| Titel: | Verbesserungen in der Fabrication geschweißter eiserner Röhren, worauf sich Thomas Henry Russel, Röhrenfabrikant in Handsworth bei Birmingham, am 5. Mai 1836 ein Patent ertheilen ließ. |
| Fundstelle: | Band 66, Jahrgang 1837, Nr. LXXIII., S. 331 |
| Download: | XML |
LXXIII.
Verbesserungen in der Fabrication geschweißter
eiserner Roͤhren, worauf sich Thomas Henry Russel, Roͤhrenfabrikant in
Handsworth bei Birmingham, am 5. Mai 1836 ein
Patent ertheilen ließ.
Aus dem Repertory of Patent-Inventions. Oktober
1837, S. 210.
Mit Abbildungen auf Tab.
VI.
Russel's Verfahren eiserne Roͤhren zu
verfertigen.
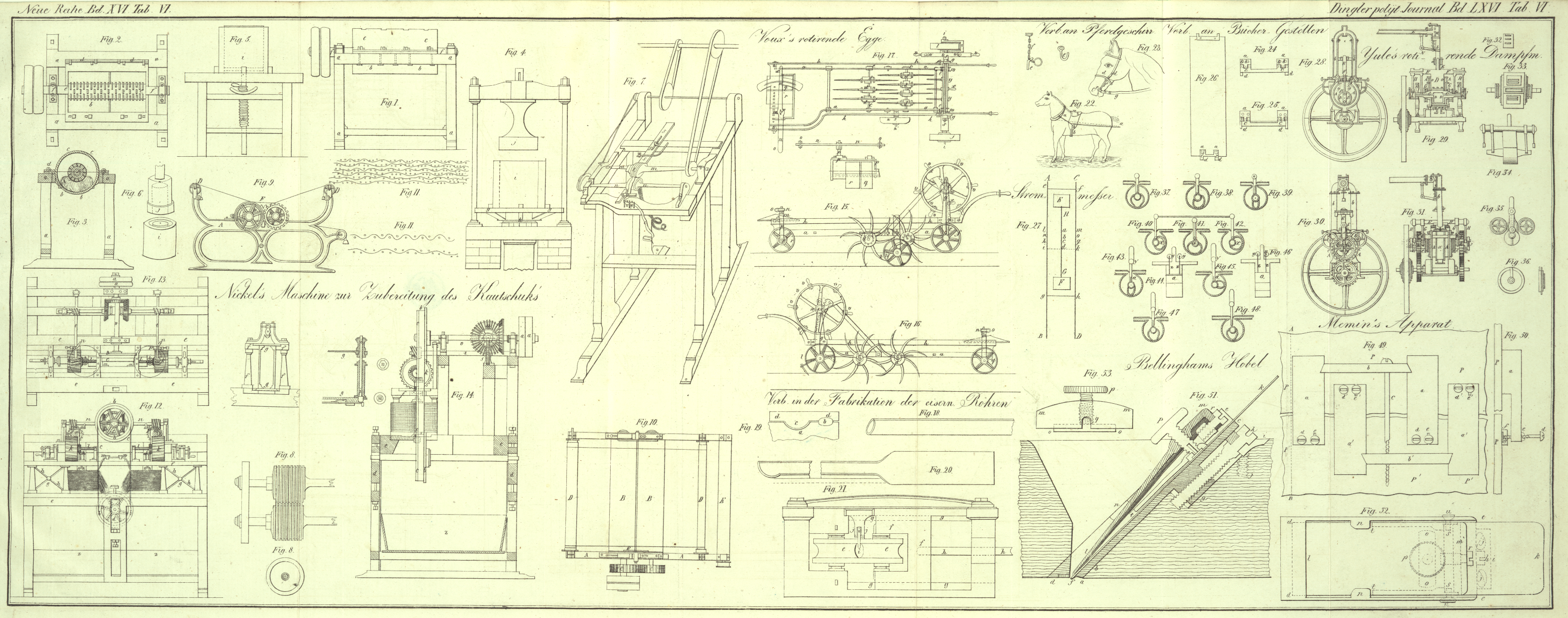
Das uͤbliche Verfahren bei der Erzeugung geschweißter eiserner Roͤhren
besteht darin, daß man die hiezu bestimmten Platten oder Bleche zuerst so aufbiegt,
daß sich deren Raͤnder wirklich oder beinahe beruͤhren, wie man dieß
aus Fig. 18
ersieht. Diese unvollkommenen Roͤhren wurden nach dem Patente des Hrn.
Cornelius Whitehouse von Wednesbury in der Grafschaft
Stafford bis zur Schweißhize, d.h. beinahe bis zum Schmelzpunkt erhizt, und ohne daß
man einen Dorn in deren Inneres brachte, durch Model oder Loͤcher gezogen,
wodurch die aufgebogenen Raͤnder innig zusammengeschweißt wurden. Das Aufbiegen der
Platten ward fruͤher mit Haͤmmern bewerkstelligt; in neuerer Zeit
hingegen geschieht es mit Huͤlfe einer Maschine, von der man in Fig. 19 einen
Theil im Durchschnitte abgebildet sieht. a ist hier
naͤmlich ein fixirtes eisernes Lager, an welchem man die beiden
Aushoͤhlungen a und b
bemerkt. Die zur Roͤhre bestimmte Platte wird zuerst auf die
Aushoͤhlung a gelegt, und dann durch die
Convexitaͤt c des Dekels c in einer der Laͤnge der Aushoͤhlung gleichkommenden Streke
in diese eingetrieben, so daß sie deren Form annimmt. An meiner Maschine
betraͤgt diese Laͤnge fuͤnf Fuß und ein solches
Laͤngenstuͤk der erhizten Platte wird denn auch auf ein Mal in sie
eingetrieben. Die gebogene Platte wird hierauf waͤhrend sie noch heiß ist,
allein unter rechten Winkeln mit jener Stellung, in der man sie in die
Aushoͤhlung a brachte, in die Aushoͤhlung
b gelegt, wodurch dann die Platte in einer
Laͤnge von 5 Fuß so aufgebogen wird, daß deren Raͤnder einander
beinahe beruͤhren. Auf gleiche Weise wird hierauf auch der weitere Theil der
Platte behandelt, bis dieselbe endlich in ihrer ganzen Laͤnge auf die durch
die Aushoͤhlung b bedingte Weise aufgebogen ist.
Der Dekel d dieser Maschine ist an einem Hebel, welcher
sich um einen Zapfen bewegt, befestigt, und der Hebel wird durch den
Daͤumling einer umlaufenden Welle in Bewegung gesezt. Der Arbeiter handhabt
die Platte jedes Mal, so oft der Dekel d emporgehoben
wird.
Auf eine andere Methode eiserne Platten durch Aufbiegen zur Verfertigung von
Flinten- und Pistolenlaͤufen vorzubereiten, ward im Jahre 1814 dem
Hrn. Georg Heywood ein Patent ertheilt. Die Vorrichtung,
deren sich dieser bediente, bestand aus einem Walzenpaare, dessen eine Walze
ausgekehlt war, waͤhrend sich an der anderen convexe, ringfoͤrmige
Erhabenheiten befanden. Mit diesen Mitteln ward die Platte zuerst zum Theile, und
hierauf ganz, d.h. so, daß deren Raͤnder einander beruͤhrten,
aufgebogen. Die aufgebogenen Platten wurden einer Schweißhize ausgesezt und dann der
ganzen Laͤnge nach zusammengeschweißt.
Meine Erfindung betrifft nun die Fabrication eiserner Roͤhren fuͤr
Gaswerke und andere Zweke, und besteht darin, daß ich die Platten oder Bleche, ohne
daß sie vorher aufgebogen wurden, durch Model oder Loͤcher ziehe, so daß das
Aufbiegen und Schweißen derselben zugleich geschieht. Die Werkzeuge, deren ich mich
dabei bediene, und das Verfahren, welches ich einschlage, werden aus folgender
Beschreibung erhellen.
Fig. 21 zeigt
ein Walzenpaar, welches mit Zapfen frei in entsprechenden Lagern umlauft, und
welches mit Auskehlungen versehen ist. Die Walze e ruht
in dem Gestelle f, welches sich in den Fuͤhrern
g bewegen kann, wie aus einer Pruͤfung der
Zeichnung zu ersehen ist. An dem Gestelle f ist der Arm
h angebracht, der durch das Hauptgestell
laͤuft, und mittelst dieses Armes, auf den ein Hebel oder irgend eine andere
Vorrichtung wirkt, kann die Walze e der anderen Walze
e' angenaͤhert oder von ihr entfernt werden.
Die kreisrunde Platte i, welche an einer in dem Rahmen
j aufgezogenen Welle umlaͤuft, gelangt
zwischen die beiden Walzen e, e', und verhuͤtet
dadurch, daß die Raͤnder der Eisenplatte beim Durchlaufen durch die Walzen
mit einander in Beruͤhrung kommen. Auf solche Weise wird die Richtung des
Gefuͤges genau erhalten. Ich finde es naͤmlich bei weitem nicht so
gut, wenn man die Plattenenden schon zwischen diesen Walzen miteinander in
Beruͤhrung kommen laͤßt; denn obschon die Raͤnder bei diesem
Vorgange nicht nur aufgebogen, sondern auch durch Schweißung vereinigt werden
koͤnnen, so ist es doch schwer, das Eisen in einer solchen Direction durch
die Walzen laufen zu lassen, daß die Roͤhren immer ganz vollkommene
Gefuͤge bekommen. Da die Roͤhren uͤberdieß noch durch andere
Model zu laufen haben, theils damit sie die gehoͤrige Form bekommen, theils
um sie auszustreken, so ziehe ich es vor die Schweißung erst dann vorzunehmen, wenn
die Roͤhren aus den Walzen e und e' hervorkommen. Die Walzen sind in einer Entfernung von
beilaͤufig einem Fuße vor der Muͤndung des Ofens an einer Ziehbank
anzubringen, so wie sie Whitehouse angegeben hat. Einige
Zoll von den Walzen entfernt haͤtte sich eine entsprechende Rast zu befinden,
auf die der Arbeiter zum Behufe des Schweißens und Formens der Roͤhre eine
Zange mit einem beinahe trichterfoͤrmigen Model zu bringen haͤtte. Ein
derlei Instrument scheint am Geeignetsten zur Erzeugung des noͤthigen von
Außen auf die Roͤhre wirkenden Drukes. Ich beschranke mich jedoch keineswegs
hierauf allein, indem man sich auch, obschon wie mir scheint mit geringerem
Vortheile, der von Whitehouse beschriebenen
Schraubenmodel und selbst ausgekehlter Walzen bedienen kann.
Die Platte wird, wenn sie meiner Methode gemaͤß behandelt werden soll, in
einer kurzen Streke, z.B. in einer Laͤnge von 2 Fuß, und mit Huͤlfe
einer Maschine, wie sie in Fig. 19 abgebildet ist,
so aufgebogen, wie man es in Fig. 20 angedeutet sieht,
womit alle Zubereitung geschehen ist. Wenn dann die Walze e zuruͤkgezogen worden ist, so erhizt man den flachen Theil der
Eisenplatte sowohl, als auch einen Theil des ausgebogenen Endes in einem
entsprechenden Ofen bis zur Schweißhize, wobei man das Ende des aufgebogenen Theiles
so weit uͤber die Walzen e, e' hinausragen
laͤßt, daß es erfaßt und mittelst der Kette aus dem Ofen und durch die
beschriebene Ziehform
gezogen werden kann. So wie die Roͤhre in Bewegung kommt, naͤhert der
Arbeiter die beiden Walzen e, e' einander, wodurch die
Raͤnder der erhizten Eisenplatte gegenseitig angenaͤhert, jedoch durch
die kreisrunde Scheibe i gehindert werden, vollkommen
miteinander in Beruͤhrung zu kommen. Die Walzen e,
e' bleiben so lange in gegenseitiger Beruͤhrung, als das Durchziehen
der Eisenplatte durch sie wahrt. Wenn ein Stuͤk von hinreichender
Laͤnge durch sie gelaufen ist, so wird dieses von dem Arbeiter mit der
erwaͤhnten Zange erfaßt, wodurch waͤhrend dasselbe von der Ziehkette
fortgezogen wird, nicht nur die Raͤnder miteinander in Beruͤhrung
gebracht, sondern zugleich auch durch Schweißung verbunden werden. Es wird auf diese
Weise bedeutend an Zeit und Arbeit erspart. Damit die Verbindung der Raͤnder
so vollkommen als moͤglich wird, und damit die erzeugten Roͤhren einen
großen Druk auszuhalten vermoͤgen, rathe ich, daß man sie durch zwei oder
mehrere Ziehzangen von immer kleiner und kleineren Durchmessern laufen lassen soll,
anstatt sich wie gewoͤhnlich bloß mit einmaligem Durchziehen zu
begnuͤgen. Ich nehme zu Roͤhren von einem Zoll im Lichten gegen 4 1/2
zoͤllige Eisenplatten; die ersten Model oder Ziehringe haben an der engsten
Stelle 1 1/2 Zoll, die zweiten 1 7/16 Zoll und die dritten etwas uͤber 1 1/4
Zoll im Durchmesser. Der Trichter laͤuft beinahe bis in die Mitte des Models
hinein, von dieser angefangen laufen aber die Waͤnde parallel. Die Zangen
haben 2 Zoll, und die Eisenplatten gegen 1/8 Zoll in der Dike.
Ich binde mich nicht genau an die hier beschriebene Anordnung der Instrumente, noch
auch an eine bestimmte Form und Einrichtung derselben. Bemerken muß ich, daß man, um
die Walzen e, e' auf der moͤglich niedrigsten
Temperatur zu erhalten, von Zeit zu Zeit etwas Wasser auf sie fließen lassen kann.
Auch ist zu beiden Seiten der Walzen eine horizontale Reibungsrolle anzubringen, auf
die die Roͤhre bei ihrem Austritte aus den Walzen zu ruhen kommt. Diese
Reibungsrolle ist in der Zeichnung zur Verhuͤtung von Verwirrung ganz
weggelassen.
Tafeln