| Titel: | Neue Verbesserungen an den Maschinen und Verfahrungs-Arten, metallne Walzen, Röhren und Cylinder, und gewisse andere Artikel zu verfertigen, worauf Thom. Gethen, Gentleman, ehevor Henry-street, Penton-ville, Middlesex, gegenwärtig in Union-street, Soutwark, Surrey, den 15. April 1824 sich ein Patent ertheilen ließ. |
| Fundstelle: | Band 17, Jahrgang 1825, Nr. IX., S. 59 |
| Download: | XML |
IX.
Neue Verbesserungen an den Maschinen und
Verfahrungs-Arten, metallne Walzen, Röhren und Cylinder, und gewisse andere
Artikel zu verfertigen, worauf Thom.
Gethen, Gentleman, ehevor Henry-street, Penton-ville,
Middlesex, gegenwärtig in Union-street, Soutwark, Surrey, den 15. April 1824 sich ein Patent ertheilen
ließ.
Aus dem London Journal of Arts. Februar 1824. S.
64.
Mit Abbildungen auf Tab.
II.
Gethen's, Maschinen und Verfahrungs-Arten, metallne Walzen, Röhren und Cylinder zu verfertigen.
Diese Verbesserung ist vorzuͤglich bei Verfertigung
bleierner Roͤhren anwendbar, und besteht 1stens, darin, daß die Model, in
welche solche Roͤhren gegossen werden, sich so fortschieben, daß das
fluͤssige Metall, welches aus dem Gießloche eines stillstehenden
Schmelztopfes auslaͤuft, durch die fortschreitende Bewegung des Models in den
Stand gesezt wird, eine groͤßere Laͤnge zu gießen, als bei der
gewoͤhnlichen Weise des Metallgusses nicht wohl moͤglich ist. 2tens,
in dem besonderen Baue und in der Anwendung eines Kernes mit durchloͤchertem
Ueberzuge und gewisser Canaͤle, durch welche alle Daͤmpfe aus dem
Model entweichen koͤnnen. Die Vortheile dieses verbesserten Apparates und
dieser Vorrichtung bestehen darin, daß man sehr leicht Rohren von einer bedeutenden
Laͤnge (20 bis 40 Fuß und daruͤber) gießen, und zugleich einen
gesuͤnderen und gedraͤngteren Zusammenhang der Metall-Theilchen
hervorbringen kann, als auf keine andere bekannte Weise Roͤhren zu gießen und
zu ziehen bisher moͤglich war.
Wer immer mit dem Gießen aus Blei, sowohl in Roͤhren als in Tafeln, praktisch
bekannt ist, her weiß, wie haͤufig ungesunde und durchloͤcherte
Stellen an dem Gusse vorkommen, wie sehr die Arbeit dadurch verliert und wie
Fabrikant und Kaͤufer so oft dadurch Verlust erleiden. Dieser Fehler entsteht
vorzuͤglich durch die Ausdehnung der in dem Model enthaltenen Luft, und wird
durch die hier empfohlene, verbesserte Art zu gießen, vollkommen vermieden. Das
bisherige Verfahren Blei-Blaͤtter und Blei-Roͤhren
zwischen Walzen durchlaufen zu lassen, um sie zu verduͤnnen, noͤthigt
bloß die Metall-Theilchen sich uͤber einander aufzurollen, und die
Flaͤche zu verlaͤngern; sie verlaͤngert also und
vergroͤßert zugleich die fehlerhaften Stellen, indem sie das Metall an
denjenigen Stellen, wo der Zusammenhang nicht vollkommen ist, in Blattchen oder
Seiten-Spruͤnge bricht, welche dann durch Wechsel der Temperatur und
durch mechanische Gewalt, die spaͤter auf sie wirkt, noch groͤßer
werden, und das Metall bald ganz von einander brechen machen.
Der Patent-Traͤger nahm daher eine Methode an, durch welche die Luft
aus dem Model ausgefuͤhrt wird, und schlaͤgt vor, die Roͤhren
in solcher Dike zu gießen, daß jedes Ziehen, um den Zusammenhang der Theilchen
gleichfoͤrmig zu machen, uͤberfluͤssig wird, wodurch dann auch
die Seitenspruͤnge, welche durch jenes Ziehen selbst an gesunden Rohren
oͤfters entstehen, vermieden werden. Diesen Zwek hat er, so weit unsere
Beobachtung reicht, vollkommen erlangt; denn, (außer der Schnelligkeit, mit welcher
er gießt), zeigt sich das Metall, wenn man seine Roͤhren aufschneidet, und
mit anderen gewoͤhnlich gearbeiteten guten Roͤhren vergleicht, so
gesund und fest zusammenhaͤngend, daß man, bei der Wohlfeilheit derselben,
sie als eine ganz ausgezeichnete Waare betrachten muß.
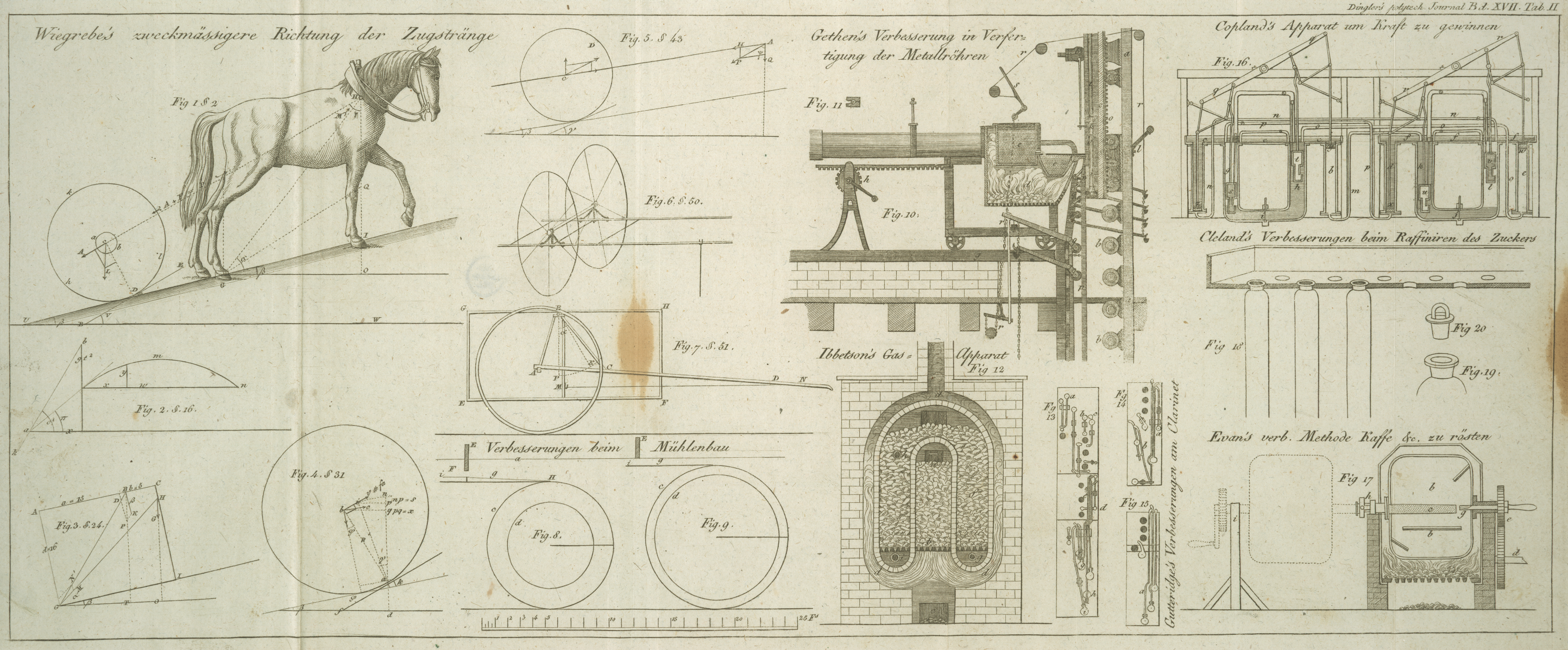
Fig. 10,
zeigt einen Theil des hierzu angewendeten Maschinen-Werkes. aa, ist eine Saͤule oder ein Pfosten aus
Gußeisen, mit einer Reihe von Reibungs-Walzen, gegen welche das Gestell, c, sich in senkrechter Richtung bewegt. d, ist ein im Durchschnitte dargestellter Ofen mit dem
Schmelz-Topfe, e, aus dessen Lippe das
fluͤssige Metall in den Model, f, fließt. Dieser
Ofen laͤuft auf einer Eisenbahn, g, und wird zu
dem Model, wie Figur zeigt, mittelst eines Triebstokes und Zahnstokes, h, hinangebracht. Der Model, f, besteht aus zwei geraden Gußeisen-Stangen, die in Fig. 11, in
horizontalem Durchschnitte dargestellt sind, indem in der 10ten Figur eine dieser
Stangen weggenommen ist, damit man das Innere sieht. In jeder dieser Stangen ist
eine hohle oder halbcylindrische Furche, welche den aͤußeren Theil der
Roͤhre bildet, und in der Mitte des Models ist eine gerade Stange, ii, als Kern, welche von einem Leiter, k, in ihrer Lage erhalten wird.
Der Model wird mittelst einer Kurbel und eines Triebstokes, l, welcher ein Zahnrad und einen Triebstok, m,
bildet, gehoben und gesenkt; lezterer greift in den Zahnstok, o am Ruͤken des Model-Gestelles ein, und laͤßt, je
nachdem die Kurbel gedreht wird, den Model auf- oder niedersteigen. Der Guß
wird angefangen, wann das Gestell mit seinem Model sich in der hoͤchsten Lage
befindet, und die Roͤhre wird nach und nach fortgesezt, wie der Model
niedersteigt. Man wird aus dem Querdurchschnitte des Models in Fig. 11, einsehen, daß
ein keilfoͤrmiger Canal sich laͤngs der Vorderseite des Models
erstrekt, durch welche das Metall in das Innere desselben gelangen kann. Am Grunde
des Models ist ein Stoͤpsel eingestekt, damit das Metall nicht
auslaͤuft, und ein Haͤlter oder Vorblatt, p, wird vorne angedruͤkt, um das Entweichen des Metalles durch den
keilfoͤrmigen Canal zu verhindern.
Wenn man nun, wie in der Figur, das untere Ende des Models sich hinaufgehoben denkt,
bis auf einige Zoll uͤber dem obersten Ende des Vorblattes, wird der Ofen,
wie die Figur zeigt, vorgeschoben, und die Lippe des Schmelztopfes dicht an die
Vorderseite des Models gebracht. Sobald der Pfropfen aus derselben ausgezogen wird,
laͤuft das Metall durch den Canal in den Model. Nun wird die Kurbel gedreht,
und das Gestell mit dem Model langsam niedergelassen, waͤhrend das Metall
fortfahrt in den Model zu laufen, wo es erstarrt und die Roͤhre bildet.
Nachdem nun das Ausgießen des Metalles und das Fortschreiten des Models so lang
fortgesezt wurde, bis das obere Ende des Models in gleiche Hoͤhe mit dem
Vorderblatte gelangt, so bildet sich eine Roͤhre, die eben so lang ist, als
der Model.
Der Leiter, k, welcher den Kern umfaßt, ist ein Ring, der genau in die innere
Hoͤhlung des Models paßt, in welcher der Kern sich schiebt. Ein kleiner Arm,
der von demselben sich ausstrekt, laͤuft durch den keilfoͤrmigen
Canal, und wird von einem Haken und von einer Stange gehalten, die an dem Pfeiler
oder auf irgend eine andere schikliche Weise befestigt ist. Dieser Leiter bleibt
feststehend einige Zoll uͤber der Oeffnung, bei welcher das Metall einfließt,
um den Kern in der Mitte des Models zu halten, wie dieser niedersteigt.
Der Kern ist eine walzenfoͤrmige Stange, welche durch die ganze Laͤnge
des Models hinlaͤuft, und eine oder mehrere kleine Furchen seiner
Laͤnge nach eingeschnitten hat, die als Canaͤle dienen, wodurch die
Daͤmpfe aus dem Inneren des Gusses entweichen koͤnnen. Diese Stange
wird mit Papier oder mit irgend einer anderen poroͤsen Substanz bedekt,
welche Luft und Dampf durchlaͤßt, und auf diese Weise laͤngs den
Furchen des Kernes entweicht.
Der Haͤlter oder das Vorblatt, p, wird gegen den
Model mittelst Hebeln, q, angedruͤkt, die mit
Gewichten beschwert, und mit Gegenreibungs-Rollen versehen sind, wovon einige
zuruͤkgeschlagen sind, damit der Ofen und der Schmelz-Topf dicht an
den Model angelegt werden kann. Das Gewicht dieser Drukhebel kann von dem Vorblatte
entfernt werden, wenn der Model gehoben wird, und zwar mittelst der Ketten oder
Strike, rr, auf welche der Griff, s, wirkt.
Nicht bloß bleierne Roͤhren, sondern auch andere Metall-Roͤhren
und Artikel koͤnnen auf aͤhnliche Weise aus anderem Metalle gegossen
werden, so naͤmlich, daß der Model sich bewegt, waͤhrend der
Schmelz-Topf und das Vorblatt stehen bleibt, oder umgekehrt. Da der Apparat
uͤbrigens bei dem Gusse verschiedener Artikel nothwendig nach
Umstaͤnden verschieden seyn muß, so ist es unmoͤglich alle diese
verschiedenen Abaͤnderungen zu beschreiben. Da der
Patent-Traͤger auf aͤhnliche Weise auch Bleiplatten von jeder
beliebigen Dike gießt, ohne daß es noͤthig ist, dieselben durch Walzen laufen
zu lassen, so sind hier, da kein Kern angebracht werden kann, kleine Furchen oder Canaͤle in
den Modeln selbst noͤthig, und die Oberflaͤche des Models muß mit
einem poroͤsen Stoffe bedekt werden, durch welchen die Daͤmpfe
durchziehen und dann durch die Canaͤle entweichen koͤnnen.
Tafeln