| Titel: | Münz-Verfahren auf der k. Münze in England. |
| Fundstelle: | Band 16, Jahrgang 1825, Nr. LXXXV., S. 402 |
| Download: | XML |
LXXXV.
Münz-Verfahren auf der k. Münze in EnglandKein Land hat schoͤnere Muͤnze, als England; man kann den
englischen halben Pfennig (Halbpence, 6 Pfenn. rhn.) eben so gut eine Medaille
nennen, als die Doppel-Guinea, und man darf es wahrlich dem so oft das Ausland
verhoͤhnenden National-Stolze der Englaͤnder verzeihen, wenn er
unsere festlaͤndischen Goldstuͤke und Thaler „flat heads“ (Flachkoͤpfe) nennt. Es laͤßt sich allerdings auf dem festen
Lande, wo man keine englische Preßschraube kennt, und schwerlich vor 100 Jahren
noch eine machen wird, (ausgefuͤhrt aus England duͤrfen nicht
einmahl halbzolldike Schrauben werden) nicht erwarten, daß unsere Muͤnzen
sobald das englische Gepraͤge erreichen werden, zumahl da Muͤnzen
Finanz-Quellen sind. Indessen wird vielleicht dasjenige, was unsere
Muͤnzmeister aus obigem Aufsaze weder brauchen koͤnnen und wollen,
noch brauchen duͤrfen, manchem Silber-Arbeiter und Knopf-Fabrikanten zu
Nuzen kommen. A. d. Ueb..
Aus dem Mechanic's Magazine. N. 62–66.
Mit Abbildungen auf Tab.
VII.
Münz-Verfahren auf der k. Münze in England.
Die Weise, wie gegenwaͤrtig das Silber auf der k.
Muͤnze geschmolzen wird, ist eine neuere Erfindung und zugleich eine sehr
wichtige Verbesserung. Ehevor schmolz man das Silber in Tiegeln aus Graphit
(Ipser-Tiegeln), und die sogenannten Tokens fuͤr die Bank von Ireland wurden
in großer Menge auf diese Weise geschmolzen. Da die Einfuhr an Muͤnze
gaͤnzlich aus spanischen Thalern bestand, und die Tokens denselben Fuß
hatten, so konnte der Schmelzer dieselben leicht in einer Menge von 60 Pfund Troy
Gew. (24 Loth auf das Pfund) schmelzen. Das Nachtheilige dieses Verfahrens zeigte
sich aber bei den uͤbrigen Muͤnzen, zu welchen man Silber-Barren von
verschiedener Feinheit nicht verwenden konnte, indem sie sich in einem und demselben
Topfe nicht so zusammenschmelzen ließen, daß man daraus eine Muͤnze nach unserem englischen
Schrot und Korne haͤtte schlagen koͤnnen. Unsere Regierung
fuͤhlte diesen Nachtheil so sehr, daß sie im J. 1777 Hrn. Alehorne, Probirer des Muͤnzmeisters (Master's Assay-Master) nach den Muͤnzen zu Paris,
Rouen, Lille, Bruͤssel sandte, um daselbst Erkundigungen sowohl uͤber
die Art zu praͤgen, als vorzuͤglich uͤber die Weise Silber im
Großen zu schmelzen, einzuziehen. Hr. Alehorne war zu
dieser Untersuchung um so mehr geeignet, als er die englische Muͤnze sehr
genau kannte, und als praktischer Chemiker ausgebreitete und mannigfaltige
Kenntnisse besaß: seine Bemerkungen uͤber die franzoͤsischen und
flanderschen Muͤnzen und Muͤnzanstalten machen seinen Kenntnissen und
seinem kritischen Geiste viele Ehre.
Es verdient bemerkt zu werden, daß in den Buͤchern der Muͤnze
aufgezeichnet ist: „die Silber-Tiegel wogen bei der Umpraͤgung
unter Wilhelm III. 400 Pfund Troy und daruͤber.“ Wie aber
diese Menge Silbers geschmolzen wurde, daruͤber ist keine Spur mehr zu
finden, und es ist eine bloße Vermuthung, daß es in Tiegeln von geschlagenem Eisen
geschah. Kein Stein von einem Schmelz-Ofen, der zu einer solchen Arbeit getaugt
haͤtte, ist im Tower uͤbrig geblieben, und nicht der leiseste Nachhall
uͤber die Methode, die man dabei befolgte, hat sich erhalten.
Im Jahre 1758 machte man einige Versuche, Silber in Toͤpfen von geschlagenem
Eisen zu schmelzen, und zwar mittelst eines Windofens: man fand aber diese Arbeit zu
muͤhsam, zu unbequem und zu wenig vortheilhaft, und gab sie auf.
Im Jahre 1787, wo einiges Silber zum Auspraͤgen auf die Muͤnze gebracht
wurde, machte der sel. Hr. Morrison, damahls Deputy-Master und Woker, welcher die Schmelzgeschaͤfte leitete,
neue Versuche. Der Wind-Ofen wurde wieder hervorgesucht, und wieder beseitigt. Er
versuchte hierauf das Silber in großen Tiegeln von Graphit zu schmelzen, die 100 bis
120 Pfund Troy Gew. fassen konnten; allein, das wieder, holte Brechen der Tiegel,
obschon man versuchte, sie durch aussen angebrachten Kitt zu schuͤzen, zeigte
sich nicht bloß als großer Aufenthalt in der Arbeit, sondern auch als bedeutender
Verlust fuͤr den Schmelzer. Man versuchte Tiegel aus Guß-Eisen; allein diese floßen, und das
Eisen mengte sich mit dem Silber. Die Arbeit wurde uͤberdieß noch immer durch
den k. Muͤnzprobirer aufgehalten, weil das Metall nicht von echtem Korne war,
und durch das Schmelzen und Ausschoͤpfen mit Loͤffeln aus dem Tiegel
immer feiner wurde.
Abgesehen von allen diesen Schwierigkeiten entstanden noch weit groͤßere in
der Schmelz bei dem Eintragen in die Tiegel vor dem Schmelzen. Die in der
Muͤnze gewoͤhnliche Methode, das Metall auf das gesezliche Korn zu
bringen, indem man feineres und schlechteres Silber mit einander vermengt, und
soviel Fein zusezt, als noͤthig ist, das verlangte Korn mit der
groͤßten Genauigkeit zu erhalten, machte es unmoͤglich, wenn die
Barren zwischen 60 und 80 Pfund Troy wogen, Eintraͤge zu Stande zu bringen,
die nicht uͤber 100 Pfund Troy betrugen. Man mußte daher vorlaͤufig
die groͤßeren Silber-Barren durch Schmelzen in kleinere verwandeln, und diese
mußten wieder auf dem Empfangs-Amte (office of receipt)
abgewogen werden. Es wurden also aus einer Arbeit zwei gemacht; der Schmelzer hatte
mehr Muͤhe, mehr Abgang und Auslage, und fuͤr das Amt selbst entstand,
uͤberfluͤßige Schreiberei und Aufsicht. Es war einleuchtend, daß
dieses Verfahren bei dem Schmelzprocesse des Silbers nichts taugte, und es ward
daher aufgegeben.
Man machte hierauf Versuche mit Reverberir-Oefen, nach Art derjenigen, derer man sich
auf der Muͤnze zu Lille bedient. Auch diese hatten keinen besseren Erfolg,
als die vorigen, und der Reverberir-Ofen wurde wieder aufgegeben. Der Fehler lag
hier darin, daß man zu feines Silber bei dieser Art von Schmelzung bekam, und daß
die Legirung oxidirt wurde, welche nach englischen Muͤnz-Gebrauche, der
Schmelzer durchaus nicht zusezen darf, wie dieß auf franzoͤsischen
Muͤnzen erlaubt istDer englische Schmelzmeister darf das gesezliche Korn nur durch Zusaz von
Fein erzeugen. A. d. Ueb.. Auf den franzoͤsischen Muͤnzen wird, sobald das Silber im
Fluße ist, etwas davon herausgenommen, und probirt, und sodann Kupfer nach dem Grade
der Feinheit des geschmolzenen Silbers (welches waͤhrend der Probe immer in Fluß erhalten
wird) zugesezt, gehoͤrig umgeruͤhrt, und alsogleich in Barren
gegossen.
Der sel. Morrison, unermuͤdet in seinen Anstrengungen zur Vervollkommnung des
ihm anvertrauten Geschaͤftes, stellte in den Jahren 1795 und 1798 wiederholte
Versuche an, um endlich seinen Zwek-Schmelzen des Silbers in großen Mengen auf ein
Mahl, ohne daß das Silber dadurch zu fein wird und verloren geht – zu
erreichen. Er wandte dreierlei Oefen an, deren jeder auf verschiedene Weise gebaut
war; allein, obschon er seinem Ziele naͤher kam, blieb noch immer eine
Unvollkommenheit uͤbrig, die daher ruͤhrte, daß das Silber mit
Loͤffeln ausgeschoͤpft werden mußte, die das Metall durch ihre
Kaͤlte schreiten, und den Schmelz-Proceß hoͤchst muͤhsam und
langweilig machten.
Bis zum Jahre 1804 wurden keine neuen Versuche mehr angestellt: Hr. Morrison starb im
Jahre 1803, und an seine Stelle trat sein Sohn als Deputy-Master and Wocker of the Mint. Der außerordentliche Mangel an
Silber-Muͤnzen und der fehlerhafte Zustand derselben, welcher von den Fehlern
in der Schmelz herruͤhrte, veranlaßte Hrn. Morrison die Versuche seines
Vaters zu wiederholen. In dem Verfolge derselben hatte Hr. Morrison sein Augenmerk
auf einen Ofen gerichtet, in welchem man sich der Tiegel aus Gußeisen bedienen
koͤnnte, so zwar, daß diese Tiegel 4 bis 500 Troy fassen und auf ein Mahl
schmelzen, und auf eine Vorrichtung, mittelst welcher man das toͤlpische und
Silber verwuͤstende Ausschoͤpfen mittelst des Loͤffels umgehen,
und das Silber in Model aus Gußeisen statt der bisher aus Sand in der Muͤnze
gebraͤulichen gießen koͤnnte.
Hrn. Morrison's Versuche gelangen zu seiner großen Ehre vollkommen, und die
Silber-Schmelz ward in der neuen Muͤnze (New-Mint) nach dem Ofen eingerichtet, in welchem die Versuche auf eine so
genuͤgende Weise gelungen sind. Seit 1811 ist nun Alles so im Gange, und man
kann bei dieser neuen Einrichtung mit Leichtigkeit 10,000 Pfund Troy Silber
taͤglich schmelzen, wie es im Jahre 1817 bei der lezten Umpraͤgung
mehrere Monate lang wirklich geschehen ist.
Nachdem wir eine Beschreibung der Vorrichtung zum Plaͤtten und Streken (durch
Walzen) des Silbers (Bd. 1. S. 283) gegeben habenWir werden diese nachtragen. A. d. Ueb., wollen wir jezt die Oefen der Silber-Schmelz mit den dazu gehoͤrigen
Maschinen beschreiben.
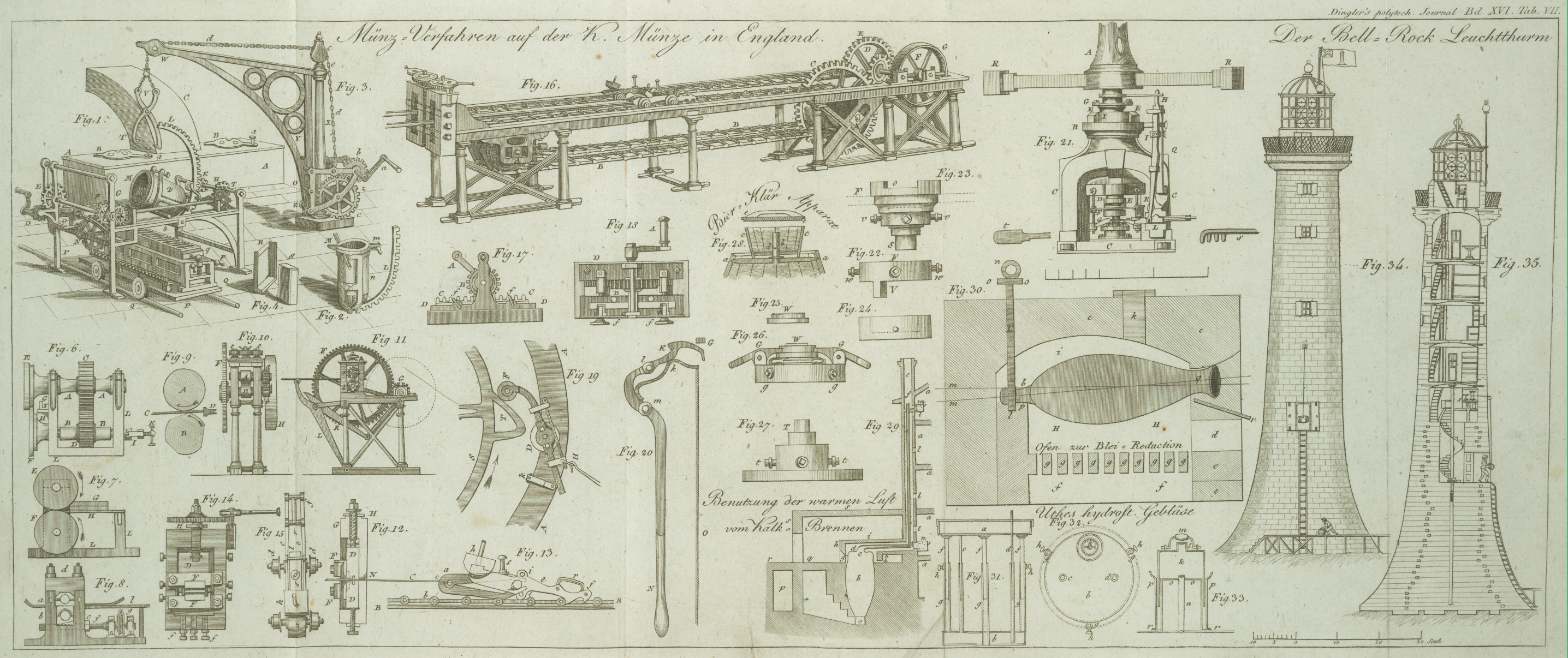
Die Figuren 1–3 zeigen die Maschinen zum Gießen der Silber-Barren im Perspective.
In Fig. 1, ist,
AA, der Ofen, oder sind vielmehr die Oefen, in
welchen das Silber geschmolzen wird. Sie sind Windoͤfen, und nach der
gewoͤhnlichen Art der Schmelz-Oefen aus feuerfesten Ziegeln erbaut; um sie
jedoch dauerhafter zu machen, ist das Mauerwerk mit einem Gehaͤuse aus
Gußeisen umgeben, dessen Waͤnde oder Platten mittelst Schrauben zusammen
gehalten werden. BB, sind die Dekel auf diese
Oefen: ein einzelner Schrauben-Stift haͤlt dieselben auf der oberen Platte
der Oefen nieder, und diesem Stifte gegenuͤber ist der Griff, a, befestigt. Wenn man diesen Griff schiebt, so bewegt
sich der Dekel seitwaͤrts auf seinem Mittelstifte, so daß er von der
Muͤndung des Ofens wegkommt. An dem Dekel befindet sich eine Walze, welche
auf der oberen Platte laͤuft, und demselben seine Bewegung erleichtert.
Die innere Form eines jeden Ofens ist kreisfoͤrmig, 30 Zoll tief, und
haͤlt 21 Zoll im Durchmesser; am Grunde des Ofens ist ein Rost aus
Gußeisen-Stangen (deren jede beweglich ist), wodurch die Luft Zutritt
erhaͤlt. Auf dem Roste befindet sich ein Untersaz aus Gußeisen, welcher
concav und in der Dike eines Zolles mit Coke- oder Holzkohlen-Staub bedekt ist: auf
diesem Untersaze kommt der Tiegel zu stehen, in welchem das Silber geschmolzen
werden soll. Der Untersaz ist beinahe zwei Zoll dik, und in seinem Durchmesser um
volle zwei Zoll breiter als der Tiegel: der Zwek desselben ist, das Untertheil des
Tiegels vor der sehr großen Hize zu verwahren, welche der Luft-Strom, der durch den
Rost aufsteigt, waͤhrend der Ofen im Feuer steht, erzeugt, wodurch der Tiegel
in Gefahr gerathen koͤnnte, zu schmelzen. Diese Vorsicht ist wesentlich
nothwendig, indem der Tiegel durch den Untersaz so bedeutend uͤber den Rost
erhoͤht, und von dem Feuer des Ofens ganz umgeben wird. Wenn das Feuer
indessen in dem Ofen gehoͤrig regiert wird, so ist nicht zu besorgen, daß der Tiegel schmilzt.
Oben oder an der Muͤndung des Tiegels befindet sich eine Muffel, ein 6 Zoll
tiefer Ring aus Gußeisen, der genau in die Muͤndung des Tiegels paßt. Diese
Muffel dient hier, wie bei dem Schmelzen des Goldes: sie gestattet mehr
Brenn-Material in den Ofen zu bringen, als die bloße Laͤnge des Tiegels nicht
erlaubt, und bringt dadurch den Schmelz-Proceß zu groͤßerer Vollkommenheit.
Sie wird auch dadurch sehr bequem, daß sie dem Tiegel gewissermaßen eine
groͤßere Tiefe verschafft, so daß man Stuͤke Silber in denselben
bringen kann, die, bei der wirklichen Tiefe des Topfes an und fuͤr sich, zu
lang seyn wuͤrden, und nimmermehr in denselben eingetragen werden
koͤnnten. Dieser Ring oder die Muffel wird oben mit einem Dekel aus Gußeisen
bedekt, damit nichts von dem Brenn-Materiale in den Tiegel fallen kann, und das
Metall, waͤhrend es im Fluße steht, vor der Einwirkung der
atmosphaͤrischen Luft gesichert wird. Jeder Ofen hat einen 9 Zoll breiten und
3 Zoll hohen Zug. Der Zug ist 4 Zoll von dem oberen Rande des Ofens entfernt,
laͤuft in horizontaler Richtung fort, und erstrekt sich bis zu dem Zuge, C, der 9 Zoll im Gevierte haͤlt, und in schiefer
Richtung in den Schornstein aufsteigt, welcher sich 45 Fuß uͤber dem Roste
des Ofens verlaͤngert.
Wenn die Thuͤrchen des Ofens, BB,
geschlossen sind, so steigt der Luftstrom, welcher bei dem Roste eintritt, durch den
Koͤrper des Ofens auf, und macht, daß das Brenn-Material (hier Cokes),
welches den Tiegel umgibt, in volle Gluth geraͤth. Der gehoͤrige Grad
von Hize wird indessen sehr genau durch einen Daͤmpfer bestimmt, welcher in
dem Zuge eines jeden Ofens angebracht ist, und genau in das Vierek desselben paßt,
so daß man jeden verlangten Grad von Luftzug nach Belieben herstellen kann. Dieser
Daͤmpfer ist eine Platte von geschlagenem Eisen, und in einem Rahmen
befestigt, mittelst welchen er sich leicht aus- und einschieben laͤßt, so daß
die Groͤße des Zuges sich dadurch leicht vermehren oder vermindern
laͤßt. Er ist in dem Gemaͤuer des schief aufsteigenden Zuges, C, angebracht, ungefaͤhr 18 Zoll uͤber dem
oberen Rande des Ofens. Die Ofen-Thuͤrchen, BB, sind mit kleinen Loͤchern versehen, durch welche man in den Ofen sehen kann: sie
werden durch Pfropfen von Gußeisen geschlossen.
Wenn der Ofen in Gang gebracht wird, legt man einige gluͤhende Holzkohlen auf
den Rost und rings um den Tiegel, welcher immer ehe in den Ofen gebracht werden muß,
als man Feuer gibt. Auf die Holzkohlen legt man ungefaͤhr 3 Zoll hoch Cokes,
schließt das Thuͤrchen, B, und zieht den
Daͤmpfer ungefaͤhr zwei Zoll weit heraus. Wenn die Cokes anfangen zu
brennen, traͤgt man noch ein Mahl soviel von denselben ein, und faͤhrt
damit so lange fort, bis der ganze Ofen mit gluͤhenden Cokes
angefuͤllt ist. Diese Vorsicht ist noͤthig, damit der Tiegel, welcher
aus Gußeisen ist, bei einer zu schnell angebrachten Hize nicht springt: man kann
gewoͤhnlich zwei Stunden rechnen, ehe man dem Tiegel mit aller Sicherheit
volle Hize geben darf. Ehe man das Silber eintraͤgt, wird der Tiegel
rothgluͤhend gehizt, und dann untersucht, ob er waͤhrend dieses Hizens
(wie man es in England nennt, waͤhrend des Ausbringens, bringing up) keine Spruͤnge bekam. Diese
Pruͤfung geschieht dadurch, daß man eine kalte eiserne Stange von bedeutender
Dike in die Mitte des Tiegels bringt, wodurch sogleich jeder Sprung dem Auge
deutlich wird. Nachdem man sich uͤberzeugt hat, daß der Tiegel gesund (ganz)
ist, wird das Silber in denselben eingetragen. Mit diesem zugleich wird auch etwas
grob gekoͤrntes Holzkohlenpulver in denselben eingetragen, wodurch der Tiegel
an seiner inneren Wand ausgekleidet, und das Silber vor dem Ankleben an derselben
geschuͤzt wird. Wenn das Silber einmahl bis auf den Schmelzpunct gelangt ist,
wird die Menge des Holzkohlenpulvers vermehrt, bis es beinahe einen halben Zoll tief
auf der Oberflaͤche desselben steht: dadurch wird es so viel als
moͤglich vor der Einwirkung der aͤußeren Luft geschuͤzt, und
die Oxidation der Legierung verhuͤtet, durch welche das Silber sonst zu fein
werden wuͤrde. Nachdem das Silber vollkommen und gehoͤrig geschmolzen
wurde, wird es mit einem eisernen Ruͤhrer gehoͤrig umgeruͤhrt,
so daß die ganze Masse von gleichfoͤrmigem Korne wird. Der Tiegel wird dann
mittelst des Krahnes aus dem Ofen gehoben, und zur Gießmaschine gebracht, durch
welche das Silber in die Gieß-Model gegossen wird.
Fig. 3, zeigt
diesen Krahn. Er wird durch eine stark Saͤule von Gußeisen, X,
gestuͤzt, welche in dem Gemaͤuer unter dem Floͤze
gehoͤrig befestigt ist. Der Galgen des Krahnes, W. Y ist aus einem Stuͤke geflossen: er ist
bei e, mit einem Halsbande versehen, welches um einen
Zapfen an dem oberen Ende der Saͤule, X, paßt. An
dem unteren Theile des Galgens ist ein aͤhnliches Band, welches die
Saͤule in der Naͤhe ihrer Basis umfaͤngt. Um diese beiden
Stuͤzpuncte dreht sich der Galgen frei, so daß sein Ende, W, uͤber jeden der beiden Oefen, BB, gebracht werden kann. Das Raͤderwerk
des Kraͤhnes befindet sich zwischen zwei Rahmen, zz, welche an dem Galgen mittelst drei Bolzen befestigt sind: es besteht
aus einem Zahnrade, c. an dem Ende der Trommel, auf
welchem die Kette sich aufwindet, und aus einem Triebstoke, b, welcher das Zahnrad treibt. Die Achse des Triebstokes hat an jedem
ihrer beiden Ende eine Kurbel, durch welche sie gedreht wird. Die Kette, d, wird von der Trommel uͤber die Rolle bei c, gefuͤhrt, welche in einem Theile des Galgens
unmittelbar uͤber dem Zapfen am oberen Ende der Saͤule, X, angebracht ist. Von hier laͤuft die Kette
uͤber die Rolle, W, am Ende des Galgens, und
traͤgt daselbst die Zange, VT, welche so
vorgerichtet ist, daß sie den Tiegel zwischen ihren Haken oder Klauen, T, an ihren unteren Enden halten kann. Die beiden
Schenkel der Zange werden, wie die Blaͤtter einer Schere, durch ein Gewinde
zusammengehalten, und ihre oberen Enden, V, sind mit der
großen Kette mittelst einiger Kettenglieder verbunden. Der Tiegel hat oben
ringsumher an seiner Kante einen hervorstehenden Rand, unter welchem die Zangen
eingreifen, um den Tiegel aus dem Ofen zu heben. Nachdem der Tiegel zur
gehoͤrigen Hoͤhe mittelst Umdrehung der Kurbel, a, aufgewunden wurde, schwingt man den Galgen des Krahnes, um den Tiegel
uͤber die Gießmaschine zu bringen, und laͤßt diesen sodann in dieselbe
nieder: denn man kann auf diese Weise den Krahn um eine Schraube ohne Ende
schwingen, die bei O, auf der Saͤule, X, angebracht ist; eine andere Schraube ohne Ende ist in
dem Rahmen z, aufgezogen, und greift in die
Zaͤhne des Rades ein. Wenn diese Schraube mittelst einer Kurbel an dem Ende
ihrer Spindel gedreht wird, so laͤßt sie den Galgen um die Saͤule sich
drehen.
Fig. 2, stellt
jenen Theil der Gießmaschine vor, in welchem der Tiegel eingesezt wird: m, ist eine Achse, welche in dem Gestelle von Fig. 1,
mittelst der Zapfen an ihren Enden aufgezogen ist. Auf dieser Achse ist eine Wiege
befindlich, die den Tiegel aufnimmt. Diese Wiege ist so eingerichtet, daß sie sich
oͤffnet und schließt: die Schraube, m, zieht die
Theile so lange zusammen, bis sie an einander passen. Der Topf, L, ist ein gekruͤmmter Zahnstok, als eine
Fortsezung der Hauptballen der Wiege. Wenn diese Wiege, wie in Fig. 1, sich an ihrer
Stelle befindet, greift der Triebstok, R, in den
Zahnstok, L, und kann dadurch so gehoben werden, daß das
Metall bei der in dieser Hinsicht an dem Tiegel angebrachten Lippe oder Schnauze
ausgegossen werden kann. Die Achse des Triebstokes, R,
wird mittelst der Kurbel, D, getrieben durch das
Raͤders werk, DE, FG und RI. Der Mann, der die Kurbel dreht, steht vor dem
Topfe, so daß er sieht, was er thut. Das Gestell der Gießmaschine ist in der Figur
so ziemlich deutlich dargestellt: es ist so eingerichtet, daß unten ein Raum
fuͤr den Wagen uͤbrig bleibt, welcher die Model, in die die Barren
gegossen werden, enthaͤlt.
Fig. 4, stellt
ein Modelpaar besonders dar. Die beiden Theile, R und
S, passen auf einander, und bilden einen
vollkommenen Model, wie Fig. 5Fig. ist auf bezeichneter Tafel nicht vorhanden., zeigt. Die obere
Kante der Muͤndung ist etwas breite, um das Gießen zu erleichtern. Die Model
sind aus Gußeisen. An dem Theile, R, befindet sich der
Boden und eine Seite, und an der anderen Haͤlfte des Models, S, ist die andere Seite. Ehe die Model gebraucht werden,
werden sie in einem eisernen Behaͤlter, um welchen Zuͤge laufen,
gehizt, und dann innenwendig mit Leinoͤhl gerieben.
PQ, Fig. 1, ist der Wagen, in
welchem eine Reihe dieser Model, wie 4 zeigt, eingesezt wird. Sie werden mittelst
der beiden Schrauben, pp, dicht an einander
geschraubt, so daß sie fest an einander stehen. Die Model ruhen auf einer Platte,
welche mittelst Schrauben, q, an jedem Ende
gestuͤzt wird, und auf diese Weise erhoben und gesenkt, und bei Modeln von
verschiedener Hoͤhe gebraucht werden kann. Der Wagen laͤuft auf 4
Raͤdern, QQ, in einer Eisenbahn. PP, ist ein Zahnstok an der Boden-Platte des
Wagens; in diesen Zahnstok greift ein Zahnrad, n, ein;
das Zahnrad wird von einem Triebstoke getrieben, an welchem eine Kurbel, O, befestigt ist, durch deren Drehung der Wagen auf der
Eisenbahn bewegt wird. Jeder der Model 4, kann unter die Lippe des Tiegels gebracht
werden, und durch das Drehen der Kurbel, D, kann der
Tiegel so lange geneigt werden, bis der Model voll ist.
In der Silber-Schmelz der Londoner Muͤnze sind 8 Schmelz-Oefen, 2 Krahne und 2
Gießmaschinen. Jeder Krahn steht in der Mitte von vier Oefen so, daß er frei
uͤber die Mitte eines jeden hinreicht, und die Tiegel aus denselben zur
Gießmaschine bringt. Die acht Oefen werden taͤglich drei Mahl beschikt, und
jeder Tiegel faßt im Durchschnitte 420 Pfund Troy; in allem werden also 10,080 Pfund
taͤglich geschmolzen. Bei jedem der 4 Oefen arbeiten vier Maͤnner:
jede Partei gießt ihre eigenen Toͤpfe, und von dem ersten Heizen am Morgen an
gerechnet ist in etwas mehr als zehn Stunden die ganze Arbeit gethan.
Alles geschmolzene Silber kommt nun unter die Oberaufsicht des Schmelz-Aufsehers (surveyor): er erlaubt nicht, daß von dem Schmelzer der
Gesellschaft der Muͤnzer (company of moneyers)
Silber abgegeben werde, außer dieselbe bringt einen geschriebenen Befehl von dem
Muͤnzprobirer (King's Assay Master), welcher ihn
zur Verabfolgung beauftragt.
Das Schmelzen geschieht auf Contract mit dem Muͤnzmeister (Master of the Mint) und seinem ersten Schreiber (Clerk), dem Schmelzer. Dieser ist dem
Muͤnzmeister fuͤr alles zur Muͤnze bestimmte Silber (bullion), welches ihm uͤbergeben wird,
verantwortlich: dadurch wird seine Lage eben so gefaͤhrlich, als seine
Verantwortlichkeit groß ist. Er findet jedoch Sicherheit fuͤr die Treue
seiner Untergebenen.
Die Silber-Barren (Zaine), welche echtes Korn zeigen,
werden den Muͤnzern uͤbergeben, die wieder contractmaͤßig von
dem Muͤnzmeister die weiteren Arbeiten uͤbernehmen, und von diesem das
Silber partienweise abgewogen erhalten. Auch sie muͤssen Caution fuͤr
treue Erfuͤllung ihrer Pflichten leisten.
In Verweisung auf dasjenige, was wir Bd. 1. S.
233, uͤber das Streken durch Walzen anfuͤhrten, wollen wir
nun die Maschine beschreiben, durch welche die Metall-Platten, so wie sie aus der
Strekmuͤhle kommen, in Streifen von solcher Breite geschnitten werden, daß man aus
denselben die kreisfoͤrmigen Stuͤke oder Bleche, welche die
Muͤnzen geben, ausschlagen kann. Diese Breite ist gewoͤhnlich zwei
Kronen, zwei halbe Kronen und Shillings.
Fig. 6 und
7, stellen
diese Maschine dar. LL, ist ein starkes eisernes
Gestell, welches auf die Grundpfosten der Muͤhle niedergeschraubt wird, so
daß das Schienenrad, D, unmittelbar uͤber die
Achse kommt, welche die Strekmuͤhle treibt, und von einem anderen Rade auf
dieser Achse getrieben werden kann. Das Rad, D, befindet
sich auf der Achse, BB, welche von dem Gestelle,
LL, getragen wird. AA, ist eine aͤhnliche Achse oben an dem
Gestelle, welche von einem Schienen-Rade, C, gedreht
wird, das in das Rad, D, eingreift. An dem
aͤußersten Ende jeder dieser Achsen, A., wie B, ist ein Rad, oder ein kreisfoͤrmiges Messer,
E und F, befestigt. Die
Kanten dieser Messer liegen an ihren Seiten dicht an einander, und treten etwas
uͤbereinander wechselseitig vor, sind aus gut gehaͤrtetem Stahle, und
vollkommen kreisfoͤrmig zugeschliffen, passen an der Stelle, wo sie
uͤbereinander liegen, sehr genau, und sind daselbst rechtwinkelig. Wenn man,
waͤhrend sie sich drehen, die Kante irgend einer Metall-Platte ihnen
darbiethet, so schneiden sie diese gerade so, wie eine Schere sie schneiden
wuͤrdeDiese hoͤchst einfache und sehr sinnreiche Vorrichtung laͤßt
sich in verschiedenen Metall-Manufakturen benuͤzen. A. d. Ueb.. II, ist ein kleines Baͤnkchen, auf welches man die Platte
stuͤzt, wenn man dieselbe, wo sie zerschnitten werden soll, vorwaͤrts
schiebt, und, G, ist ein auf diesem Baͤnkchen
angebrachter Leiter: die Kante der Metallplatte wird an diesen Leiter angelegt,
waͤhrend dieselbe sich vorwaͤrts gegen die Messer bewegt. Dieser
Leiter ist beweglich, und die Entfernung, in welcher derselbe nach
ruͤkwaͤrts von den Kanten der Messer oder von der
Beruͤhrungslinie der beiden Messer, E, F,
absteht, bestimmt die Breite des Streifens des Metalles, welcher von der Platte
abgeschnitten werden soll.
Um diesen Metallstreifen „(jezt erst eigentlichen Zainen)“, die
genaue Dike zu geben, welche sie haben muͤssen, ehe die Bleche (Bloks) ausgeschnitten werden, werden sie einem
nochmahligen genaueren
Streken unterworfen, oder zwischen Baken (dies) von
einer Maschine durchgezogen, die Hr. Barton, gegenwaͤrtig
Muͤnz-Controleur, erfand.
Die 8te Figur stellt die Vollendungs-Walzen (finisching
rollers) von dem Ende ihres Gestelles aus, dar, damit man sieht, wie sie
vorgerichtet sind: denn nur darin sind sie von den groͤßeren Walzen
verschieden, a, ist einer der Zapfen oder Mittelpuncte
der oberen Walze; er paßt genau in ein messingenes Halsband, welches in einer
Hoͤhlung oben an den Staͤndern von einer Kappe, d, mit zwei Bolzen und Nieten niedergehalten wird. Sie sind, wie in dem
vorigen Falle, zur Stellung der Walzen bestimmt; die untere Walze wird aber in
dieser Hinsicht bewegt. Der Zapfen, b der unteren Walze
wird in einem messingenen Lager aufgenommen, welches sich in der Oeffnung des
Gestelles bewegen laͤßt. Das Messing ruht auf einem Keile, e, welcher in einen Quer-Einschnitt durch diese
Staͤnder paßt. Wenn man das Messing weiter in den Keil der unteren Walze
eintreibt, wird sie naͤher an die obere Walze getrieben. Das Gestell an dem
anderen Ende der Walzen wird auf dieselbe Weise verfertigt, und die Keile
muͤssen an beiden gleichzeitig vorgerichtet werden. Um diese Keile zu
bewegen, wird eine Schraube, f, an jedem derselben
befestigt, und an diesen Schrauben ein sogenanntes Wurmrad, g, angebracht, welches durch Schrauben ohne Ende auf einer horizontalen
Achse, die von einem Ende des Gestelles zu dem anderen laͤuft, und an ihrem
Ende mit einer Kurbel versehen ist, getrieben wird, so daß die Schrauben und die
Keile zugleich gleichmaͤßig bewegt werden l, ist
der Tisch, auf welchen das Metall gelegt wird, um es den Walzen darzubiethen.
Die oben erwaͤhnte Maschine des Hrn. Barton ist
hier in Fig. 9
bis 15
dargestellt. Die Arbeit geschieht, wie das Drahtziehen. Fig. 9–11, stellen
eine kleine Maschine zur Verduͤnnung der Enden der Metall-Streifen (Zaine, slips of metal) vor, so daß sie zwischen die
Baken (dies) eintreten koͤnnen, durch welche die
ganzen Zaine ihrer Laͤnge nach durchlaufen muͤssen. Sie besteht aus
einem kleinen Walzen-Paare, welches in der 9ten Figur in einem großen
Maßstabe vorgestellt. A, ist die obere, B, die untere Walze, welche drei flache Seiten hat. C. ist der Zahn, der zwischen die Rollen kommt. D, ist ein Aufhaͤlter, der sich in der
Richtungslinie der Bewegung des Zaines stellen laͤßt. Die 10te Figur zeigt diese
Maschine von dem Ende, und die folgende von der Seite der gesehen. A und B, sind die Walzen,
welche gleichzeitig durch Triebstoͤke in Bewegung gesezt werden, a, b. F, ist ein großes
Zahnrad an dem Ende der Achse der unteren Walze. Es wird von einem Triebstoke
gedreht, G, welcher an einer Achse, die quer durch die
Maschine laͤuft, befestigt ist: diese Achse hat an einem Ende ein Flugrad, an
dem anderen eine Trommel, H, uͤber welche ein
Riemen laͤuft, durch welchen die Maschine in Bewegung gesezt wird. Auf der
Mitte der Achse befindet sich eine Kurbel, und eine Stange, d, welche mit der Kurbel durch ein Gelenk verbunden ist, um sie mit dem
beweglichen Blatte, B, der Schere in Verbindung zu
bringen, deren anderes Blatt, L, an dem Gestelle
befestigt ist. Die Entfernung der Walzen wird durch eine Schraube, ee, oben an jedem Gestelle regulirt. Diese
Schrauben haben oben Triebstoͤke, und werden durch einen Triebstok getrieben,
der zwischen dieselben eingefuͤhrt wird, und die Zaͤhne beider
Triebstoͤke ergreift, so daß die beiden Schrauben gleichzeitig getrieben
werden, wenn das mittlere Rad mittelst eines Quergriffes, der oben an demselben
angebracht ist, gedreht wird. Wenn die Metallstreifen (Zaine), welche in diese Maschine kommen, nicht genau rechtwinkelig an
ihren Enden sind, so werden sie durch die Schere, welche sich immerdar bewegt, auf
diese Art zugeschnitten. Nun bringt man das Ende dieser Zaine zwischen die Walzen,
nicht an der Seite, an welcher sie von denselben gleichsam von selbst hineingezogen
wuͤrden, sondern an der entgegengesezten: hier kommt naͤmlich eine der
flachen Seiten der unteren Walze der oberen Walze gegenuͤber zu stehen, und
der Zain kann zwischen den beiden Walzen vorwaͤrts geschoben werden, bis sein
Ende gegen den Aufhaͤlter, D, stoͤßt. Nun
nehmen die Walzen, so wie sie sich drehen, und die flache Seite der unteren Walze
voruͤber ist, den Zain zwischen ihre kreisfoͤrmigen Umfaͤnge,
und walzen oder streken ihn an jenem Ende, welches sich zwischen dem
Aufhaͤlter und dem Beruͤhrungs-Puncte der beiden Walzen befindet,
duͤnner.
Figg. 12 und
13. Ein
Durchschnitt zur Darstellung der Weise, wie der Zain, C,
zwischen den Baken Fig. 12, durch die Zangen Fig. 13, durchgezogen
wird. Die Baken sind zwei staͤhlerne Cylinder, die aͤußerst hart und
sehr genau zugedreht sind: sie passen in zwei Schieber, DD, und werden durch Klammerstuͤke gegen dieselben geschraubt. Die
staͤhlernen Cylinder werden sehr genau in ihre Lager in den Schiebern
eingepaßt, so daß sie vollkommen fest stehen, und sich weder biegen noch umdrehen
koͤnnen, und bloß ein kleines Stuͤk ihres Umfanges dem Zaine
darbiethen. Die Schieber, DD, passen in eine
Buͤchse, Figg 12 und 14, auf deren Boden sie
flach aufliegen, und zwei Klammern, FF, werden
gegen die Schieber angeschraubt, um sie in der Buͤchse fest zu halten. Der
untere Schieber wird von zwei Schrauben, ff,
festgehalten, und der obere durch eine starke Schraube, G, niedergedruͤkt, an welcher oben ein Zahnrad angebracht ist,
welches mittelst eines Hebels und Triebstokes die Schraube sehr langsam umdreht, und
dadurch die Entfernung der Baken regulirt. H, ist ein
Klammer-Niet, das auf die Schraube paßt, und alles Wakeln unmoͤglich macht.
Auch die Schieber sind seitwaͤrts mittelst Schrauben befestigt, die durch die
Seiten der Buͤchse laufen, und deren Spizen auf Stahlplatten druͤken,
welche zwischen ihnen und den Schiebern angebracht sind. Um den Schluß zwischen den
Schraubenspizen, welche die untere Seite stuͤzen, und der Spize der
Stellschraube, welche den oberen Schieber treibt, noch vollkommner zu machen, sind
zwei Strek-Schrauben in den Enden der staͤhlernen Baken zwischen den
Schiebern angebracht, wodurch ein hinlaͤnglicher Grad von Schluß zur
Ueberwaͤltigung der Federkraft der Materialien erregt wird, ehe noch die
Baken auf den Zain einwirken.
Die Figur 16,
stellt die Zug-Maschine im Gange im Perspective dar. Die Baken-Buͤchse ist an
einem Ende eines langen Gestelles angebracht. Dieses Gestell traͤgt zwei
Achsen, AA, eine an jedem Ende. Auf diesen Achsen
sind Raͤder und uͤber diese Ketten ohne Ende angebracht, BB, welche sich auf einer oben in dem Gestelle
angebrachten Bahn bewegen. Diese Kelten werden durch ein Zahnrad, C, in Bewegung erhalten, welches auf der von der
Bakenbuͤchse am weitesten entfernten Achse befestigt ist. Dieses Zahnrad wird von einem
Triebstoke, D, getrieben, auf dessen Achse sich ein Rad,
E, befindet, und dieses Rad wird von einem
Triebstoke, F, auf der Achse der Trommel, G, getrieben, welche von einem Laufbande bewegt wird,
das von einigen Raͤdern in der Muͤhle herkommt, und durch eine
Spann-Walze nach Belieben in und außer Thaͤtigkeit gesezt werden kann. Der
Zain wird von der Kette mittelst einer Zange durch die Baken gezogen.
In Figg. 13
und 15, sind
die beiden Faͤnge der Zange, aa, welche
durch den Verbindungs-Stift, c, verbunden sind. Dieser
hat an jedem Ende eine kleine Walze oder ein kleines Rad, womit er oben in der Bahn
des Gestelles laͤuft; dd, ist ein
aͤhnliches Raͤderpaar, dessen Achse mit zwei Gliedern, ee, verbunden ist: diese Achse laͤuft
zwischen den Schwaͤnzen der Zange, ist aber nicht an denselben befestigt. Die
Enden dieser Glieder haben einen doppelten Haken, wie Fig. 5Fig. ist auf bezeichneter Tafel nicht vorhanden., zeigt. Die Zangen
laufen auf ihren Raͤdern unmittelbar uͤber die Kette ohne Ende, so
daß, wenn das Ende der Glieder, ee,
niedergedruͤkt ist, einer dieser Haken einen Quer-Stift der Kette
faͤngt, wie Fig. 5Fig. ist auf bezeichneter Tafel nicht vorhanden., zeigt. Die Achse des Rades, dd,
welche zwischen den geneigten Theilen der Schwaͤnze der Zange spielt, sucht
dieselben von einander zu treiben, wodurch die Fange der Zange mit desto
groͤßerer Gewalt einbeißen. Die Glieder, ee, ziehen die Zange mit der Kette, BB. Die
Glieder werden eine lange Streke uͤber zwischen der Achse der Raͤder
hingefuͤhrt, und haben ein hinlaͤngliches Gewicht, h, an sich befestigt, welches das hakenfoͤrmig
gekruͤmmte Ende, f, hebt, und aus der Kette los
macht, außer wenn eine bedeutende Spannung an den Zangen Statt hat.
Wenn diese Maschine in Thaͤtigkeit gesezt werden soll, ergreift ein Junge die
Zange bei ihrem Griffe, wo sie aus der Kette los ist, und schiebt sie
vorwaͤrts zu der Bakenbuͤchse. Die Zangen laufen frei auf ihren
Raͤdern, und ihre Faͤnge oͤffnen sich, wenn sie in dieser
Richtung bewegt werden, indem zwei kleine Stifte, ii, zwischen den Gliedern befestigt sind, und auf die Außenseite der
Schweife der Zange wirken, dieselben schließen, und dadurch zugleich die
Faͤnge oͤffnen. Die Faͤnge werden dicht an die
Bakenbuͤchse vorgeschoben, und kommen in eine Hoͤhle, N, Fig. 12, die absichtlich
dazu vorgerichtet ist. Ein anderer Junge nimmt einen Zain, welcher vorlaͤufig
durch die Walzen, Fig. 9, duͤnn gestrekt ward, und fuͤhrt denselben zwischen
die Baken, und auch zwischen die Faͤnge der Zange, welche offen sind. Der
Junge, welcher die Zange haͤlt, nimmt nun den Griff, s, oben an dem Ruͤken derselben, und haͤlt ihn fest,
waͤhrend er mit der anderen den Griff, r, an dem
Ende der Glieder von der Zange wegzieht. Dadurch werden die Faͤnge der Zange
auf dem zwischen denselben befindlichen Zaine geschlossen: zugleich druͤkt
der Junge den Griff, r, nieder, und der Haken an dem
Ende der Glieder, ee, wird von dem ersten
Querstifte der Kette unter ihm gefangen. Dadurch geraͤth nun die Zange in
Bewegung, und die erste Wirkung hiervon ist, daß ihre Faͤnge sich schließen,
und in den Zain mit großer Gewalt einbeißen, indem die Achse der Raͤder
zwischen die geneigten Flaͤchen der Zange kommt. Nachdem die Zange sich mit
aller Gewalt auf dem Zaine geschlossen hat, bewegt sie sich mit der Kette fort, und
zieht die Zaine durch die Baken, welche auf den dikeren Theil derselben mir weit
mehr Kraft wirken, als auf den duͤnnen, und so dieselben auf gleiche Dike
zuruͤkfuͤhren. Nachdem sie ganz durchgezogen sind, wird der Zug an der
Zange allmaͤhlich vermindert, und da dann das Gewicht an dem anderen Ende der
Glieder den Haken hebt, so kann diese wieder zu den Baken
zuruͤkgefuͤhrt werden, um daselbst einen anderen Zain zu ziehen. Das
Gestell enthaͤlt zwei Paar Baken, und dasselbe Rad dient fuͤr beide.
Auf der Muͤnze befinden sich zwei Maschinen dieser Art neben einander, und
nur so weit entfernt, daß ein Junge zwischen denselben arbeiten kann. Hr. Maudsley
verfertigte dieselben unter der Aufsicht ihres Erfinders.
Die auf dieser Maschine gestreckten Zaine sind um vieles gleichfoͤrmiger in
der Dike, als diejenigen, welche mittelst der sogenannten Adjustir-Walzen gezogen
werden; folglich werden auch die einzelnen Stuͤke (die sogenannten Platten),
dem gesezlichen Schrote um vieles naͤher gebracht: denn dieß war der Zwek bei
dieser Erfindung. Wie wichtig dieß fuͤr die Muͤnze geworden ist,
erhellt daraus, daß dadurch das Remedium bei Goldmuͤnzen von 40 Gran auf 12
herabgebracht worden ist. Wenn die aus den auf dieser Maschine zugerichteten Zainen geschnittenen Platten
gewogen, und auf das Pfund Troy Gew. gezaͤhlt werden, so betraͤgt die
Abweichung von dem Schrotte selten uͤber drei Gran. Es gilt bekanntlich
fuͤr eine schoͤne Arbeit, wenn bei der Adjustir-Walzen die Abweichung
unter 6 Gran Troy Gew. faͤllt.
Nachdem die Platten durch Bolton's Durchschlag-Presse (Bd. 1. S. 249) ausgeschnitten
wurden, kommen sie in die Ausgleichungs-Kammer, wo sie Stuͤk fuͤr
Stuͤk ausgeglichen werden. Die zu leichten Stuͤke werden zum
Wiedereinschmelzen zuruͤkgelegt, und die schweren, wo sie nicht zu schwer
sind, werden durch Befeilen ihrer Oberflaͤche mit einer groben Feile oder
Raspel ausgeglichen. Die außerordentliche Genauigkeit der Maschine des Hrn. Barton's hat indessen dieses eben so unelegante als
unmechanische Verfahren um ein Bedeutendes abgekuͤrzt.
Die auf diese Weise zugerichteten Platten sind wegen des Strekens und Ziehens
außerordentlich hart geworden, und aller in ihnen verborgene Waͤrmestoff
wurde ausgepreßt. Sie erhalten ihre urspruͤngliche Weichheit dadurch wieder,
daß man sie in einem Reverberir-Ofen kirschroth gluͤht, und dann in einer
sehr schwachen Schwefelsaͤure siedet, wodurch sie vollkommen weiß werden.
Nachdem sie in warmen Saͤgespaͤnen oͤder bei einem sehr
maͤßigen Feuer getroknet wurden, sind sie raͤndel- und
praͤgefertig.
Das Raͤndeln an der Kante geschieht, um das Abfeilen des Randes zu
verhuͤten: einer Betruͤgerei, die an den aͤlteren
Muͤnzen, deren Rand noch nicht mit Buchstaben oder Zierrath versehen waren,
haͤufig begangen wurde. Der Bau der Raͤndel-Maschine (milling-machine) erhellt aus Figg. 17 und 18, wo sie im Aufrisse
und Grundrisse gezeichnet ist. Die Theile, welche auf die Platte wirken, bestehen
aus zwei staͤhlernen Stangen oder Linealen, DD, deren anliegende Kanten ausgeschnitten oder ausgeschweift sind. Die
untere Stange, die man im Grundrisse Fig. 18, sieht, ist
unbeweglich, und wird mittelst zwei Klammern auf einer Eisenplatte, D, niedergehalten, welche die Basis der ganzen Maschine
bildet. Die beiden senkrechten Stuͤke hindern die obere Stange vor dem
Aufsteigen; die sich
jedoch frei nach vorwaͤrts und ruͤkwaͤrts in der Richtung ihrer
Laͤnge bewegen kann, und in dieser Bewegung dadurch geleitet wird, daß sie in
der Haͤlfte ihrer Dike in einer in der Platte, D,
gebildeten Furche liegt. Ein Zahnstok, CC, Fig. 1, ist an
dem beweglichen Lineale befestigt, welches in die Zaͤhne des Rades, B, eingreift, das auf einer unter einem rechten Winkel
quer auf dem Lineale liegenden Achse aufgezogen ist, die an ihren Enden von zwei,
von der Platte, D, aufsteigenden, Pfeilern getragen
wird. An einem Ende der Achse ist eine Kurbel befestigt, wodurch die Maschine in
Umtrieb gesezt wird. Zwei Platten kommen, wie man in Fig. 18, sieht, auf ein
Mahl in die Maschine, und das untere Lineal kann mittelst der beiden Schrauben, ff, dem oberen naͤher gebracht, oder von
demselben entfernt werden, damit Platten von verschiedener Groͤße zwischen
denselben aufgenommen werden koͤnnen. Die Operation dieser Maschine geschieht
auf eine sehr einfache Weise. Nachdem zwei Platten zwischen die Kanten der Lineale
gebracht wurden, wird die Kurbel, A, bis zur
Haͤlfte ihres Umlaufes gedreht, wodurch das obere Lineal gegen sein Ende hin
so weit fortgeschoben wird, daß die Platte an ihrem ganzen Umfange oder Rande
geraͤndelt werden kann. Die beiden geraͤndelten Stuͤke werden
nun herausgenommen, und zwei frische zwischen die Lineale gebracht; die Kurbel, A, wird in entgegengesezter Richtung wieder in der
Haͤlfte ihres Umlaufes zuruͤkgetrieben, und fuͤhrt das obere
Lineal in seine vorige Lage zuruͤk, wodurch wieder zwei Stuͤke
geraͤndelt wurden, u.s.f. Die Maschine wird auf eine starke hoͤlzerne
Bank gestellt, die in eine fuͤr den Arbeiter, welcher die Kurbel dreht,
bequeme Hoͤhe gebracht werden kann. Ein Junge legt die Platten in die
Maschine in der Naͤhe der Kurbel.
Die 19te und
20te Fig.
dient zur weiteren Erlaͤuterung der Durchschlag-Presse des Hrn. Bolton (Bd. 1. S. 249.) Fig. 19, zeigt die Weise,
wie das horizontale Rad auf die Walze, F, wirkt. Sie
stellt einen horizontalen Grundriß des oberen Theiles der Achse dar. S, Fig. 19, ist ein Theil
des Randes des großen Rades, und, T, einer der
hervorstehenden Zaͤhne, welcher, wenn das Rad sich in der Richtung des
Pfeiles dreht, die Walze, F, an dem Ende des Hebels, FD, ergreift, und den Hebel in dieser Richtung dreht,
wodurch die Schraube aufgewunden, und der Druker aus dem Staͤmpel gehoben
wird. Dadurch wird auch zugleich die Stange, H, gezogen,
welche mit dem Hebel mittelst eines Gewindes verbunden ist. Das andere Ende ist mit
einem gekruͤmmten Hebel verbunden, von dessen anderem Ende eine Stange
herabsteigt, an welcher ein Staͤmpel befestigt ist. Fig. 20, ist der
Sperrkegel. Bei R, ist er an einem Gewinde, E, beweglich, und wird durch eine Feder, K, aufwaͤrts gestoßen. An dieser Feder ist eine
Schnur, O, befestigt, an deren unterem Ende ein
Tretschaͤmel angebunden ist.
Die Presse ist auf Fig. 21, im Aufrisse dargestellt, CCC,
ist ein starkes Gestell aus Gußeisen, welches auf eine steinerne Grundlage
niedergeschraubt wird. Der obere Theil ist zur Aufnahme der Schraube, D, senkrecht durchbohrt. Ein
Praͤge-Staͤmpel aus Stahl, welcher die Muͤnze praͤgt,
ist mittelst einer Buͤchse, Fig. 4, an dem unteren
Ende der Schraube befestigt, und der andere Staͤmpel ist in einer
Buͤchse, Fig.
7, welche unten an der Basis der Presse festgemacht ist, eingesezt. Die
schweren Gewichte an dem sogenannten Schluͤssel (balance weights), RR, sind oben auf der
Schraube befestigt, welche, wenn sie gedreht wird, den oberen
Praͤgestaͤmpel auf die Platte, welche gepraͤgt werden soll,
niederdruͤkt, und da diese auf dem unteren Praͤgestaͤmpel
liegt, zugleich auch diesen abdrukt, und so die Muͤnze auspraͤgt. Die
notwendige Kraft hierzu wird durch das Moment der mit Gewichten beladenen Arme, RR, erhalten. Die Schraube erhaͤlt ihre
Bewegung durch das Stuͤk, A, welches bis an die
Deke der Praͤgestube reicht, und durch eine Dampfmaschine in Umtrieb gesezt
wird, die, sammt dem noͤthigen Zugehoͤre, sich in einem Gemache
uͤber der Praͤgestube befindet.
Acht solche PressenDas Praͤgen der Muͤnzen mittelst der Presse ist eine
franzoͤsische Erfindung, die allgemein einem Graveur, Art. Brucher, zugeschrieben wird, welcher unter
Heinrich II. im Jahre 1553 mittelst derselben praͤgte. Die Presse
wurde aber im J. 1585 unter Heinrich III. wieder aufgegeben, weil man sie zu
kostbar fand, und der Hammer trat wieder an seine alte Stelle. Im Jahre
1623 versuchte Briot vergebens die Presse wieder
in Frankreich einzufuͤhren; er ward nicht gehoͤrt und ging
nach England, wo er gluͤklicher mit seinem Clienten war. Indessen
ward noch durch einige 40 Jahren lang, auch in England, bald der Hammer,
bald die Presse gebraucht, bis endlich in Frankreich seit dem Jahre 1645, in
England seit dem Jahre 1662 die Presse bis jezt ununterbrochen fort
angewendet wurde. Auszug aus einer historischen Notiz
uͤber das Muͤnzwesen von G. H. im Mechanic's Magaz. N
. 66. S. 147. stehen in einer Reihe auf dem steinernen Pflaster, auf welchem sehr starke
eichene Pfeiler auf gerichtet sind, die bis an die Deke reichen. Jede Presse steht zwischen vier
solchen Pfeilern, welche durch eiserne Arme, die horizontal von jedem derselben zu
dem gegenuͤberstehenden laufen, befestigt sind. Diese Arme stuͤzen
Holzbloͤke, gegen welche die Enden, RR, des
Schluͤssels anschlagen, damit sie nicht weiter, als nothwendig ist, laufen,
indem ohne diese Vorsicht die harten staͤhlernen Praͤgestaͤmpel
zuweilen mit einander in Beruͤhrung kommen, und zerbrochen werden
koͤnnten. Die Platte, welche gepraͤgt werden soll, befindet sich
waͤhrend des Auspraͤgens in einem staͤhlernen Ringe oder
Halsbande, wodurch die kreisfoͤrmige Figur derselben erhalten wird. Dieser
Ring ist in W, Fig. 25, in
groͤßerem Maßstabe dargestellt. V, ist in Fig. 22 eine
Feder mit drei Zinken, wodurch die Feder immer aufwaͤrts kommt. Die Oeffnung
in dem Ringe, W, paßt auf den Hals des unteren
Staͤmpels, T, Fig. 27. Wenn der Ring
auf den Hals des Praͤgestaͤmpels faͤllt, so ist die obere
Oberflaͤche des Ringes und des Praͤgestaͤmpels in einer und
derselben Ebene. Der Ring laͤßt sich auf dem Halse aufwaͤrts schieben,
und bildet dann eine Vertiefung oder Zelle, die gerade eine zu praͤgende
Platte aufzunehmen vermag. Der Ring oder das Halsband, W, kann auf dem Halse des Praͤgestaͤmpels mittelst der Hebel,
GG, Fig. 26, auf- und
abgeschoben werden. Diese sind auf Stiften aufgezogen, mit welchen sie ein Gelenk
bilden, und befinden sich in einem großen Ringe, gg. der außen um die Buͤchse (Fig. 27) lauft, welche
den Praͤgestaͤmpel, T, enthaͤlt,
und auf derselben, wie Fig. 21, zeigt, durch die
Klemmschrauben, gg, befestigt ist. Die Hebel, GG, sind an ihren aͤußeren Enden
gabelfoͤrmig zur Aufnahme von Zapfen an den unteren Enden der Eisenstangen,
EE, welche durch Loͤcher in dem dichten Metalle der
Presse aufsteigen, und mit einem Halsbande, G, verbunden
sind, welches an den oberen Theil der Schraube, D, paßt.
Wenn die Schraube zuruͤkgedreht, und der obere Praͤgestaͤmpel
in die Hoͤhe gezogen wird, so heben die Stangen die aͤußeren Enden der
kurzen Hebel, G, und die innere Seite druͤkt den
Ring nieder. Man legt eine auszupraͤgende Platte auf den
Praͤgestaͤmpel, und wenn die Schraube so gedreht wird, daß der obere
Praͤgestaͤmpel auf dieselbe herabgebracht wird, um die Muͤnze
auszupraͤgen, so werden die Hebel, G, frei, und
die dreifache Feder, V, hebt das Halsband auf, so daß es
die Muͤnze umgibt, in diesem Zustande wird nun gepraͤgt, oder, wie man
sagt, geschlagen. Unmittelbar darauf windet sich die Presse zuruͤk, und dann
treiben die Hebel, G, das Halsband nieder auf dem Halse
des Praͤgestokes, und lassen das gepraͤgte Stuͤk frei. Der
untere Praͤge-Staͤmpel ist in einer Buͤchse, Fig. 27, mittelst der
Schrauben, tt, befestigt, durch welche es mit der
groͤßten Genauigkeit unter dem oberen Staͤmpel angebracht werden kann.
Die Buͤchse, Fig. 27, wird auf der Basis der Presse mir vier Schrauben
niedergeschraubt. Der obere Praͤgestaͤmpel ist in S, Fig. 23, dargestellt, wo
zugleich gezeigt wird, wie man denselben an der Schraube befestigt, vv, sind vier Schrauben, wodurch der
Praͤgestaͤmpel in einer Buͤchse, Fig. 23, festgehalten
wird. Diese Buͤchse ist in einen Ring oder in ein Halsband eingesezt, wie die
punctirten Linien, F, zeigen: Siehe auch Fig. 21. Die Arme des
Halsbandes, F, sind an den Stangen, EE, mittelst zweier Nieten an jedem Ende
befestigt: dadurch muß das Halsband, F, und die
Buͤchse, 23, immer der Schraube folgen, und in genauer Beruͤhrung mit
dem Ende der Schraube bleiben, die in eine Hoͤhlung oben an der
Buͤchse, Fig. 23, eintritt, jedoch so, daß die Schraube sich frei und
unabhaͤngig von der Buͤchse drehen kann.
Fig. 22, ist
ein Ring, welcher mittelst seiner Schrauben, ww,
an der Schraube der Presse befestigt ist. Eine Klaue, V,
steigt von dem Ringe nieder, und tritt in die Hoͤhlung, o, in der Kante der Buͤchse, Fig. 23, welche
Hoͤhlung beinahe drei Mahl so weit ist, als die Klaue, V, und daher der Schraube erlaubt, sich bis auf eine gewisse Streke hin zu
drehen, ohne die
Buͤchse, Fig. 23, zugleich mitzudrehen; außer dieser Streke jedoch dreht sich die
Schraube und die Buͤchse zugleich. Der Zwek dieser Vorrichtung ist, den
oberen Praͤgestaͤmpel auf die auszupraͤgende Platte in einer
Schrauben-Bewegung niederzudruͤken; wuͤrde sich der Staͤmpel
aber in einer aͤhnlichen Bewegung heben, so wuͤrde er den feinen
Abdruk abschaben und zerstoͤren. Aus diesem Grunde ist die Hoͤhlung,
o, so weit, daß sie der Schraube gestattet,
zuruͤkzulaufen, und den Staͤmpel aus der unmittelbaren
Beruͤhrung mit der gepraͤgten Muͤnze zu bringen, ehe derselbe
anfaͤngt, sich in Schraubenbewegung zuruͤkzudrehen.
Fig. 24, ist
eine Buͤchse, welche uͤber die Buͤchse des oberen
Praͤgestaͤmpels geschraubt wird, wie Fig. 21, zeigt, damit
derselbe fest in seiner Hoͤhlung erhalten wird.
Die große Preßschraube ist an ihrem oberen und unteren Ende walzenfoͤrmig, wie
Fig. 21,
zeigt, und ihre Enden passen genau in Halsbaͤnder, welche mittelst Schrauben
fest angezogen werden. Die eigentliche Schraube ist zum Theile in dem festen
Metall-Gestelle verbunden, und hat keinen anderen Zwek, als den
Praͤgestaͤmpel niederzutreiben: die Seitenleitung geschieht durch die
Halsbaͤnder.
Tafeln