eindringen des Fräsers in das Holz und
dient als Führung. Während die Fräsermesser bis zu ihren kleinsten Durchmessern alle
vorstehenden Auswüchse wegnehmen, nehmen dieselben beim weiteren Fortschreiten des
Stammes die Rinde ab. Deshalb ist die Lagerung der Fräserspindel drehbar, sobald die
Spindel weniger oder mehr geneigt werden kann, um weniger oder mehr oder sämmtliche
Rinde abzufräsen.
Um das Holz vollkommen bei möglichst kleinem Holzverluste zu entrinden, verwende man
rotirende Scheibenbürsten aus einem harten, federnden Material, und zwar vorzugsweise Stahldraht
(Stahlplättchen), welche, in Lagern um Achsen drehbar, durch Scheiben angetrieben
werden, durch ihr Eigengewicht belastet oder entlastet auf dem Stamme rotiren und
die Rinde abkratzen, das elastische Holz aber fast gar nicht angreifen.
Es können eine, zwei oder drei und mehr solcher Bürsten angewendet werden; auch ist
es vortheilhaft, den Stamm, nachdem er unter den ersten Bürsten hindurchgegangen
ist, unter Bürsten gehen zu lassen, welche in verkehrter Richtung rotiren.
Holzraspelmaschine von Dr. L Weitz in Hamburg (* D. R. P. Nr.
51367 vom 31. März 1889).
Bei der Verarbeitung von Färb- und Gerbhölzern mittels der Holzraspelmaschine kommt
es in vielen Fällen, wie z.B. bei der Vorbereitung von Quebrachoholz zu Gerbzwecken
und Zubereitung von anderen verhältniſsmäſsig werthvollen Farbhölzern zwecks
möglichster Ausnutzung des Gerb- oder Farbholzes, darauf an, einen äuſserst feinen,
gleichmäſsigen, weichen und wolligen (sogen. loheartigen) Span (unter Vermeidung von
Splittern und Müll) zu erhalten. Ferner besteht ein groſser Uebelstand darin, daſs
bei der bisherigen üblichen Vorlegemethode des Blockes (Flachfaser parallel zur
Trommelwelle) der Block sich häufig dreht und aus der Lade herausspringt. Es ist das
nicht allein ein groſser Uebelstand in Bezug auf Herstellung eines gleichmäſsigen
Productes, sondern auch für die Bedienung höchst gefährlich. Sodann wird durch
dadurch hervorgerufenes Aussetzen der Maschine die Leistungsfähigkeit
erniedrigt.
Bisher suchte man den loheartigen Span auf Maschinen mit trommelförmigem Messerkopf
dadurch zu erzielen, daſs man die an sich geraden Messer schräg einsetzte, und zwar
mit solcher Messerstellung, daſs dieselben nicht schnitten, sondern kratzten. Diese
kratzende Wirkung der Messer hat aber zur Folge, daſs dieselben in dem harten Holz
unverhältniſsmäſsig rasch stumpf werden, so daſs die Splitterbildung bald eine sehr
groſse und schlieſslich statt eigentlicher Späne fast nur Splitter, Staub und Müll
abgekratzt wurden.
Vorliegende Neuerung bezweckt, diese Uebelstände dadurch zu vermeiden, daſs die
Messer eine geeignetere Stellung zum Schneiden erhalten. Um durch Schneidwirkung der
Messer den gewünschten feinen und weichen Span zu erhalten, ist es erforderlich,
daſs die Messer in einen genau ausprobirten Winkel zur Blockfaser gestellt werden.
Dieser Winkel lieſse sich nun zwar dadurch erzielen, daſs man die Messer schräg über
die Trommel gehen läſst und den Block flach, d.h. so vorlegt, daſs die Faserrichtung
geneigt bis senkrecht zur Richtung der Welle des Messerkopfes ist, je nachdem die
Messer wagerecht oder geneigt stehen. Da die Erfahrung jedoch gezeigt hat, daſs
dieser Winkel, unter welchem die Messer gegen die Faserrichtung geführt werden müssen, ein ziemlich
bedeutender (etwa 30 bis 50°) ist, so würden die Messer eine so steile Schraubenform
erhalten, daſs nicht nur die Herstellung der Messer an sich, sondern vor Allem das
genaue Anschleifen derselben die gröſsten praktischen Schwierigkeiten bieten würde,
zumal wenn berücksichtigt wird, daſs es sich bei den für oben genannte Zwecke
verwendeten Holzraspelmaschinen um Spandicken von nur etwa 1/7 bis 1/10mm handelt.
Es leuchtet ohne Weiteres ein, daſs bei einem derart geringen Vorstehen der
Schneidkante der Messer schon die geringste Abweichung von der betreffenden
mathematischen Schraubenlinie die Erzielung eines gleichmäſsigen Spanes verhindert.
Es bietet also die Instandhaltung der Schneidkante solcher schraubenförmiger Messer
und das Einsetzen derselben – in Anbetracht der auſserordentlichen Genauigkeit, auf
welche es im vorliegenden Falle ankommt – zu groſse Schwierigkeiten, um das
vorgenannte System für gröſseren Betrieb in Verwendung zu bringen.
Nun ist neuerdings zwar der Vorschlag gemacht worden, die cylindrischen
Holzraspeltrommeln durch solche zu ersetzen, deren Mantel nach einem
Rotationshyperboloid ausgehöhlt ist, so daſs es angängig ist, gerade Messer in
schräger Stellung in den Trommelmantel einzusetzen. Wollte man bei dieser Art von
Raspeltrommel die erforderliche Schräge der Messer zur Holzfaser jedoch lediglich
durch Schrägstellung der geraden Messer erreichen, so würde die Aushöhlung der
Trommel so stark werden müssen, daſs der Block besonders nach den Messerenden zu
sehr gegen Hirn geschnitten und somit statt des elastischen weichen Spanes ein
harter brüchiger Span entstehen würde, welcher für den beabsichtigten Zweck werthlos
wäre.
Beide Verfahren sind also für die Praxis unbrauchbar. Nach vorliegender Erfindung
wird die gewünschte Schneidwirkung dadurch erzielt, daſs entweder die Messer gerade
über die cylindrische Trommel geführt und dem Block durch Schrägstellen der Lade
eine derart geneigte Lage gegeben wird, daſs die Faserrichtung mit der
Wellenrichtung den richtigen Winkel bildet, oder daſs sowohl den Messern auf der
Trommel, als auch der Holzlade eine geeignet schräge Lage gegeben wird, wobei in
letzterem Falle die Schräge der Messer jedoch nur so klein gewählt wird, daſs die
Herstellung des ausgehöhlten Rotationshyperboloids keine Schwierigkeiten bietet und
die Höhlung auch nicht so stark wird, daſs die Messer gegen Hirn schneiden.
Bei der ersten Einrichtung werden die Messer parallel zur Trommelachse in
Schneidstellung eingesetzt, erhalten also bei cylindrisch gearbeiteter Trommel eine
genau gerade Schneidkante und lassen sich daher leicht schleifen und einsetzen. Die
Vorschublade wird in schräger Lage vor dem Messerkopfe angeordnet. Irgend welche
technische Schwierigkeiten entstehen bei dieser Einrichtung nicht, vielmehr ist die
Bedienung der
Maschine, sowie deren Instandhaltung so einfach wie bei gerader Lage. Den Vorzug
verdient jedoch die zweite Einrichtung mit schwach hyperboloidisch ausgehöhlter
Trommel und wenig schräg gestellten Messern, da etwas schräg stehende Messer
leichter schneiden als ganz gerade gestellte. Die Lade wird hierbei ebenfalls so
schräg eingestellt, daſs der Boden derselben mit der Tangente an die Schneidkante
des Messers den geeigneten Winkel bildet.
Die Neigung zwischen der Schneidrichtung und der Holzfaserrichtung ist aus
praktischen Gründen derart zu vertheilen, daſs die Schrägstellung der Lade diejenige
der Messer auf der Trommel überwiegt.
Das vorliegende Schneidsystem läſst sich auch auf Maschinen mit
Planscheibenmesserkopf übertragen. Wird hierbei – bei schräg gestellter Lade – die
radiale Richtung der Messer, wie bisher üblich, beibehalten, so entsteht der
Uebelstand, daſs bei Innehaltung einer praktischen Gröſse der Maschine die Breite
der Lade nur verhältniſsmäſsig gering sein dürfte, so daſs die Leistung der Maschine
eine sehr geringe sein würde.
Behält man dagegen die gerade Stellung der Lade bei, und setzt die Messer schräg ein,
so tritt der Uebelstand ein, daſs der Schneidwinkel sich vom Eintritt bis zum
Austritt ungemein stark ändert, so daſs, wenn derselbe in der Mitte der Höhe etwa
die erforderliche Gröſse hat, der Schneidwinkel an den Enden einerseits fast bis auf
Null herabsinkt, andererseits aber viel zu groſs wird. Beide Mängel werden
beseitigt, wenn man sowohl die Lade bezieh. den Block, als auch die Messer schräg
einstellt. Der Neigungswinkel des Messers zur Faserrichtung verändert sich hierbei
zu Folge der Kreisbewegung der Messer zwar ebenfalls von der Eintrittsstelle bis zur
Austrittsstelle, immerhin bleibt derselbe bei geeigneter Schrägstellung der Lade so
groſs, daſs mit geringem Kraftaufwande ein gleichmäſsigerer Span erzielt wird als
bei den bisherigen Raspeln mit zur Messerkante paralleler Faserrichtung.
Aber selbst bei der durch die beschriebene Einrichtung erzielten günstigen
Schneidwirkung tritt die groſse Raumbeanspruchung der Maschine – bei
verhältniſsmäſsig geringer Leistungsfähigkeit – der vortheilhaften Verwendung für
groſsen Betrieb hindernd in den Weg.
Zwecks Erhöhung der Leistungsfähigkeit der Planscheibenraspel, sowie zur
gleichmäſsigeren Beanspruchung der Welle und der Lager derselben wird auch vor dem
aufgehenden Theil der Planscheibe eine zweite schräg gestellte Vorschublade
angebracht, in welcher das Holz durch einen Deckel bezieh. einen Bügel derart
festgehalten wird, daſs der in dieser Lade befindliche Block von unten nach oben
geschnitten wird. Es wird hierdurch ermöglicht, daſs eine einzige Messerscheibe
gleichzeitig zwei Blöcke zu ganz gleichartigem Producte verarbeitet und hierbei an einer Seite den
einen Block von oben nach unten und an der anderen Seite den zweiten Block von unten
nach oben schneidet. In allen vorerwähnten Fällen wird durch die schräge Lage der
Messerschneidkante zur Faserrichtung – bei geringstem Kraftaufwande – ein äuſserst
feiner, weicher und gleichmäſsiger Span erhalten und das Entstehen von Splitter,
Holzstaub und Müll zu Folge der richtigen Schneidwirkung der Messer vollständig
beseitigt, während bei den bisher gebräuchlichen Raspelmaschinen, bei welchen der
Span mehr abgequetscht und abgekratzt wird, nicht nur mehr Kraft verbraucht wird,
sondern auſser dem ungleichmäſsigen Producte auch sehr viel Müll und Splitter
entstehen.
Bei der Maschine zur Herstellung von Zündholzschachteln
von F.
Lundgreen in Stockholm (* D. R. P. Nr. 48678 vom 10. Oktober
1888) muſs sowohl das Fournir wie auch das zum Bekleben der Schachteln
dienende Papier im Voraus zugeschnitten sein.
Die Fournire sind mit Querritzen versehen, um gefaltet werden zu können, und die
Papierstücke enthalten von vornherein aufgedruckte Etiquette, so daſs das besondere
Aufkleben der Etiquette fortfällt. Die Maschine enthält einen festen Dorn, an
welchem das Fournir gefaltet und mit dem Papier beklebt wird. Nachdem das Fournir an
diesen Dorn herangeführt worden, wird es an zwei Seiten gleichzeitig und
schlieſslich an der vierten Seite des Dornes gefaltet. Das bekleisterte Papier wird
auf zwei Seiten des gefalteten und zusammengehaltenen Fournirs gleichzeitig und
schlieſslich auf die untere Seite des Fournirs geklebt, und zwar wird das Fournir
für diese Operationen auf dem festen Dorne von einer Stelle nach der anderen
verschoben und gelangt dadurch in den Bereich der betreffenden Arbeitswerkzeuge.
Zum Bohren von Bürsten- und Besenhölzern ist von G. und T. Shaw und J. P.
Ditchfield in Ashton, England (*
D. R. P. Nr. 51127 vom 23. August 1889) eine Maschine
erfunden.
Die zu bohrenden Stücke werden zwischen Backen eingespannt, deren Traggestell sowohl
in Längsrichtung der Maschine verschoben, als auch in wagerechter und senkrechter
Richtung gedreht werden kann, um eine Lochplatte, nach deren Löcheranordnung das
Bohren stattfindet, auf einen festliegenden Führungsstift bringen und vorziehen zu
können. Je nachdem man das eine oder andere Loch dieser mit dem Backentraggestelle
verbundenen Lochplatte wählt, treten entsprechende Stellen des zu bohrenden Stückes
dem Bohrer gegenüber. Die Lochplatte kann so viel Löcher enthalten, wie sie in das
Stück eingebohrt werden sollen, sie kann aber auch weniger Löcher enthalten, es
findet dann das Einbohren der noch fehlenden Löcher später statt. Für die
Längsverschiebung ist das Backentraggestell in Verbindung mit einem im Hauptgestelle
geführten Schieber, und in das eine oder andere der in diesem enthaltenen Löcher
kann man einen Stift einstecken, um welchen dann das Traggestell mit den Backen
sich drehen läſst, während Arme der Lochplatte durch ihre Verbindung mit einem
Querhaupte eine Drehung in senkrechter Ebene ermöglichen. Die Einspannbacken können
mittels Rechts- und Linksgewinde tragender Schraubenspindeln, die im Traggestelle
drehbar sind, gegen und von einander gerückt werden. Zwischen der genannten
Lochplatte und diesen Schraubenspindeln befindet sich der Spindelstock für die mit
Antriebsscheibe versehene Bohrspindel, so daſs in dem Maſse, wie man die Lochplatte
über den festen Führungsstift vorzieht, auch das von den Backen gehaltene Holz gegen
den Bohrer vorrückt und gebohrt wird; die Tiefe der zu bohrenden Löcher kann durch
einen Anschlag bemessen werden. Dadurch, daſs man den Einsteckstift, an welchem das
Backentraggestell sich drehen läſst, in gröſserem oder kleinerem Abstande von der
Lochplatte einsteckt, läſst sich eine geringere oder gröſsere Divergenz in den
Richtungen der zu bohrenden Fassungslöcher erreichen.
Maschine zum Auskehlen von Grubenhölzern von H. Bannerth und J. Janácek in
Nievices (* D. R. P. Nr. 50198 vom 3.
Mai 1889).
Um beim Streckenbau die Kappenhölzer auf den Stempeln lagern zu können, werden diese
letzteren ausgekehlt, und zwar geschieht dies von Hand mittels Beiles. Hierdurch
werden viele Stempel verhauen bezieh. unbrauchbar gemacht; sind sie unrichtig
ausgekehlt, so werden sie durch den geringsten Druck der Kappe gespalten, wodurch
die Sicherheit der Strecken gefährdet wird.
Auf den Stempelkopf A (Fig. 48 Taf. 14) wird der
Fräs- bezieh. Kehlapparat B geschoben und mittels
Schrauben befestigt. Die cylindrische Welle D, welche
in den Führungsarmen E und F gelagert ist, hat in ihrem hinteren Theile Gewinde, welches in dem
Muttergewinde G läuft; die Welle endet in ein Vierkant,
worauf die Kurbel H befestigt ist.
Auf dem gezeichneten Theile der Welle sitzt der Stahlfräser J. Die Fräser erhalten für verschieden harte Hölzer entsprechende Formen
bezieh. werden dieselben je nach den Kappenabmessungen gröſser oder kleiner
gewählt.
In Fig. 48 ist
ein Fräser für weiche Hölzer dargestellt. Ersterer hat zwei Vorschneider aa1 und zwei
hobelmesserartige Nachschneider bb1, letzterer einen gezahnten sägenartigen Vorsprung
und Nachschneider.
Das Auskehlen geschieht auf die Weise, daſs an der Kurbel gedreht und hierdurch der
Fräser in rotirende Bewegung versetzt bezieh. durch das Gewinde vorgeschoben wird,
wodurch das Holz ausgefräst wird.
Schleifmaschine von W. Leinbrock in
Gottleuba (* D. R. P. Nr. 50615 vom
30. April 1890), Fig. 49 Taf. 15.
Der Apparat ist mittels der Lagerplatte a an der Wand
befestigt und an zwei wagerechten Armen bb aufgehängt.
Zwischen diesen steht die Achse c für die
Riemenscheiben d und das Zahnrad e. Die senkrechte Welle f ist in ihren Lagern
gg verschiebbar und wird durch eine Kamm- und Nuth
Verbindung an dem Zahnrade e1 in Drehung gesetzt. Ein um x drehbarer, mit
Gewicht h belasteter Hebel k zieht die Welle nach oben. Mittels eines Universal- oder Kugelgelenkes
l ist an der Welle f
die Stange m befestigt, an deren anderem Ende ebenfalls
mittels Universal- oder Kugelgelenkes l1 die Schleifplatte angebracht ist. Dieselbe besteht
aus der mit zwei Handgriffen o versehenen Platte n, dem Futter q, dem
Polster p, sowie einem Schirme s. Das Schleifmittel, Schmirgelpapier o. dgl., wird auf das Polster p gelegt und mittels des Ringes r, welcher über das Futter q geschraubt wird,
gehalten.
Die Platte n ist nach unten mit Durchbrechungen t versehen, die in Rinnen u münden. Nach oben sind letztere durch Bleche v abgedeckt. Seitlich mündet ein gebogenes Rohr w mit seinen beiden Enden in die Rinnen u und
ist durch einen Schlauch z mit dem Gebläse, welches den
Staub abzieht, verbunden.
Während bei der Arbeit die Platte n mit den Handriffen
o und dem an ihr befestigten Schirme s feststeht, drehen sich das Futter q nebst dem Polster p in
Folge ihrer Verbindung mit dem Universal- oder Kugelgelenk l1. Der Arbeiter ist durch diese pendelnde
Aufhängung der Schleifplatte in Stand gesetzt, den Apparat nach allen Seiten zu
drehen und zu wenden, sowie mit der ganzen Schleiffläche oder nur einem Theile das
Arbeitsstück zu berühren.
Maschine zum Schneiden und Ordnen von Zündhölzern der
Sun
Match Company United in London (* D. R. P. Nr. 48620 vom 2. November
1888). Das Holzfournir, von welchem die einzelnen Stöckchen abgeschnitten
werden, wird zwischen den Walzen A und A1 (Fig. 50 Taf. 15) einem an
der Schiene B2
befestigten und mit dieser in Führungen C des Gestelles
D auf und nieder bewegten Messer zugeführt, welches
bei jedem Niedergange ein Stöckchen von entsprechender Breite abschneidet. Die
abgeschnittenen Stöckchen fallen zwischen die mit elastischem Material bedeckte
Walze E und eine diese eng umgebende Fläche F, wodurch bei der Bewegung der ersteren die Hölzer
einem Bande G zugeführt werden, welches auf eine in
einem Bock H2 gelagerte
Spindel H aufgerollt ist und über die Führungsrolle S und die Platte K zur
Walze L2, welche auf
den Zapfen L gelagert ist, geleitet wird.
Die Zapfen L sind auf einem bewegbaren Arme M gelagert, welche durch die über Rollen OO geleitete und durch das Gewicht P beschwerte Schnur N
derart nach unten gezogen wird, daſs das auf die Spindel L2 aufgerollte Gewebe sich jederzeit gegen
die Walze J legt. Die auf und nieder gehende Bewegung
des Messers B wird durch das Excenter Q vermittelt, dessen Welle R durch Zahnradgetriebe T von der Hauptwelle
S bewegt wird, während Hebel U die Bewegung des Excenters auf B2 übertragen. Einer
der Hebel U ist mit einer festen Klinke V versehen, welche bei jedesmaligem Rückgange des
Messers (also nachdem
ein Hölzchen abgeschnitten ist) mit der Verzahnung eines Sperrrades W in Eingriff gebracht wird und dieses um eine
Zahntheilung vorwärts bewegt. Das Zahnrad W ist mit der
Zuführungswalze A auf einer Welle befestigt, so daſs
bei der Bewegung des Zahnrades W auch eine
entsprechende Drehung der Zuführungswalzen und damit ein Vorschieben des
Holzfournirs erfolgt. Die Länge der Verschiebung entspricht also dem Hube des
Messers bezieh. der Stärke des Holzfournirs; es werden daher jederzeit Hölzer von
derselben Breite, als die Stärke des Fournirs beträgt, abgeschnitten werden. Die
abgeschnittenen Hölzer fallen nun zwischen die Walze E
und die letztere umgebende Fläche F, werden bei
Bewegung der Walze E in bestimmten Entfernungen von
einander geordnet und dem Tuche G zugeführt. Die Enden
der Hölzer ragen auf beiden Seiten des Tuches G
hervor.
Durch entsprechende Wechselräder kann die Geschwindigkeit der Walzen J und E in Bezug auf die
intermittirende Bewegung der Zuführungswalzen A variirt
werden und damit die Entfernung der einzelnen Hölzer von einander auf dem Tuche G entsprechend eingerichtet werden.
Die Führungswalze J wird durch Zahnradgetriebe X entsprechend der Walze E
bewegt und setzt die mit dem Gewebe G an ihr anliegende
Walze L2 in Bewegung,
welche das Tuch G mit den darauf befindlichen Hölzern
aufwickelt.
Die letzteren werden also spiralförmig zwischen dem Tuche G auf die Walze L gewickelt und können,
sobald das gesammte Tuch von H auf L2 übergegangen, mit
letzterem abgenommen, in die Zündflüssigkeit getaucht und nachher getrocknet
werden.
Um das Abwinden des Bandes G zu erleichtern, nachdem die
Hölzer in die Zündflüssigkeit eingetaucht sind, wickelt sich ein Band Y in gleichem Sinne wie das Tuch G auf die Walze L2, so daſs die Hölzer sich zwischen Tuch G und Band Y befinden.
Letzteres ist auf eine Walze Z gewickelt, geht in einer
Aussparung e über die Walze E und ist dann auf der Walze L2 befestigt.
Diese Maschine ist zum Abschneiden zweier Hölzer eingerichtet und ist demgemäſs auch
noch eine zweite Walze H1, ein zweites Tuch G1 und Band G1 vorgesehen. Es können auch drei oder
mehr Hölzer zugleich geschnitten und fortgeschafft werden durch einfache
Vervielfältigung der einzelnen Theile.
Holzwollemaschine von Anthon und Sohne in
Flensburg (* D. R. P. Nr. 47866 vom 4. Januar 1889).
Der Schlitten enthält zwei Gruppen von Messern, die mit ihren Schneiden einander
zugekehrt sind und von denen jede auf ein besonderes Holzstück wirkt, derart, daſs
die Messer der einen Gruppe beim Vorwärtsgange diejenigen der anderen Gruppe beim
Rückwärtsgange des Schlittens schneiden. Jede Gruppe kann aus einem oder mehreren
einander parallel stehenden Messern bestehen, die das betreffende Holzstück nur in einer einzigen
Richtung hobeln. Die Maschine wird also sowohl im Vorwärts- wie im Rückgange Späne
abtrennen, dagegen wird jedes einzelne Holzstück nur in einer einzigen Richtung
bearbeitet; durch richtiges Einsetzen des Holzes in die Walzen kann man stets die
günstigste Faserrichtung in Uebereinstimmung mit der Schnittrichtung bringen.
Vor dem Schlitten befinden sich drei Gruppen von gezahnten Schaltwalzen, welche das
eingespannte Holz allmählich den Messern zuführen. Die mittlere Walzengruppe besteht
aus zwei den ganzen Schlitten übergreifenden, fest gelagerten Walzen, von denen jede
ihren gesonderten Antrieb durch Schneckenräder und Schnecken erhält.
Die äuſseren Walzengruppen bestehen aus je zwei kürzeren Walzen, von denen jede bis
in die Mitte des Schlittens reicht und unabhängig von der anderen in einer Führung
mittels Schraube und Handrades in der Längsrichtung des Schlittens parallel
verschoben werden kann. Jede dieser kürzeren Walzen hat ihren gesonderten
Antrieb.
Durch diese Anordnung der Walzen ist man in den Stand gesetzt, vier gesonderte
Holzstücke, die zudem ungleiche Länge haben dürfen, gleichzeitig in die Maschine
einzuspannen. Damit die Hölzer sich während des Verschiebens nicht lockern können,
wird der Druck der verschiebbaren Walzen durch eingeschaltete starke Spiralfedern
etwas elastisch gemacht. Um die beiden neben einander liegenden Hölzer bequemer
einsetzen zu können, werden sie durch eine dünne Zwischenplatte von einander
getrennt. Die beiden mittleren durchgehenden und festgelagerten Walzen nehmen den
Stoſs der Messer auf das Holz auf.
Will man statt vier einzelner Holzstücke nur zwei von gröſserer Breite einspannen, so
gestattet dies die beschriebene Einrichtung ohne Weiteres, wenn man die
Zwischenplatte entfernt. Wenn demnach einer Maschine durch Verbreiterung der Messer
eine gröſsere Schnittfläche gegeben wird, so ist man der beschriebenen Einrichtung
zufolge nicht mehr daran gebunden, um die Maschine thunlichst auszunutzen,
ausschlieſslich solche Holzstücke einzuspannen, die der gröſseren Messerbreite
entsprechen, sondern man kann auch schmalere Holzstücke mit gleichem Vortheile
verarbeiten, indem man nur statt zwei breiter Hölzer vier von der halben Breite
einzuspannen hat.
Zur Fournirung von Hölzern schlägt C.
Zander in Gr. Wanzleben (* D. R. P. Nr. 51110 vom 31. März 1889) vor, die Blindhölzer
vorher aufzulockern und ihr eigenes Fasergefüge zu zerreiſsen, so daſs dem Verziehen
vorgebeugt wird.
Biegsame Fournirplatten stellt C. Heepe
in Bockenheim-Frankfurt (* D. R. P. Nr.
51711 vom 18. August 1889) durch Einleimen eines weitmaschigen Gewebes
her.
Maschinen zum Bemustern von
Holzplatten.
Die Herstellung sogen. Brandmuster, d.h. in die Holzoberfläche eingebrannter
Verzierungen, hat besonders für Deutschland eine groſse Wichtigkeit für die
Möbeltischlerei erlangt. Die Brandmuster werden in groſsen Mengen als Ersatz für
Intarsiaplatten verwendet.
Nach dem Verfahren von A. Guatari in Asnières,
Frankreich (* D. R. P. Nr. 48680 vom 28. Oktober
1888), wird das zu bearbeitende Holz so angeordnet, daſs das Bild auf der
zu den Fasern senkrechten Fläche hervorgebracht wird. Die so behandelten gebrannten
Holzflächen werden alsdann in heiſsem Wasser der Einwirkung von rotirenden Bürsten
ausgesetzt, hierauf getrocknet, nochmals gebürstet und alsdann in einer
Preſsvorrichtung fertig gepreſst.
Die eisernen Preſsformen werden stets rothglühend erhalten.
W. W.
Krutsch in Fort Scott, Nordamerika (*
D. R. P. Nr. 51114 vom 21. Mai 1889) verwendet zur
Herstellung gröſserer Verzierungen Ringe, auf deren Umfang die Muster eingeprägt
sind. Um diese Ringe leicht in die Maschine einzuführen, sind dieselben offen
bezieh. geschlitzt.
Bei der Maschine von E. W. Alleigh in Minneapolis (* D. R. P.
Nr. 51830 vom 3. April 1889) wird ein mit dem Muster versehener Ring in
Nuthen auf dem Umfange der Preſswalze befestigt. Letztere wird nicht selbsthätig
angetrieben, sondern erhält ihre Bewegung von dem unter ihr fortgeschobenen
Arbeitsstücke.
Nach dem Verfahren von L. Seligsohn in Berlin (* D. R. P. Nr.
47802 vom 22. April 1888) werden Reliefmuster erhaben aufgebrannt und die
erhabenen Stellen dann in die Ebene des Holzes niedergedrückt.
Das Verfahren benöthigt zweierlei Plattensorten, erstens derjenigen zur Erzeugung der
Reliefmuster und derjenigen zum Niederdrücken der nicht gebrannten Reliefstellen in
die Grundebene der Reliefmuster. Man kann jedoch dieses Verfahren dahin
vereinfachen, daſs man ein einziges Plattenpaar in Anwendung bringt, dessen eine
Platte das Muster in Relief enthält, und bei welcher die nicht gemusterten Stellen,
also diejenigen, welche auf der fertigen Holzverzierung nicht gebrannt sein sollen,
in gleicher Höhe mit dem Muster liegen, jedoch aus anderem, die Wärme durchaus nicht
leitendem Material hergestellt sind. Derartige Platten können z.B. aus Stahl oder
anderem, die Wärme gut leitendem Metalle hergestellt werden, in welchem die nicht
gemusterten Stellen vertieft sind, also so, daſs das Muster gewissermaſsen aus der
Platte herauszutreten scheint, und welche vertieften Stellen mit einer Mischung von
Asbest und Glaserkitt oder einem anderen nicht leitenden Material ausgestopft sind.
Hierbei müssen selbstredend die die Wärme nicht leitenden Stellen der Platte die
gleiche Festigkeit haben wie die gemusterten Stellen. Beim Erhitzen der Platte in
der im Hauptpatente beschriebenen Weise geben dann bloſs die gemusterten Stellen dem
Holze ihre Wärme ab
und bewirken die Färbung desselben, während die nicht gemusterten Stellen der Platte
ungefärbt bleiben. Dagegen werden die nicht gebrannten Reliefstellen gleichzeitig
während des Brennens in die Grundebene der gebrannten Reliefstellen
niedergedrückt.
Das bisher benutzte Decoupirverfahren bei Holzplatten mittels Laub- oder
Decoupirsäge, welches eine Abtrennung und Ausschneidung senkrecht zur Holzplatte
bewirkte, ist, abgesehen von seinem groſsen Kosten- und Zeitaufwand, für fournirte
Holzplatten nicht brauchbar, da an den Abtrennungsflächen die minderwerthigen
Holzunterlagen zum Vorschein kommen und keinen Fournirbelag zeigen. Sind diese
fournirten Holzplatten nun gar noch reliefartig gepreſst, so daſs die abfallenden
Flächen einen Theil des Musters bilden, also zum Muster gehören, so würden bei
Decoupirung nach gewöhnlichem Verfahren, bei welchem stets auch noch ein
nachträgliches Befeilen der Schnittfläche nothwendig ist, die fournirten, geprägten
Flächen von einem Streifen minderwerthigen Holzes umrahmt und die Verwerthung
derartiger Muster in der Praxis unmöglich sein, da die senkrechte Schnittfläche das
minderwerthige Holz vortreten läſst.
Dieses Decoupirverfahren ist bei geprägten fournirten Platten des erlangten Productes
wegen gewerblich unverwerthbar; es ist aber auch, da jedes einzelne Muster
ausgeschnitten und dann befeilt werden muſs, besonders bei reichen Formen des
Musters, umständlich und theuer, weil jede der gepreſsten Platten einzeln und nicht
packetweise, wie bei ebenen Platten, bearbeitet werden muſs.
Es wird deshalb von H. Dosterhill in Berlin (* D. R. P. Nr.
49632 vom 9. Februar 1889) nachfolgend beschriebenes Verfahren
vorgeschlagen, bei welchem die in geeigneter Tiefe mit conisch abfallenden Rändern
gepreſste Platte durch eine Kreis- oder Bandsäge parallel ihrer Preſsebene mit einem
Schnitte so in zwei Theile zerlegt wird, daſs der obere Theil die gewünschten
Musterumrisse und Durchbrechungen zeigt, während der oder die unteren Abschnitte
bezieh. Abfälle aus den tiefer als die Schnittebene liegenden, d.h. vorher
niedergepreſsten Holztheilen bestehen.
Dieses Decoupirverfahren ersetzt durch die Preſs- und Schnittoperation die
Holzschnitzerei in Bezug auf jedes Muster und liefert ein äuſserlich gleiches und
auch gleichwertiges Fabrikat; es liefert die schwierigsten äuſseren und inneren
Muster, also auch mit Durchbrechungen, in vollster Reinheit; jeder sichtbare Theil
des gepreſsten und contourirten bezieh. durchbrochenen Fabrikates ist mit dem
Fournirüberzuge versehen, und dadurch ist die gewerbliche Verwerthbarkeit des
Productes erreicht; es ermöglicht die Massenproduction, da die Preſs- und
Schnittoperationen nur kurze Zeit, die letztere kaum eine halbe Minute dauert,
während dieselbe Arbeit nach dem bisherigen Decoupirverfahren ganze Stunden
erfordert und bei subtilen und complicirten Gegenständen das fortwährende Wenden und
Erschüttern, das Umspannen der Säge vielfache Beschädigungen und Brüche
herbeiführt.
Die Fabrikation der gepreſsten und fournirten Reliefs., welche mit ausgeschnittenem
Rande bezieh. mit Durchbrechungen versehen werden, kann in verschiedener Weise
ausgeführt werden; der Erfinder wendet vorzugsweise folgendes Fabrikationsverfahren
an: Es werden Holzplatten von je 0,5 bis 3mm
Stärke mit einem bei etwa 90° flüssig werdenden und bei höherer sowie niedrigerer
Temperatur festen Bindemittel (Albumin, Caseïn) bestrichen. Von diesen bei
gewöhnlicher Temperatur trockenen und nicht klebenden Platten werden mehrere auf
einander gelegt, und zwar kreuzweise zu ihren Fasern, und darüber eine oder mehrere
dünne Fournirplatten gelegt, welche in gleicher Weise präparirt sind. Nur die
Deckfournirplatte bleibt auf ihrer freien Oberseite unpräparirt, ebenso wie die
Unterseite der untersten Holzplatte, um ein Ankleben an die Preſsform zu vermeiden.
Zwischen Fournirplatten und Holzplatten bringt man passend noch eine
Leinwandschicht, um das Reiſsen der Fournirplatten zu vermeiden.
Die so auf einander gelegten Platten werden in einer erhitzten Preſsform
(hydraulische Presse), die das Reliefmuster (positiv und negativ) trägt, einem
Drucke von 250at etwa je nach Gröſse 2 bis 7
Minuten lang ausgesetzt; das dabei erhitzte Bindemittel wird zuerst flüssig, so daſs
eine innige Verbindung aller Platten und Fournire eintritt, und erstarrt, nachdem
die erhitzten Preſsformen den Holzplatten die dazu genügende Temperatur mitgetheilt
haben.
Die fertige, aus der Preſsform gewonnene Reliefplatte wird nun an einer
Führungsleiste entlang gegen das betreffende, parallel zur Preſsebene des Reliefs
gerichtete Schneidinstrument (am besten gegen eine Kreis- oder Bandsäge) geführt, so
daſs das Schneidwerkzeug die Reliefplatte genau in der Höhe durchschneidet, in
welcher die entstehenden Umrisse der ausgeschnittenen Obertheile den gewünschten
Musterumrissen oder Durchbrechungen entsprechen.
Alle diejenigen Theile des Reliefs werden als Durchbrechungen auftreten, welche sich
links von der Schnittebene der Kreis- oder Bandsäge befinden, also tiefer durch die
Pressung niedergedrückt sind als die Theile des Reliefs. Die ganze sichtbare
Relieffläche der Theile wird dann mit Fournirbelag versehen sein.
Tischlerwerkzeuge.
Der Rundzapfenhobel von D. F. G. Müller in Hamburg (* D. R. P. Nr.
50204 vom 2. Juli 1889) ist bestimmt zur Herstellung von Zapfen, welche
genaue Dicke haben sollen, um in Bohrungen bestimmter Gröſse zu passen. Der
Drechsler benutzt gegenwärtig eine Lehre oder einen Tasterzirkel, um die gleiche
Dicke einer Anzahl Zapfen herzustellen, während das neue Werkzeug zugleich Meiſsel
und Taster ist und den Zapfen sicher auf die eingestellte Weite des Instrumentes, welche der gewünschten
Dicke entspricht, bearbeitet.
An einem in dem Handgriffe H befestigten Metallstücke
A befindet sich vorn der mit gerader Vorderfläche
versehene Winkel a. Nach der diesem Winkel
entgegengesetzten Seite ist die Führungshülse m
angeordnet, in welcher ein durch Schraube b und Mutter
c verstellbarer und durch Setzschraube s feststellbarer Körper K
verschiebbar gelagert ist, auf welchem, schräg gegen den Winkel a gerichtet, der Meiſsel e
angebracht ist. Durch Verstellung der Schraube s kann
der Meiſsel mehr oder weniger von dem Winkel a entfernt
werden, um dadurch einen zwischen Meiſsel und Winkel gebrachten Zapfen auf die
genaue Entfernung zwischen beiden Theilen bearbeiten zu können.
Indem man in der Weise, wie die Zeichnung angibt, das Werkzeug über einen auf der
Drehbank rotirenden Zapfen z niederführt, wird dessen
Dicke genau auf diesen Abstand des Meiſsels vom Winkel bearbeitet. Es ist demnach
nun leicht, eine Anzahl genau gleich dicker Zapfen herzustellen, ohne daſs weiteres
Messen erforderlich ist.
Die bis jetzt gebräuchlichen Löffelbohrer sind
einschneidig und haben den Nachtheil, daſs sich dieselben beim Gebrauche festsetzen
und stets aus dem Bohrloche herausgenommen werden müssen, wenn der Bohrer um die
Länge seines Löffels in das Holz eingedrungen ist, um die Bohrspäne aus dem
Bohrloche zu entfernen, weil durch das Festsetzen der Bohrspäne der Bohrer nicht im
Stande ist, die letzteren auszuwerfen.
Durch die Anordnung von A. Hübner in Berlin (* D. R. P. Nr.
50859 vom 8. September 1889) werden die beschriebenen Uebelstände
beseitigt, weil die Schneiden des Bohrers derart beschaffen sind, daſs der
Spanauswurf und die Arbeitsleistung sich auf mehrere Schneiden vertheilt.
Der Bohrkörper a (Fig. 52) hat die
Ausdehnung der lichten Weite des Loches; an den Enden des ersteren setzen sich
flügelartig die concentrisch angeordneten Schneiden bb
an. Die Schneiden haben theilweise eine concentrische Rundung, sind jedoch nach dem
Bohrkörper zu mit Flächen cc versehen, um die Reibung
des Bohrers an den Lochwandungen möglichst herabzusetzen. Die Schneiden bb und die Flächen cc
verlaufen unter einem gewissen Winkel zur Spitze, damit der Bohrer gleichmäſsig
vorschneidet und allmählich in das Holz eindringt. Durch die ganze Länge des
Bohrkörpers gehen bei dem doppelschneidigen Bohrer zwei Nuthen dd, welche zur Aufnahme der Späne dienen und den
Spanauswurf durch Nachdrängen der Späne, welche von der Spitze geschnitten werden,
an mehreren Stellen bewirken.
Um kleine wie groſse Bohrer sicher in dieselbe Bohrwinde einspannen zu können, hat
W.
Hönneknövel in
Remscheid-Menninghausen (* D. R. P.
Nr. 48686 vom 26. Januar 1889) die in Fig. 53 dargestellte
Ausführung angegeben.
Der Kopf der Bohrwinde besteht aus einem auf den unteren wagerechten Arm des
Windeisens drehbar aufgesteckten polygonalen Prisma A.
In jeder Prismaseite sind die Löcher B von
verschiedener Gröſse und Form – quadratisch, rechteckig, kreuzförmig u.s.w. –
eingeschnitten, die alle nach der Mitte zu laufen, und in welche die Köpfe der
Bohrer eingesteckt werden, indem jeweils die betreffende Seite des Kopfes A nach unten gedreht wird. An der Stirnseite von A wird eine Stellschraube eingesetzt und mittels dieser
der Bohrkopf festgeklemmt, während eine Stiftschraube den Prismakopf in richtiger
Lage auf dem Schenkel der Bohrwinde festhält.
Zum Ausstoſsen viereckiger Löcher in Hohlcylindern dient die in Fig. 54 und 55 angegebene
Vorrichtung von Gebrüder Schmohl in Göppingen (* D. R. P.
Nr. 48798 vom 8. März 1889). a ist der
Führungskörper mit einem kreuzförmigen Querschnitte, dessen äuſsere Abmessungen sich
nach dem Durchmesser des vorgebohrten Loches richten. Derselbe ist von ziemlicher
Länge, um eine gute Führung zu geben, und hat an seinen Enden Zugstangen a1. In der Mitte sind
die Stoſsmesser b in der Weise angebracht, daſs sie ein
Prisma bilden, dessen Quadratseite gleich dem Durchmesser der Verbohrung oder des
Führungskreuzes ist und dessen Stirnkanten segmentförmig geformt und scharf
geschliffen sind. In den äuſseren Kanten des Führungskörpers sind an der Stelle, wo
das Stoſsprisma angebracht werden soll, Einsenkungen a2, welche sich die einzelnen
Seitenflächen desselben einlegen (mit den äuſseren Kreuzkanten bündig) und hier
feste Lage erhalten, angebracht. Vor den Messerkanten werden zwischen den
Kreuzschenkeln Preſsklötzchen c angebracht, welche vorn
abgerundet, in Schlitzen c1 verschieb- und feststellbar sind und sich auf ihrer Oberfläche an die
Bohrung des Holzcylinders anschlieſsen. Diese Preſsklötzchen haben folgenden Zweck.
Rauhe Arbeitsflächen und Ausschlitzungen werden hier dadurch vermieden, daſs beim
Ausziehen oder Ausstoſsen durch die segmentförmigen Hobelkanten die Preſsklötzchen
vorausgehen und die Holzfasern festpressen. Durch den erhaltenen Druck kann ein
Ausreiſsen der Holzfasern nicht stattfinden. Hat man besseres Holz, welches nicht so
leicht ausreiſst, dann stellt man die Preſsklötzchen von den Messerkanten weiter
weg, und umgekehrt. Die Hobelspäne können sich leicht bei dem kreuzförmigen
Querschnitte des Führungsdruckes entfernen. Durch die symmetrische Construction ist
der Gebrauch der Vorrichtung auf beiden Seiten möglich.
Die Fournirkeilpresse von K.
Kirchgraber in München (* D. R. P. Nr. 47620 vom 3. Januar
1889) ist in Fig. 56 Taf. 15
dargestellt. In beiderseitig angeordneten senkrechten Nuthen des Ständers, in dessen
wagerechten Balken b eine Eisenschiene b1 eingezogen ist, ist
der Balken c, ebenfalls durch ein ⌶- o. dgl. Eisen versteift, mittels der seitlichen Schienen c1 auf und ab
schiebbar. Seine jeweilige Stellung wird dadurch fixirt, daſs in den senkrechten
Balken aa des Ständers Bohrungen a2 angeordnet sind,
durch welche, wenn mit Bohrung c2 der Schiene c1 correspondirend, Bolzen c3 gesteckt wird, der in dieser Weise die feste
Verbindung herstellt.
Auf der unteren Seite des Preſsbalkens, der oben die Handhabe c4 hat, sind die Prismen d angeordnet. Dieselben sind derart mit dem Preſsbalken
c verbunden, daſs die beiden äuſseren fest, die
inneren jedoch entweder um Bolzen d1 drehbar oder in schwalbenschwanzförmiger Nuth
geführt angebracht sind. Mit diesen Prismen sind die oberen Keile e1 fest verbunden, mit
denen, in schwalbenschwanzförmigen Nuthen in ihnen laufend, die unteren Keile e in der aus der Zeichnung ersichtlichen Weise
correspondiren. Durch Antreiben dieser Keile in der Pfeilrichtung wird das darunter
befindliche Material allmählich fest zusammengepreſst und ist daher ein sehr
leichtes Fourniren ermöglicht.
Das zu fournirende Material wird auf die Querbalken b
der in entsprechenden Abständen und in entsprechender Anzahl angeordneten Ständer
aufgelegt, die Preſsbalken so weit herabgelassen, bis sie aufliegen, und hernach
mittels Bolzen fixirt. Nun werden die einzelnen Keilsysteme je nach Bedarf geordnet,
indem sie entweder verschoben oder gedreht werden. Nun werden die unteren Keilstücke
e in der Pfeilrichtung angetrieben.
Wenn die Längsachsen der correspondirenden Keilsysteme der einzelnen Ständer eine
Gerade bilden, so kann dieses Austreiben sämmtlicher hinter einander liegenden Keile
durch einen einzigen Hammerschlag vor sich gehen, indem zwischen den Keilen Bretter
e2 eingelegt
werden, welche beim Antreiben des äuſsersten Keiles ein solches sämmtlicher hinter
einander liegenden Keile bewirken.
Die Gehrungslade von E. G. T.
Gabriel und J. C. Pohl in Steglitz (* D. R. P. Nr.
49142 vom 15. Januar 1889) bezweckt die Verwendung von Säge und Hobel in
derselben Lade, so daſs die Gehrung erst geschnitten, dann gehobelt wird. Säge und
Hobel sind derart eingerichtet, daſs sie nach beiden Richtungen, also vorwärts und
rückwärts, schneiden. Dadurch wird erreicht, daſs man das zu gehrende Stück
(Leisten, Gesimse u.s.w.) nicht umzuwenden braucht, wenn man die Gehrung an beiden
Stirnseiten haben will, sondern man legt dasselbe, immer mit der Rückseite nach
unten, einmal an das linker Hand befindliche Gehrungslineal und dann an das rechts
befindliche, ohne daſs die Stellung des Arbeiters einer Veränderung bedarf, um die
Arbeiten bequem ausführen zu können.
Tafeln