| Titel: | Beschreibung eines Verfahrens beim Schraubenschneiden, mit Abbildung des dabei angewendeten Apparates. Von Jak. Clark, Kirchthurmuhren- und Maschinen-Macher zu Edinburgh, Old Assembly Close. Mitgetheilt von dem Verfasser. |
| Fundstelle: | Band 37, Jahrgang 1830, Nr. II., S. 3 |
| Download: | XML |
II.
Beschreibung eines Verfahrens beim
Schraubenschneiden, mit Abbildung des dabei angewendeten Apparates. Von Jak. Clark,
Kirchthurmuhren- und Maschinen-Macher zu Edinburgh, Old Assembly Close.
Mitgetheilt von dem Verfasser.Hr. Clark erhielt fuͤr diese Mittheilung die
goldene Medaille der Society of Arts for Scotland am
17. Jun. 1829.
Aus dem Edinburgh New Philosophical Journal. N. S. N
4. April. 1830. S. 273.
Mit Abbildungen auf Tab.
II.
Clark, Verfahren beim Schraubenschneiden.
Die hier unten beschriebene Methode Schrauben zu schneiden ist die beste, die sich im
Verlaufe dreißigjaͤhriger Erfahrung mir dargeboten hat, und verbindet
Einfachheit mit hoher Genauigkeit.
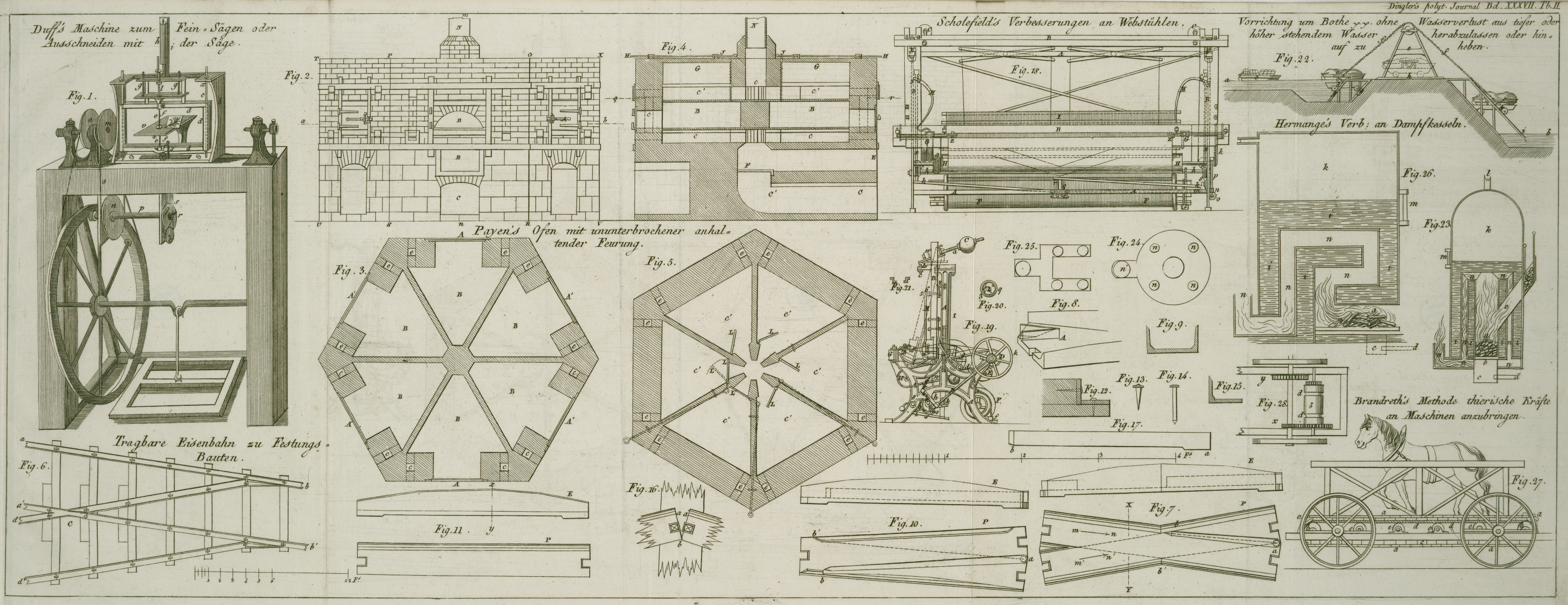
Das Erste, was verfertigt werden muß, ist die Patrone (the
tap), Fig.
14. L ist eine staͤhlerne Stange, auf
welche ein Cylinder aus Messing gegossen wird, H,
welcher in der Folge vollkommen cylindrisch abgedreht werden muß, und mit einem
Kammschrauben-Werkzeuge (comb-screwing
tool) von der erforderlichen Form geschraubt wird. In den Cylinder werden
fuͤnf oder sieben schwalbenschweiffoͤrmige „(oder wie man in
England sagt, taubenschweiffoͤrmige, dovetailed)“ Furchen parallel laufend mit den Seiten
desselben, und so daß die Schwalbenschweife nach dem Mittelpunkte gekehrt sind,
eingeschnitten, wie man in Fig. 15. im Durchschnitte
sieht. In diese Furchen kommen Stahlstuͤke kk, Fig.
14., die genau in dieselben passen, genau so lang sind, als der Cylinder,
und mittelst eines Schraubennietes, (GI
Fig. 14.) an
jedem Ende an ihrer Stelle festgehalten werden. Die Stahlstaͤbe
muͤssen nun nach der Schraube in dem Messing geschnitten, dann
herausgenommen, und bei einer so niedrigen Hize, als moͤglich,
gehaͤrtet werden, damit sie Federnhaͤrte erhalten. Die Schraube wird
dann von dem Koͤrper des messingenen Cylinders gaͤnzlich
weggearbeitet, die staͤhlernen Schneider werden dafuͤr eingesezt,
jeder in seine Furche, und durch die Niete G und I festgestellt, daß sie nicht nachgeben
koͤnnen.
Diese Patrone ist bloß dazu bestimmt, die messingenen Boͤgen in dem Gestelle,
Fig. 11.,
zu bezeichnen, dessen Einrichtung man bei einiger Aufmerksamkeit auf die Zeichnung
in Fig. 12.
leicht begreifen wird, wo es im Querdurchschnitte dargestellt ist. Es muͤssen
Raͤume in die messingenen Bogen, AA, nach
der Schiefheit der von der Patrone gemachten Zeichen eingeschnitten werden, und in
diese Raͤume
werden die Schneider in
Fig. 16.,
die aus Stahlplatten sind, eingefuͤgt.
Das Stuͤk, welches geschraubt werden soll, muß so genau als moͤglich in
einen vollkommenen Cylinder abgedreht werden. Um alle Unebenheiten, die von dem
Drehewerkzeuge uͤbrig bleiben koͤnnten, zu beseitigen, muß auf den
Cylinder ein acht bis zehn Zoll langes Stuͤk Blei gegossen werden, welches in
der Mitte der Laͤnge nach durchgesaͤgt wird. Das Metall wird dann auf
eine ebene Flaͤche oder Tafel gelegt, und nach der Richtung der Laͤnge
desselben mittelst eines der Bleidurchschnitte abgeschliffen, bis es vollkommen eben
wird, und alle Ungleichheiten verschwunden sind.
Nun beginnt das Schneiden. Die erste Reihe der Schneider muß eine beinahe scharfe
Schneide erhalten, so daß sie einen etwas tiefen Eindruk machen kann. Sie
muͤssen, was man wohl bemerken muß, schneiden, nicht
reißen, indem sie sonst einen falschen Gang oder Faden aufwerfen, und, wenn
der Durchmesser der Schraube, die man erhalten will, klein ist, dadurch die Stange
verlaͤngern, und so nicht bloß den Faden oder Gang groͤßer machen,
sondern wahrscheinlich auch eine Schraube von ungleicher Form erzeugen
koͤnnen.
Die zweite Reihe von Schneidern wird wahrscheinlich den Schraubentheil schon fertig
machen, was jedoch von der Laͤnge und von dem Durchmesser der Schraube
abhaͤngt.
Nachdem die Schraube eine hinlaͤngliche Tiefe erhalten hat, werden die
staͤhlernen Schneider herausgenommen, und kupferne Schleifer dafuͤr an
der Stelle derselben eingesezt, und die Schraube durchgearbeitet, bis sie fertig
ist. Zwei oder drei Reihen von kupfernen Schleifern koͤnnen nothwendig
seyn.
Auf diese Weise habe ich Schrauben von 12 bis 48 Zoll in der Laͤnge
geschnitten, deren Genauigkeit durch Proben der strengsten Art erwiesen wurde.
Man verfertige ein Niet, das fuͤr die Schraube paßt, welche probiert werden
soll. Man befestige das Niet an der unteren Seite eines Brettes oder einer Bank, und
fuͤhre die Schraube ein, welche jezt mit einem Mikrometerkopfe oder Zeiger
versehen seyn muß. Die Schraube muß jezt an beiden Enden auf einer Tafel befestigt
werden, sich aber frei umdrehen koͤnnen. Auf dieser Tafel ist eine
Buͤhne befestigt, die uͤber die Bank emporreicht, und rechte Winkel
mit der Achse der Schraube bildet: die Buͤhne hat einen Punkt, der sich
schieben laͤßt. Man lege nun auf das obere Brett zwei Streifen Messing mit
den Kanten an einander, stelle den Zeiger, und fuͤhre eine Linie quer
uͤber die Messingstreifen. Man drehe den Zeiger z.B. auf 90°, oder
lasse ihn eine Viertel-Umdrehung machen; ziehe eine andere Linie, und wiederhole
diese Operation, bis man eine hinlaͤngliche Anzahl von Linien hat. Nun
wechsle man die Streifen, und lasse je zwei und zwei Linien zusammen treffen. Wenn
alle Linien immer zusammen treffen, nachdem die Streifen wiederholt gewechselt
wurden, so ist die Schraube vollkommen. Parallele gerade Linien koͤnnen auf
diese Weise in jeder Entfernung erzeugt werden.
Die Leitungsschraube E der kreisfoͤrmigen
Theilungsmaschine, Fig. 17. ist nach der oben beschriebenen Methode verfertigt, nach welcher
man eine Schraube zur Erzeugung gleichweit von einander entfernten Parallelen
schneiden kann; sie muß aber spaͤter eine gewisse Kruͤmmung erhalten.
Man gieße ein bleiernes Rad, einen Durchmesser der Leitungsschraube groͤßer,
als jenen, in welchem die Schraube arbeiten soll, und bedeutend diker. Man drehe
eine halbkreisfoͤrmige Furche in die Peripherie des bleiernen Rades, damit
sie die eine Haͤlfte der Schraube umfaßt, welche nun in die Furche
eingetrieben werden muß, bis das Blei einen vollen Eindruk erhalten hat. Man
schleife dann mit Schmergel, bis dieselbe Kruͤmmung daran zum Vorscheine
gekommen ist. Nun werden die uͤbrigen in der Zeichnung dargestellten Theile
damit verbunden, um eine Schraube, G, zu erzeugen, an
welcher die Mittelpunkte der Faden derselben nicht parallel sind, sondern
verlaͤngert in irgend einem Punkte zusammenstoßen werden.
Wenn diese Schraube an einem Raͤderwerke angebracht wird, so kann die
Genauigkeit derselben auf eine aͤhnliche Weise, wie bei der Probe fuͤr
Schrauben, welche parallele Linien ziehen sollen, gepruͤft werden.
Man verfertige zwei runde Platten aus Messing, die eine kleiner als die andere, und
senke die kleinere in die groͤßere, bis die Oberflaͤchen beider in
derselben Ebene liegen. Man befestige diese Platten an der Maschine, die durch die
Schraube G getrieben wird. Man stelle den Zeiger, und
ziehe eine Linie auf beiden Platten. Man bewege die Schraube um eine gegebene Anzahl
Grade. Man ziehe eine andere Linie, und wiederhole diese Operation so oft, bis man
eine hinlaͤngliche Anzahl von Linien gezogen hat. Nun lasse man eine dieser
Platten sich drehen, und bringe irgend ein Paar dieser Linien auf den
aͤußeren und inneren Platten zusammen. Wenn die Schraube genau ist,
muͤssen alle uͤbrigen Linien auf einander treffen.
Es ist uͤberfluͤssig die Einrichtung der Theile zu beschreiben, die zur
Vollendung dieser Probe nothwendig sind.Es waͤre aber nicht uͤberfluͤssig gewesen, wenn Hr. Brewster diesen ganzen Aufsaz umgearbeitet und
deutlicher gemacht haͤtte; denn so, wie er hier steht, wird selbst
ein Meister in der Kunst Schrauben zu schneiden mehr errathen
muͤssen, als verstehen koͤnnen, was Hr. Clark sagen will. Von Fig. 13. kommtgar keine
Erwaͤhnung vor. Schrauben schneiden ist eine zu wichtige Arbeit, als
daß man so philosophisch, wie Hr. Brewster,
daruͤber weggehen duͤrfte.A. d. Ue.
Tafeln