| Titel: | Verbesserungen in der Fabrication von Angelgewinden, worauf sich Thomas Horne, Gelbgießer von Aston bei Birmingham in der Grafschaft Warwick, am 24. Jul. 1835 ein Patent ertheilen ließ. |
| Fundstelle: | Band 62, Jahrgang 1836, Nr. VIII., S. 49 |
| Download: | XML |
VIII.
Verbesserungen in der Fabrication von
Angelgewinden, worauf sich Thomas
Horne, Gelbgießer von Aston bei Birmingham in der Grafschaft Warwick, am
24. Jul. 1835 ein Patent ertheilen
ließ.
Aus dem London Journal of Arts. Junius 1836, S.
226.
Mit Abbildungen auf Tab.
I.
Horne's verbesserte Angelgewinde.
Ich verfertige die Angelgewinde (hinges) meiner Erfindung
gemaͤß aus Metallblech von ungleicher Dike, welches ich mir durch Auswalzen,
Streken oder Pressen verschaffe, und aus dessen duͤnnerem Theile ich das
Gelenk bilde, um auf diese Weise Gewinde mit kleineren Gelenken zu erzeugen, als
dieß mit Metallplatten von durchaus gleichmaͤßiger Dike moͤglich ist,
und um dadurch sowohl an Arbeit als an Material zu ersparen.
Ich verschaffe mir demnach durch Auswalzen oder auf sonstige geeignete Weise Streifen
aus Metallblech, welche an einer Stelle duͤnner sind, und welche man z.B. in
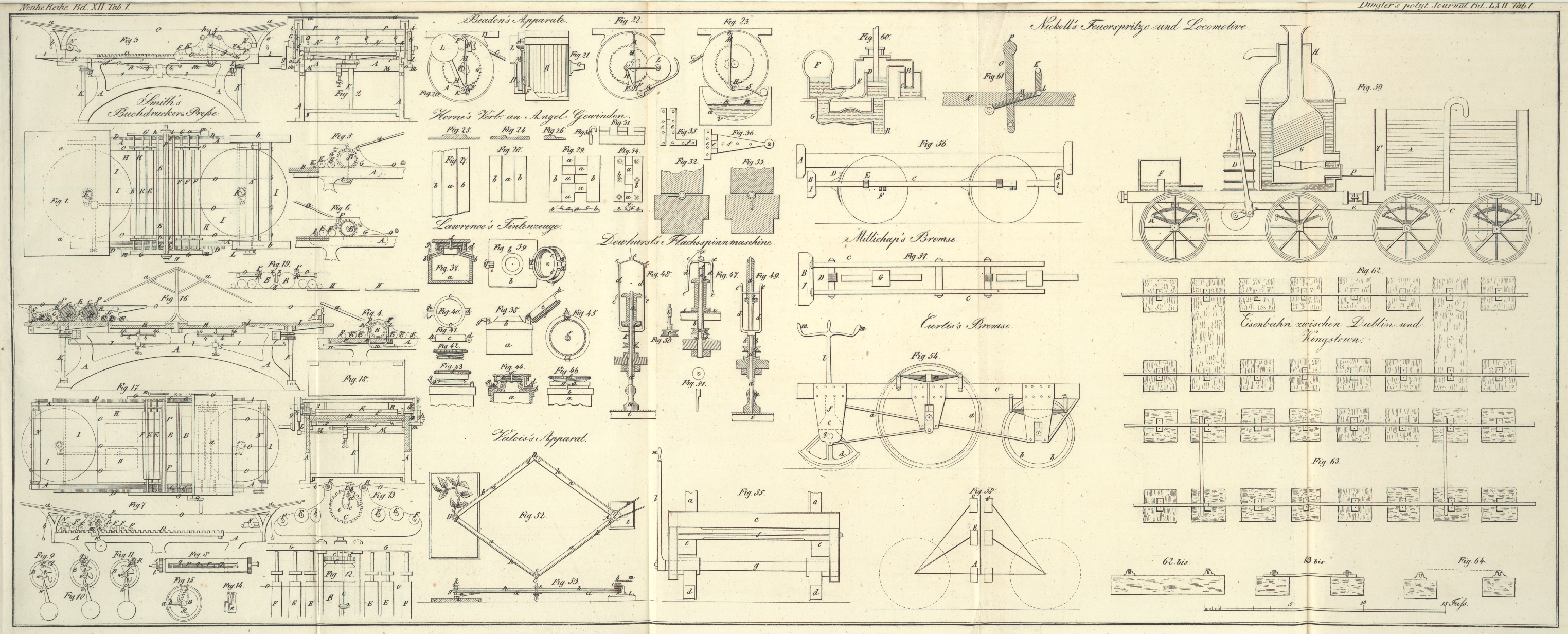
Fig. 24,
25 und
26 im
Durchschnitte sieht. Von diesen Blechstreifen schneide ich Stuͤke von solcher
Laͤnge ab, wie sie zur Erzeugung eines Gewindes erforderlich sind. Da ich der
aus Fig. 24
ersichtlichen Form den Vorzug einraͤume, indem sich bei ihr die
groͤßte Ersparniß an Material ergibt, so will ich hier eroͤrtern, wie
ich in Bezug auf diese Form verfahre.
Fig. 24 ist
ein Querdurchschnitt dieses Metallstreifens. Fig. 27 zeigt die
Flaͤche eines Theiles eines solchen Streifens, an welchem laͤngs der
Mitte die Austiefung a, die den duͤnneren Theil
bildet, laͤuft. Das zur Erzeugung eines Gewindes noͤthige
Stuͤk, welches jedoch verschiedene Groͤße haben kann, ersieht man aus
Fig. 28.
Dieses Stuͤk wird dann mittelst einer Schneidpresse in zwei Theile
geschnitten, die man in Fig. 29 von Vorne und von
der Seite sieht. Die Theile a, a sind zur Bildung des
eigentlichen Gewindes; die Theile b, b hingegen zur
Bildung der Fluͤgel bestimmt. Man kann die Stuͤke anlassen, damit man
beim Biegen derselben nicht Gefahr laͤuft sie zu brechen. Nachdem dieß
geschehen ist, biegt man die duͤnnen Theile a, a,
a als Vorbereitung zur Gewindbildung hakenfoͤrmig um, wie dieß aus
Fig. 30
und 31
ersichtlich ist. Man kann dieß durch Einpressen der Theile in ein entsprechendes
Werkzeug oder auf irgend andere Weise bewerkstelligen. In die hakenfoͤrmig
gebogenen Theile legt man hierauf einen geraden cylinderfoͤrmigen Draht, der
gleichsam als Doke dient, um sie dann mit diesem zwischen ein Paar Model, Fig. 32, zu
bringen, in denen die Haken in Cylinder umgewandelt werden: d.h. die Enden der Haken
werden in den Modeln, Fig. 32, bis dicht an die
Schultern c genaͤhert, und in Fig. 33 dann erst in
vollkommene, cylinderfoͤrmige Gewindaugen umgewandelt. Nunmehr kann man dann
in den Fluͤgeln die Schraubenloͤcher, die uͤbrigens auch vor
der Bildung der eigentlichen Gewinde angebracht werden koͤnnen, erzeugen und
versenken, so daß dann nichtsweiter mehr uͤbrig bleibt, als die
Draͤhte auszuziehen, die Raͤnder der Gewindaugen mittelst einer Feile
oder eines umlaufenden Schneidinstrumentes so abzuebnen, daß je zwei genau an
einander passen, die Stuͤke zu reinigen, den geraden als Achse oder Spindel
dienenden starken Draht durch je zwei der zusammengepaßten Stuͤke zu steken,
und endlich auch die aͤußeren Raͤnder ganz fertig zu machen. Man
erhaͤlt auf diese Weise Angelgewinde von der aus Fig. 34 ersichtlichen
Gestalt.
Ich muß bemerken, daß die eingebogenen Enden der Haken auch an die Schulter c geloͤthet werden koͤnnen, wenn man es
fuͤr zwekmaͤßig haͤlt, hiedurch dem Gewinde noch
groͤßere Festigkeit zu geben; fuͤr kleine Gewinde fand ich dieß jedoch
noch nie noͤthig. Ich bemerke ferner, daß die Gewindaugen auch dadurch
gebildet werden koͤnnen, daß man die duͤnnen Theile a uͤber einer Art von Doke schließt, indem man
sie durch eine Matrize zieht. Da sich jedoch meine Erfindung im Allgemeinen darauf
ausdehnt Gewinde aus Metallstreifen von verschiedener Dike zu erzeugen, so halte ich
es nicht fuͤr noͤthig, alle die verschiedenen Methoden, nach welchen
dieß zur Ausfuͤhrung gebracht werden kann, zu beschreiben; besonders da das
bereits angegebene Verfahren wohlfeiler zu kommen scheint, als dieses Ausziehen und
als mehrere andere Methoden.
Will man Angelgewinde aus Eisen fabriciren, so soll das Eisen zur Erleichterung des
Biegens erhizt werden, was besonders bei großen und schweren Gewinden ersprießlich
ist. Um eiserne Angelgewinde zu erzeugen, die entweder an dem einen oder an beiden
Fluͤgeln in lange Arme oder Schwaͤnze auslaufen, dergleichen man z.B.
in Fig. 35
und 36
ersieht, verfertige ich die Gewindtheile nach der oben beschriebenen Methode und
schweiße erst nach deren Vollendung die Schwanzstuͤke f, f daran.
Meine Erfindung besteht, wie gesagt, lediglich darin, daß ich die Gewinde aus
Metallstuͤken von ungleicher Dike verfertige, so daß die eigentlichen
Gewindtheile aus duͤnnerem Metalle bestehen, als die
Gewindfluͤgel.
Tafeln