| Titel: | Technische Notizen, auf einer Reise durch Belgien und Westphalen gesammelt von Dr. Adolph Poppe. |
| Autor: | Dr. Adolph Poppe [GND] |
| Fundstelle: | Band 68, Jahrgang 1838, Nr. LXXIII., S. 348 |
| Download: | XML |
LXXIII.
Technische Notizen, auf einer Reise durch Belgien
und Westphalen gesammelt von Dr. Adolph Poppe.
Mit Abbildungen auf Tab.
VI.
[Poppe's technische Notizen.]
A. Beschreibung einiger interessanter Maschinen auf der
Saynerhuͤtte bei Coblenz.
Das koͤnigl. Eisenhuͤttenwerk Saynerhuͤtte liegt zwei Stunden von Coblenz in einem engen,
uͤberaus romantischen Thale. Aus einem Hohofen, zwei Kupoloͤfen und
vier Flammoͤfen werden außer den gewoͤhnlichen Gußarbeiten, große
Cylinder zu Geblaͤsen und Dampfmaschinen beliebigen Kabilers,
Wasserradwellen, Kanonen, Gloken, alle Arten von Raͤderwerk u.s.w., so wie
auch feine Galanteriewaaren gegossen. Die ganze Einrichtung dieses Werks, in welchem
woͤchentlich 700 Cntr. Eisen geschmolzen werden, ist großartig und wahrhaft
koͤniglich zu nennen. Die Schmelzhuͤtte selbst, bis auf das Dach von
Gußeisen, bietet durch ihre eigenthuͤmliche beinahe gothische Bauart einen
imposanten Anblik dar.
Der fuͤr das Maschinenwesen sich Interessirende findet hier mehrere
bemerkenswerthe mechanische Apparate. Die guͤnstige Lage des Etablissements
in einem engen wasserreichen Thale macht die so kostspielige Anwendung von
Dampfmaschinen zum Betriebe der Maschinerie entbehrlich. Es sind vier
Wasserraͤder in Thaͤtigkeit, wovon ein oberschlaͤchtiges von 20
Fuß Hoͤhe und 3 Fuß Breite die Geblaͤse, das zweite einen Hammer zum
Zerklopfen des Kalksteines, das dritte ein Pochwerk mit 4 eisernen Stampfern, das
vierte endlich mehrere Dreh- und Bohrwerke in Bewegung sezt.
a) Beschreibung des
Cylindergeblaͤses.
Auf die von der Huͤtteninspection mir ertheilte Erlaubniß, die Maschinen,
welche mich interessieren, nach meinem Belieben abzuzeichnen, war mein erstes
Geschaͤft, das Cylindergeblaͤse, dessen
elegante, von der gewoͤhnlichen Construction abweichende Einrichtung mir
besonders in die Augen fiel, so genau, als es die Kuͤrze der zugemessenen
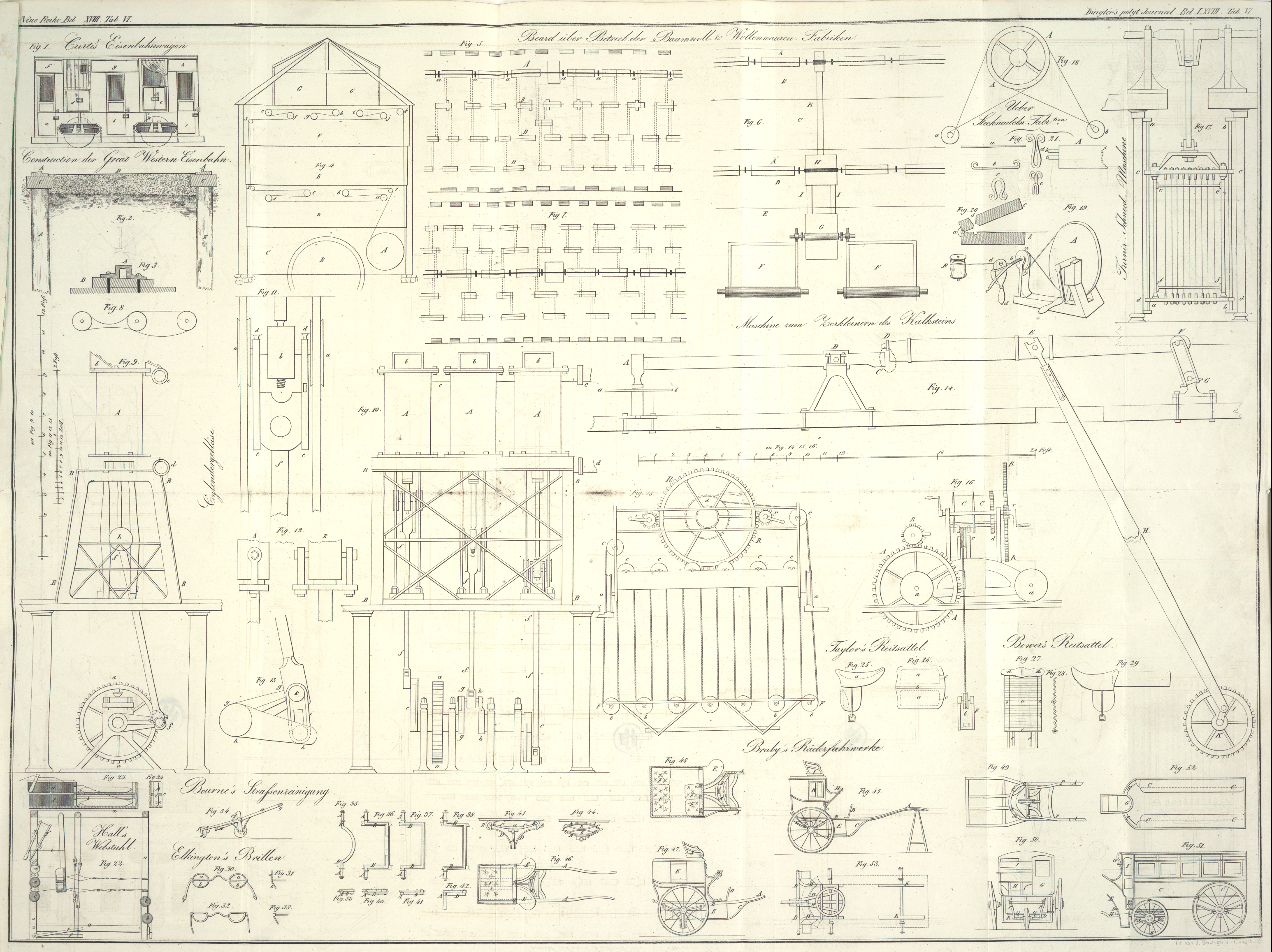
Zeit gestattete, mit Huͤlfe des Maaßstabes aufzunehmen. Fig. 9 stellt diese
Maschine in der Seitenansicht, Fig. 10 in der
vorderen Ansicht dar. Das Geblaͤse besteht aus drei neben einander
gestellten doppeltwirkenden Cylindern
A, A, A, deren Kolben durch drei an einer starken
eisernen Welle unter Winkeln von 120º von einander abstehende Krummzapfen
in Thaͤtigkeit gesezt werden. B, B, B, B ist
das mit einem Schuzgelaͤnder versehene gußeiserne Geruͤst, worauf
die Geblaͤsecylinder festgeschraubt sind. Diese sind bei einem inneren
Durchmesser von 2 Fuß 3 Zoll fuͤr einen Hub von 4 Fuß eingerichtet und
stoßen daher bei jedem Auf- oder Niedergang des Kolbens 15,8 Kubikfuß
Luft aus. b, b, b sind die Kasten der oberen
luftsaugenden Ventile, deren offene Seite ein feiner Flor bedekt, um den Staub
abzuhalten. Die unteren Ventilkasten werden durch das Gestelle verdekt und sind
deßwegen nicht leicht zugaͤnglich; c und d sind die Roͤhren, welche oben und unten den
Wind unmittelbar aus den Cylindern erhalten. Die Kolbenstangen treten durch die
Stopfbuͤchsen e, e, e von Unten in die
Cylinder. A und B, Fig. 12,
zeigen die Stopfbuͤchsen in groͤßerem Verhaͤltniß.
Unter dem Maschinengestelle laͤuft zwischen vier soliden Lagern in 14 Fuß
lothrechter Entfernung von den Geblaͤsecylindern die Krummzapfenwelle
C, C. Sie erhaͤlt von dem oben
erwaͤhnten Wasserrad ihre Bewegung, indem ein am Wellbaume des lezteren
sizendes gußeisernes Stirnrad von 10 Fuß Durchmesser und 88 Zaͤhnen in
das Rad a, a, welches bei 4 Fuß Durchmesser 36
Zaͤhne besizt, eingreift. Die Anordnung der drei Krummzapfen, welche, wie
schon bemerkt unter gleichen Winkeln von einander abstehen, ist aus der
Zeichnung sichtbar; sie bewirken mittelst der 8 Fuß langen und 3 Zoll diken
Lenkstange f, f die Kolbenbewegung in den Cylindern.
Da bei der vorliegenden Construction die mit der Kurbelbewegung eintretenden todten Momente vermoͤge der Stellung der drei
Kurbeln sich so weit compensiren, daß ein hinreichend gleichfoͤrmiger
Luftstrom erfolgen kann, so hat man die Aufstellung eines Regulators fuͤr
entbehrlich gefunden.
Weil der Kolbenhub 4 Fuß betraͤgt, so mußte man jedem Krummzapfen eine
Laͤnge von 2 Fuß geben. Der mittlere hat eine eigenthuͤmliche
Einrichtung, welche besondere Beachtung verdient. Die beiden anderen
gegenuͤberstehenden Theile g, g h, h, Fig. 10,
dieses Krummzapfens weichen, wie Fig. 13 deutlicher
zeigt, unter einem Winkel von etwa 30º von einander ab; g, g ist der eigentliche Kurbelarm, dessen Zapfen
k von dem Ende der Lenkstange umfaßt wird. Der
an die eine Haͤlfte der Krummzapfenwelle befestigte Arm h, h ist an die andere Haͤlfte der Welle
durch das Verbindungsgelenk i gekuppelt, indem
dieses mit dem einen Ende den Zapfen k, mit
dem anderen Ende einen zweiten an dem Arm h, h
befindlichen Zapfen umfaßt. Der Hauptzwek dieser Kupplungsmethode ist folgender.
Weil man es fuͤr gut fand, die Hauptwelle C,
C, Fig. 10, aus zwei Theilen bestehen zu lassen, so mußte auch
dafuͤr gesorgt werden, den Nachtheilen, welche aus der geringsten
Verruͤkung einer Welle aus der gemeinschaftlichen Centralachse
hervorgehen koͤnnten, vorzubeugen. Diesen Zwek erreichte man durch das
Verbindungsstuͤk i, Fig. 13. Wenn sich
nun auch eine der Wellen etwas senken oder seitwaͤrts weichen sollte, so
kann doch, so lange sie nur noch zu einander parallel sind, keine Torsion Statt
finden, weil in diesem Fall das Zwischengelenk i
sich nachgiebig bewegt.
Es eruͤbrigt nun noch, die Einrichtung zu erklaͤren, wodurch den
Kolbenstangen die senkrecht auf- und niedersteigende Bewegung, welche
fuͤr jedes doppeltwirkende Geblaͤse eine unerlaͤßliche
Bedingung ist, ertheilt wird. Die Art, wie dieser Zwek erreicht ist, erhellt aus
Fig. 9
und 10
und der in groͤßerem Maaßstabe gegebenen Darstellung Fig. 11. Die
Kolbenstange ist naͤmlich mit ihrem unteren Ende in einen massiven
Cylinder b, Fig. 11, geschraubt.
Zu den Seiten dieses Cylinders sind zwei Frictionsraͤder a, a von einem Fuß Durchmesser angebracht, deren
Peripherien rinnenartig einwaͤrts gehoͤhlt sind. Die
Frictionsraͤder laufen zwischen 4 Leitungen, wovon jedoch in den
genannten Zeichnungen immer nur zwei sichtbar sind, indem die anderen zwei durch
diese verdekt werden. Die Achse des Frictions-Raͤderpaares wird
von der Kurbelstange f mittelst zweier Baken c, d umfaßt; sie ist au dieser Stelle
bestaͤndig mit Oehl in Beruͤhrung, womit die kleinen oben bei d angebrachten Oehlbehaͤlter gefuͤllt
sind. Die Leitschienen sind wegen des unvermeidlichen Seitendrukes in der Mitte
diker als an ihren Enden. Da die Maschine bestaͤndig im Gang war, so
mußte der Verfasser auf die Hoffnung, einzelne interessante Details
naͤher betrachten zu koͤnnen, verzichten, und sich darauf
beschraͤnken, die gegebene Abbildung mit dem Maaßstabe aufzunehmen.
Der Gang des Geblaͤses ist sanft und geraͤuschlos; das etwas
ungleichfoͤrmige Spiel mag in einem Fehler am Wasserrade seinen Grund
haben, es kann aber auch von der bei drei Kurbeln wohl noch zu unterscheidenden
Veraͤnderlichkeit des Widerstandes herkommen. Ich beobachtete 17 einfache
oder 8 1/2 doppelte Hube in der Minute, wonach sich das von allen Cylindern in
einer Minute gelieferte Luftquantum zu 805,8 Kubikfuß, mit 2 Pfd. Pressung auf
den Quadratzoll, berechnet.
Neben dieser Maschine war seit kurzem noch ein einfaches Windfanggeblaͤse, fuͤr die Flammoͤfen bestimmt,
aufgestellt. In einem runden Gehaͤuse dreht sich eine Welle mit einer
Anzahl krummer Schaufeln von Eisenblech so, daß die Convexitaͤt der
lezteren gegen die Luft gestoßen wird. In der Mitte da, wo die Welle durchgeht,
ist eine weite Oeffnung, durch welche die ausgetriebene Luft sich ersezt. Die
Achsenbewegung wird mittelst eines endlosen Riemens durch dasselbe Wasserrad,
welches das Cylindergeblaͤse treibt, eingeleitet. Sollen beide
Geblaͤse zugleich gehen, so laͤßt man mehr Aufschlagwasser auf das
Rad. Die Fluͤgelwelle liegt nicht vollkommen im Mittelpunkt des
Gehaͤuses, sondern so, daß von einem Punkte des leztern aus, die
Fluͤgel sich immer mehr entfernen, und sich dann gegen die
Ausgangsoͤffnung demselben naͤhern, wodurch die vermoͤge
der Centrifugalkraft gegen den Umfang des Gehaͤuses getriebene Luft
nothwendig eine gewisse Spannung erhalten muß.
b) Beschreibung der Maschine
zum Zerkleinern des Kalksteins.
Besonders auffallender Art ist die Maschine, welche zum Zerkleinern des
Kalksteines dient; sie befindet sich oben in der Naͤhe der Gicht. Ihrer
Eigenthuͤmlichkeit wegen habe ich auch diese Vorrichtung aufgenommen und
in Fig.
14 dargestellt. Der 2 Fuß hohe 8 Zoll breite und gegen 4 Cntr. schwere
Hammer A sizt am Ende eines 16 Fuß langen
ungleicharmigen Hebebalkens, dessen Umdrehungszapfen zwischen einem eisernen,
auf eine solide Weise an den Boden festgeschraubten Gestelle sich bewegt. Die
Laͤnge der Hebelarme A, B und B, C ist beziehlich 12 und 4 Fuß. Unter dem Hammer
befindet sich eine starke eiserne mit quadratischen Oeffnungen gitterartig
durchbrochene Platte a, b von 4 Fuß im Gevierte. An
der von dem Hammer genossenen Stelle ist diese Platte unterstuͤzt und
massiv ohne Oeffnungen. Auf diese Stelle legt ein Kind, waͤhrend der
Hammer in die Hoͤhe geht, den Stein, welcher im folgenden Moment durch
den niederfallenden Hammer in kleinere Stuͤke zerschlagen wird. Ein Theil
der lezteren faͤllt durch die Loͤcher der Platte hindurch und
sammelt sich unter derselben an; diejenigen Steine, welche noch zu groß sind, um
durch das Gitter zu fallen, werden abermals unter den Hammer gelegt. Die
Bewegung wird dem Hammer von dem 40 Fuß tiefer liegenden Wasserrade auf folgende
Weise mitgetheilt.
D, E, F ist ein starker 18 Fuß langer Balken,
welcher, um die Achse F beweglich, mit seinem Ende
D den Hebel B, C
niederdruͤckt und das durch den Aufwerfhammer hebt. Er ist in seiner
Mitte E mit der 40 Fuß langen Lenkstange verbunden,
welche durch eine Bodenoͤffnung hindurch bis an das Wasserrad reicht, und
durch einen Krummzapfen auf eine einfache Art in die hin- und
herschiebende Bewegung gesezt wird, woraus die Oscillation des Balkens D, F hervorgeht. Es ist klar, daß der leztere beim
Zuruͤkgehen nicht gegen das Ende c des
Hammers anstoßen darf, was aber wirklich der Fall seyn muͤßte, wenn der
Zapfen F in einem unbeweglichen Lager sich drehen
wuͤrde. Allein eine einfache und recht sinnreiche Anordnung verhindert
dieses Begegnen der Balken A, C und D, F beim Aufgang des lezteren. Es ist
naͤmlich noch ein um den fixen Punkt G
bewegliches Zwischengelenk F, G angebracht, welches,
im Verein mit dem schiefen Zug der Lenkstange den Endpunkt D noͤthigt, waͤhrend seiner Bewegung
eine eigenthuͤmliche ovale in der Zeichnung durch Punkte angedeutete
Linie zu beschreiben. Auf dieser Bahn weicht der Punkt D bei seinem Steigen dem Endpunkt C des
Hammers aus.
Der Hammer macht 12 Schlaͤge in der Minute und 2 Knaben, welche
abwechselnd Steine unterlegen, sind im Stande, auf diese Weise 300 Centner
Steine in 8 Stunden zu zerklopfen. Gleich beim ersten Anblik faͤllt das
gefaͤhrliche Geschaͤft der Kinder in die Augen, und die Maschine
laͤßt daher schon in dieser Hinsicht manches zu wuͤnschen
uͤbrig. In mechanischer Ruͤksicht bemerkt man, daß durch die
Uebertragungsart der Bewegung ein bedeutender Kraftverlust Statt finden muß. Die
Erschuͤtterung durch den Ruͤkstoß ist namentlich in den Punkten
F und G sehr
bedeutend und es laͤßt sich absehen, daß das Verbindungsstuͤk F, G ziemlich oft erneuert werden muß. Waͤre
es bei der Anlegung dieser Vorrichtung nicht von besonderem Werthe gewesen, die
Steine in der Naͤhe der Gicht zerkleinern zu lassen, so haͤtte
sich derselbe Zwek durch ein einfaches, mit der Wasserradwelle in unmittelbarer
Verbindung stehendes Quetschwerk mit gezahnten Walzen, wie solches z.B. in
Wasseralfingen im Gang ist, ohne Zweifel weit besser erreichen lassen.
Noch erwaͤhne ich eines Apparates, welcher im Inneren der
Schmelzhuͤtte angebracht ist, um die schweren gegossenen Waaren auf eine
bequeme und leichte Weise aus dem Sande zu heben, und nach dem Haupteingang zu
schassen. Es ist dieß naͤmlich eine schwebende
Eisenbahn, welche in einer Hoͤhe von 30 Fuß durch die ganze
Laͤnge des Huͤttenraumes nach dem Thore fuͤhrt; sie wird
mittelst haͤngender Eisenstangen von dem Dachwerk getragen. Eine zierlich
gebaute eiserne, sich selbst tragende Wendeltreppe fuͤhrt zu dieser Eisenbahn hinauf,
laͤngs deren Schienen eine kleine Galerie angebracht ist. Auf der
Eisenbahn nun, deren Spurweite 12 Fuß betraͤgt, laͤuft ein
eigenthuͤmlicher eiserner Wagen, welcher durch 4 Maͤnner mit
Leichtigkeit vor- und ruͤkwaͤrts geschoben werden kann. Die
Arbeiter verrichten diese Operation auf dem Wagen selbst stehend, mit
Huͤlfe von Kurbeln; haben sie sich auf diese Weise senkrecht uͤber
den aus dem Sande zu hebenden schweren Koͤrper hingearbeitet, so lassen
sie vom Wagen aus vermittelst einer eigenen unten naher zu beschreibenden
Vorrichtung einen Flaschenzug hinab, an welchen sofort von den unten
befindlichen Arbeitern die Waare befestigt wird. Nun ziehen sie diese bis auf
die erforderliche Hoͤhe empor, und schieben den Wagen auf der Eisenbahn
gegen den Eingang vor, wo dann der Cylinder, oder was es fuͤr ein
Gegenstand seyn mag, auf einen bereitstehenden Wagen herabgelassen wird. Die in
Fig.
15 von Vornen und in Fig. 16 im Profil
dargestellte Zeichnung, deren Dimensionen gleichfalls auf den
beigefuͤgten Maaßstab zu reduciren sind, wird diesen Apparat
anschaulicher machen.
Die Bahnschienen sind an ihrer oberen Flaͤche halbrund gestaltet, nach dem
Princip des Englaͤnders Wyatt, und die vier
Raͤder a des Wagens sind daher an ihrer
Peripherie rinnenartig vertieft. Der Mechanismus des Wagens zerfaͤllt in
zwei Theile, naͤmlich in eine Vorrichtung zur Fortbewegung des Wagens und
in eine solche zum Heben und Senken der schweren zu transportirenden Lasten. Die
erstere ist sehr einfach und in Fig. 16 sichtbar. An
der Achse des hinteren Raͤderpaares sizt auf der einen Seite ein Rad A, A von 5 Fuß Durchmesser, in welches das Getriebe
B von 1 Fuß Durchmesser eingreift. Die
verlaͤngerte Achse des lezteren ist in vier Kniee abgebogen, welche eben
so viele Kurbeln bilden. An diesen Kurbeln stellt sich die Mannschaft, welche
durch ein Gelaͤnder vor der Gefahr des Hinabfallens geschuͤzt ist,
auf dem Wagen selbst auf, und bewegt mittelst des Eingriffes der Raͤder
A und B den Wagen
mit der angehaͤngten Last und sich selbst mit Leichtigkeit vor-
oder ruͤkwaͤrts. Die andere Vorrichtung, naͤmlich der Hebe-Apparat,
laͤßt sich am deutlichsten aus Fig. 15 beschreiben.
Zum Emporwinden der schweren Lasten dient der 12 Fuß breite Flaschenzug F, F mit 7 in einer Linie neben einander
befindlichen, 1 Fuß im Durchmesser haltenden Rollen b,
b... b, b, welchen 6 andere mir dem
Wagengestell verbundene fixe Rollen c, c.... c, c entsprechen. Ein Seil laͤuft, wie aus
der Zeichnung ersichtlich ist, abwechselnd um eine untere und obere Rolle, und
seine beiden Enden sind dergestalt mit einer Seiltrommel C, C, Fig. 16, verbunden, daß das Seil bei erfolgender Umdrehung der
lezteren von beiden Enden an gleichzeitig umgleiche Stuͤke sich
verkuͤrzt, woraus folgt, daß der Flaschenzug, waͤhrend er gehoben
wird, bestaͤndig in horizontaler Lage bleiben muß. Die Seiltrommel,
welche, wie Fig. 16 zeigt, aus zwei Haͤlften besteht, ist mit einem
Sperrrad d, in welches ein Sperrhaken faͤllt,
versehen, damit eine ruͤkgaͤngige Bewegung der einmal gehobenen
Last unmoͤglich werde. Auf ihrer Achse sizt ein großes Rad R, R mit 120 Zaͤhnen, in welches zwei kleine
Getriebe r von 12 Zaͤhnen greifen. Die Achse
jedes dieser Getriebe enthaͤlt zwei Kurbeln. Dieselben 4 Maͤnner,
welche den Wagen uͤber den zu translocirenden Gegenstand gerollt haben,
stellen sich, nachdem der leztere an den Flaschenzug befestigt worden ist, an
die 4 zulezt erwaͤhnten Kurbeln, und winden die Last bis zur
erforderlichen Hoͤhe empor; sodann verlassen sie diese Kurbeln und
bewegen den Wagen durch Umdrehung des Getriebes B
nach dem Ort hin, wo die Last abgeladen werden soll. Nimmt man an, daß ein Mann
an der Kurbel die Kraft von 22 Pfd. ausuͤbt, so folgt aus den Dimensionen
der Maschinentheile, so wie aus dem Princip des Flaschenzugs, daß jene 4
Maͤnner mit der gegebenen Vorrichtung ein Gewicht von beilaͤufig
180 Cntr. zu heben vermoͤgen.
B. Furnierschneidemaschine und
Dampfsaͤgemuͤhle der HH. Boisserée in Koͤln.
Steknadelfabrik der Madame Reinecker.
Auf dem linken Rheinufer, eine Viertelstunde vor Koͤln faͤllt ein
ansehnliches in elegantem Styl erst seit dem Fruͤhjahr 1836
aufgefuͤhrtes Gebaͤude in die Augen, welches seine ganze Fronte dem
Rheine darbietet, und durch einen thurmhohen schlanken Schornstein schon von der
Ferne auf ein industrielles, durch Dampfkraft betriebenes Etablissement rathen
laͤßt. Dieß ist die Fabrik und zugleich das Wohnhaus der HH. Boisserée.
Eine Dampfmaschine von 20 Pferdekraͤften, niederen Drukes mit Expansion,
treibt eine Furnierschneidemaschine, drei
gewoͤhnliche Saͤgemaschinen, jedes Gatter
zu 10 Blaͤttern eingerichtet, und noch eine kleine Kreissaͤge zum Zerschneiden des von der Furniermaschine kommenden
Abfalles zu Latten; dieselbe Dampfmaschine schleppt uͤberdieß die schweren
Baumstaͤmme vom Rheinufer herbei.
Die Einrichtung der Furnierschneidmaschine ist aͤußerst sinnreich. Weil jedoch
der innere Mechanismus durch das Gestell groͤßten Theils verdekt ist, so war
es mir unmoͤglich eine genuͤgend deutliche Anschauung der Details zu
erhalten, und obgleich der Eigenthuͤmer der Fabrik mit zuvorkommender
Liberalitaͤt mir die eigenthuͤmlichen Bewegungen und wundervollen
Leistungen dieser Maschine erklaͤrte, so erlaubte die nicht unbedeutende
Complication derselben doch nur eine allgemeinere uͤbersichtliche Anschauung.
Die vertikale Kreissaͤge bildet eine Scheibe von 8 Fuß Durchmesser, auf deren
Peripherie die gezahnten Segmente von Stahlblech festgeschraubt sind. Das
Furnierholz, welches in feine Blaͤtter zersaͤgt werden soll, ist in
senkrechter Lage auf einen Kloz angeleimt, und dieser leztere wird durch mehrere
Schrauben auf dem Wagen, welcher sich der Saͤge entgegenbewegt, befestigt.
Der Wagen selbst laͤuft mittelst Rollen auf einer Art Eisenbahn, und
erhaͤlt seine langsame Bewegung mit Huͤlfe von Raͤderwerk und
Schrauben von der Maschine selbst. In dem Augenblik, wo das duͤnne Furnier
abgeschnitten ist, steht die Saͤge still, der Wagen geht von selbst
zuruͤk, das Furnierholz ruͤkt um die Breite des Schnittes zur Seite,
der Wagen ruͤkt wieder langsam vorwaͤrts, und die Saͤge greift
von Neuem an, um ein zweites Blatt abzuschneiden. Diese manigfaltigen und scheinbar
heterogenen Bewegungen werden durch keine Menschenhand geleitet, sie gehen alle aus
dem inneren wohlberechneten Mechanismus der Maschine hervor, welche, ohne zu viel zu
sagen, als ein Meisterwerk menschlichen Scharfsinnes angesehen werden darf. Ein
Furnier von 5 Fuß Laͤnge und 1 Fuß Breite war innerhalb 3 Minuten
durchsaͤgt. Dabei machte die Saͤge ungefaͤhr 120 Umdrehungen in
der Minute, was fuͤr einen Punkt der Peripherie einer Geschwindigkeit von 50
Fuß in der Sekunde entspricht.
Es wurde oben bemerkt, daß durch dieselbe Dampfmaschine auch noch drei
gewoͤhnliche Saͤgegatter, jedes fuͤr 10 bis 12 Blaͤtter
eingerichtet, in Thaͤtigkeit gesezt werden. Da nur selten der Fall eintritt,
daß alle drei Gatter oder Rahmen zugleich in Bewegung sind, so hat die eiserne
Kurbelwelle, welche senkrecht uͤber denselben sich befindet, zugleich eine
Einrichtung, um jedes einzelne Gatter aus dem Geschirr ruͤken, d.h. seine
Verbindung mit den anderen aufheben zu koͤnnen. Jeder Saͤgerahmen
kann, wie gesagt, einen Holzstamm zu 12 Bretter auf ein Mal zersaͤgen; daher
ist die Moͤglichkeit gegeben, mit allen drei Rahmen innerhalb einer Stunde 3
Baumstaͤmme in 36 Bretter zu verwandeln; in diesem Falle waͤre jedoch
beinahe die ganze Kraft der Dampfmaschine in Anspruch genommen, indem der Arbeit von
12 Saͤgeblaͤttern 6 bis 7 Pferdekraͤfte entsprechen. Die
Einrichtung der Saͤgerahmen ist durch Fig. 17 dargestellt; a, a, b, b sind die cylindrischen Leitungen, welche den
Rahmen noͤthigen, sich senkrecht auf und nieder zu bewegen; die
Saͤgeblaͤtter sind zwischen den beiden Seiten c, c und d, d des Rahmens aufgezogen und durch
Schrauben gespannt; e, e, f, f sind duͤnne Schienen mit Schlizen,
durch welche die Saͤgeblaͤtter gehen und in der erforderlichen, der
Dike der Bretter entsprechenden Distanz gehalten werden; man kann sie herausnehmen
und an ihre Stelle andere einschieben und befestigen, wenn eine groͤßere oder
geringere Dike der zu saͤgenden Bretter verlangt wird. Der ganze Rahmen und
die Saͤulen, zwischen denen er spielt, ist von Eisen und sehr
gefaͤllig gebaut.
Dieselbe Dampfmaschine treibt außerdem eine kleine Circularsaͤge von 3 Fuß
Durchmesser, welche mit der entsezlichen Geschwindigkeit von 800 Umdrehungen in der
Minute umlaͤuft. Hier wird der von der Furniermaschine kommende Abfall, d.h.
derjenige Theil des Furnierbrettes, welcher keine fehlerfreien Furniere mehr geben
kann, zu duͤnnen zu sonstigen Zweken verwendbaren Latten zerschnitten. Der
Arbeiter druͤkt aus freier Hand das Stuͤk gegen die Saͤge, und
in weniger als 15 Sekunden ist ein Brett von 6 bis 8 Fuß Laͤnge
durchsaͤgt. Der Laͤrm, welchen diese Operation verursacht, ist so
ohrenzerreißend, daß man, aus Schonung fuͤr das Trommelfell, wohl thut, die
Ohren sich zu verstopfen.
Wenige Schritte von dieser interessanten Fabrik steht eine im Ganzen recht gut
eingerichtete Windsaͤgemuͤhle mit zwei Rahmen, jeder zu 4
Saͤgeblaͤttern. Eine Dampfsaͤgmuͤhle und eine
Windsaͤgmuͤhle dicht nebeneinander! Noch nie habe ich den Contrast in
den Wirkungen zweier nach demselben Ziel gerichteter Kraͤfte, naͤmlich
des Dampfes, dieser sicheren und energischen Triebkraft und des Windes, dieses
unsicheren launischen Elementes, so lebhaft empfunden, als gerade bei dieser
Gelegenheit. Hier ein rascher und gleichfoͤrmiger, dort ein schwankender
ungleichfoͤrmiger, bald beschleunigter, bald verzoͤgerter Gang.
Die Steknadelfabrik.
Wer sich unter den zahllosen Producten der Fabrikindustrie etwas naͤher
umsteht, wird auf manche Fabricate stoßen, welche sowohl dem Preise, als auch dem
Zweke und der Form nach beim ersten Anblik als so unbedeutend sich darstellen, daß
man sich scheuen moͤchte, dieselben unter die Zahl der Nationalgewerbszweige
einzureihen. Gleichwohl muͤssen auch sie, aus dem richtigen Gesichtspunkte
betrachtet, als wichtige Glieder jener großen Kette angesehen werden, welche den
Wohlstand der Voͤlker befestigt und zusammenhaͤlt. Unter die Fabricate
dieser Art gehoͤrt die Steknadel, diese einfache,
kleine, spizige Waare. So einfach die Steknadel aussieht, so interessant und merkwuͤrdig ist ihre
Fabrication im Großen, indem wohl bei keiner anderen Fabrik der Vortheil und die
glaͤnzenden Resultate einer zwekmaͤßig angeordneten Arbeitstheilung so
auffallend hervortreten. Sollte man denken, daß dieses unbedeutende Ding, welches
wir am Wege liegen sehen, ohne uns die geringe Muͤhe zu nehmen, es
aufzuheben, das wir spruͤchwoͤrtlich in den Mund nehmen, wenn wir eine
fuͤr uns moͤglichst werthlose Sache bezeichnen wollen, durch sechzig
bis achtzig verschiedene Haͤnde gegangen ist, ehe es als Waare in den Handel
kam?
Die Steknadelfabrik der Madame Reineker in Koͤln
gewaͤhrt dem Freunde der Industrie besonders dadurch ein hoͤheres
Interesse, daß ein und dasselbe Fabrikgebaͤude alle Operationen, welche der
rohe Draht bis zur fertigen Steknadel durchzumachen hat, vereinigt und somit einen
bequemen und sicheren Ueberblik uͤber das Ganze gestattet. Allen
Steknadelfabriken, welche ich gelegentlich spaͤter sah, mangelt diese dem
Betrachter so erwuͤnschte Annehmlichkeit.
In der Regel weist der Fabrikherr den verschiedenen Arbeitern ihre verschiedenen
Arbeiten an, gibt ihnen das Material dazu, und sie gehen damit in ihre
Huͤtten, verarbeiten den Draht, jeder der ihm angewiesenen Operation
gemaͤß, und empfangen im Verhaͤltniß der gelieferten Quantitaͤt
ihren Lohn. Eine solche Fabrik bildet zwar auch ein Ganzes, aber ein Ganzes, dessen
einzelne Theile im Umkreis von oft mehreren Stunden zerstreut liegen; daher es dem,
welcher zum ersten Mal eine solche Fabrik besucht, schwer, ja oft unmoͤglich
wird, einen richtigen Ueberblik und klaren Begriff von der Reihenfolge und dem
Ineinandergreifen der verschiedenen technischen Acte, von der Art und Weise, wie ein
Arbeiter dem anderen in die Haͤnde arbeitet, zu erhalten. Im genannten
Etablissement dagegen verfolgt man die progressive Umwandlung des Messingdrahtes in
die zur Versendung fertige Steknadel vom Anfang bis zum Ende mit allen vorkommenden
Nebenoperationen.
Im ersten Arbeitssaale beobachtete ich das Geraderichten, Zerschneiden und Zuspizen
des Messingdrahtes. Dieser ist, so wie er aus dem Drahtzuge kommt,
ringfoͤrmig zusammengelegt, und muß daher, bevor er in die einzelnen
Stuͤke, welche nachher die Steknadeln bilden sollen, zerschnitten werden
kann, ganz gerade ausgestrekt werden. Der Draht liegt, um eine Scheibe gerollt, auf
einem etwa 18 Fuß langen Tische; mit Huͤlfe einer Beißzange wird er zwischen
zwei Reihen dicht nebeneinander in den Tisch eingeschlagener eiserner Stifte
gewaltsam hindurchgezogen, wodurch er seine Kruͤmmung verliert. Die Stifte
liegen nicht alle in einer geraden Linie, sondern die vordersten Paare bilden eine sanfte
Kruͤmmung, wodurch die urspruͤngliche Biegung des Drahtes auf der
Rolle in eine entgegengesezte verwandelt wird, ehe einen Moment darauf das
eigentliche Geradestreken erfolgt.
Die so vorbereiteten langen geraden Drahtstuͤke werden nun von demjenigen
Arbeiter in Empfang genommen, welcher den ganzen Tag nichts weiter zu thun hat, als
dieselben in lauter kleine Drahtstuͤkchen oder Schaͤfte von gleicher
Laͤnge zu zerschneiden. Diese lezteren muͤssen indessen die doppelte
Laͤnge der daraus zu bildenden Steknadeln haben. Wenn jedes Drahtstuͤk
einzeln abgemessen und abgeschnitten werden sollte, so gaͤbe dieß eine
entsezlich langwierige und zeitraubende Arbeit, welche eine ganze Legion Arbeiter in
Anspruch nehmen wuͤrde; allein ein bewundernswuͤrdig einfacher
Apparat, der Schaftmodel, sezt einen einzigen Arbeiter in Stand, die ganze Fabrik
mit Nadelschaͤften zu versehen. Dieses Meßinstrument ist bekanntlich weiter
nichts als ein vierekiges, mit einem Handgriff versehenes Stuͤk Holz, welches
in gemessener Entfernung vom Rand eine ebene Ruͤkwand besizt und
seitwaͤrts noch mit erhoͤhten Leisten versehen ist. Der Arbeiter nahm
80 bis 100 Drahte auf ein Mal in die Hand, stieß ihre Enden, um sie in einerlei
Flaͤche zu bringen, gegen die erwaͤhnte Ruͤkwand des Models,
und schnitt sie mittelst einer kolossalen, an einen Blok befestigten Scheere alle
mit einem Ruk an der Kante des Models ab; so mußte er nothwendig lauter
Nadelschaͤfte von gleicher Menge erhalten. Diese Operation wiederholte er in
der Minute wenigstens zehn Mal und lieferte daher in dieser kurzen Zeit den Stoff zu
1600 bis 2000 Steknadeln.
Die rohen Steknadelschaͤfte, welche dieser Arbeiter zubereitet, werden den
Haͤnden von vierzehn Zuspizern uͤbergeben. Vier Pferde sezen
achtundzwanzig in zwei Reihen vertheilte Spizringe in
ungeheuer schnelle Umdrehung. Fig. 18 zeigt ihre
Anordnung. A, A ist die durch das Goͤpelwerk in
Umdrehung gesezte Seiltrommel, welche durch einen großen Theil des Saales reicht;
a und b die zu beiden
Seiten derselben angeordneten Spizringe, welche, ihre Bewegung mittelst gekreuzter
Schnuͤre von der Trommel aus erhalten. Diese die Stelle der Schleifsteine
vertretenden Spizringe sind staͤhlerne Scheiben von 5 bis 6 Zoll Durchmesser,
deren Umfang, um eine rauhe Oberflaͤche darzubieten, feilenartig mit
Querfurchen behauen ist. Jeder Arbeiter sizt vor zwei Spizringen, einem rauh und
einem feiner behauenen; zwischen beide Daumen und beide Zeigefinger faßt er eine
Partie von etwa 30 Steknadelschaͤften und druͤkt ihre Enden unter
einem spizigen Winkel gegen die eine rauhere Scheibe, indem er mit vieler
Geschiklichkeit jedes einzelne Nadelstuͤk zwischen den Fingern hin-
und herrollt. Dann haͤlt er die roh zugespizten Schaͤfte gegen die
zweite feiner behauene Scheibe, um der Spize den gehoͤrigen Grad der Feinheit
und Politur zu geben. Nun kehrt er die Schaͤfte um und wiederholt mit den
anderen Enden den eben beschriebenen Proceß. Ein Schleifer spizte nach meiner
Beobachtung in sechzehn Sekunden eine Handvoll Schaͤfte oder etwa 25
Stuͤk zu beiden Seiten, d.h. er versah innerhalb sechzehn Sekunden 50
Steknadeln mit Spizen. Acht Sekunden verflossen, bis er mit einer neuen Handvoll
bereit war. Demnach waͤre ein solcher Zuspizer im Stande, in einem Tage, bei
einer Arbeitszeit von 8 Stunden, 60,000 Steknadeln mit ihren Spizen zu versehen.
Dieß stimmt auch wirklich mit den Angaben anderer uͤberein.
Es wunderte mich, bei den Spizringen keine Anordnung angebracht zu sehen, um die
Arbeiter vor dem so schaͤdlichen Feilstaub zu schuͤzen. Daß es an
Erfindungen, welche diesem Uebel vorbeugen sollen, nicht fehlt, war mir wohl
bekannt; wahrscheinlich haben sie ihrem Zweke nicht entsprochen. Indessen ist zu
bedauern, daß der menschliche Erfindungsgeist, welcher zu Gunsten des
Kraftsparungssystems und der koͤrperlichen Bequemlichkeit der Arbeiter sich
sonst so außerordentlich thaͤtig zeigt, bis jezt noch kein befriedigendes
Mittel ersonnen hat, um jenes Gift abzuwehren, welches der am Spizringe Arbeitende
mit jedem Athemzuge einschluken und damit sein Leben verkuͤrzen muß. Die
Zuspizer uͤbergeben die doppelt zugespizten Nadeln einem anderen Arbeiter,
dessen Geschaͤft darin besteht, durch Halbiren dieser Drahtstuͤke den
eigentlichen Steknadelschaft, welchem nur noch der Kopf fehlt, zu bilden. Dieß
geschieht wieder, wie oben, auf sehr schnelle Weise mit Huͤlfe des
Schaftmodels.
Aus dem zweiten Arbeitssaale toͤnte uns ein klapperndes Getoͤse
entgegen. Hier erhaͤlt die Steknadel ihren Kopf, dieses wesentliche Glied
ihres einfachen Koͤrpers. Wenn man eine Steknadel naͤher betrachtet,
so bemerkt man, daß Schaft und Kopf nicht aus einem
Stuͤke gearbeitet sind; auch wird ein feiner Riß, welcher rings um den Kopf
in einer Schraubenlinie laͤuft, dem Auge nicht entgehen. Der Kopf muß daher
vorher besonders zubereitet und dann erst an den Nadelschaft befestigt worden seyn;
und so ist es auch. Die Zubereitung des ganzen Bedarfs an Steknadelkoͤpfen
wird von wenigen Knaben mit unglaublicher Geschwindigkeit bewerkstelligt. Sie
bedienen sich hiezu einer einfachen, Fig. 19 dargestellten
Vorrichtung, deren Haupttheile eine kleine Rolle a und
ein groͤßeres Rad A sind, um welche eine sich
kreuzende Schnur geschlagen ist, so daß, wenn das Rad A von einem der Knaben
mittelst der Kurbel umgedreht wird, auch die Rolle a
sehr geschwind umlaͤuft. Der zweite Knabe stekt in die Umdrehungsachse der
lezteren einen ziemlich diken Draht b, c, fuͤhrt
einen feineren, auf die Rolle B aufgespuhlten
Messingdraht durch das Oehr eines einfachen, mit einem Handgriff versehenen
Werkzeuges d, d, und befestigt ihn an den
staͤrkeren Draht b, c zunaͤchst der Rolle
a. Mittelst des Instrumentes d, d weiß der Knabe den feineren Draht so geschikt zu leiten, daß der
Draht b, c, welcher mit der Rolle a sehr rasch sich umdreht, von dem ersteren der Laͤnge nach
uͤbersponnen wird, wobei eine Windung genau an die andere sich anlegt. Darauf
streift derselbe Knabe mit geringer Muͤhe den uͤbersponnenen Draht von
dem anderen herab und erhaͤlt dadurch eine duͤnne Drahtroͤhre
von etwa 2 Fuß Laͤnge, welche er sofort dem dritten Knaben uͤbergibt.
Dieser steht mit einer Schere in Bereitschaft und schneidet mit großer Gewandtheit
die Drahtroͤhre in lauter kleine Stuͤkchen von gleicher Groͤße.
Jedes dieser Stuͤkchen bildet ein Drahtgewinde von zwei Windungen und
verwandelt sich durch die darauf folgende Operation in einen Steknadelkopf. In 12
Secunden war eine Roͤhre gebildet, welche Gewinde zu 300 Steknadeln enthielt.
Rechnet man in Betracht des durch das Abschneiden und Wiederaufnehmen des zu
uͤberspinnenden Drahtes und durch zufaͤllige Umstaͤnde
verursachten Zeitverlustes 30 Secunden auf die Verfertigung der Roͤhre, so
ist ein fleißiger Knabe im Stande, in einem Tage, bei achtstuͤndiger Arbeit,
zu 288,000 Steknadelkoͤpfen den Stoff zu liefern, mithin wahrscheinlich die
ganze Fabrik zu versehen. Die Kinder, welche aus den Roͤhren die Gewinde aus
freier Hand schneiden, hatten eine solche Uebung, daß sie im Mittel 60 Schnitte in
der Minute machten, wonach ein Kind in acht Stunden Arbeitszeit 28,800 Gewinde
liefern kann.
Das Geklapper, welches mir, wie gesagt, schon von Weitem in die Ohren drang,
ruͤhrte von einem Heer kleiner Fallmaschinen her, mit deren Huͤlfe das
Ankoͤpfen oder die Verbindung des Nadelschaftes mit dem Kopfe bewerkstelligt
wird. Diese Operation besorgen ungefaͤhr 40 Knaben von 6 bis 10 Jahren. Jedes
Kind sizt vor seiner Wippe, deren Haupttheile ein kleiner
Ambos und ein darauf passender, mittelst eines Fußtrittes auf und nieder bewegbarer
Stempel sind. Stempel und Ambos bestehen aus gehaͤrtetem Stahl. In dem Ambose
befindet sich ein halbkugelfoͤrmiges Gruͤbchen von der Groͤße
des zu bildenden Steknadelkopfes, welches in eine kleine Rinne ausgeht, und in dem
Stempel ein correspondirendes Gruͤbchen, welche beide zusammen eine Form
fuͤr den Nadelkopf abgeben. Neben sich hat das Kind zwei Behaͤltnisse,
wovon das eine mit den Nadelschaͤften, das andere mit den kleinen Drahtgewinden gefuͤllt
ist. Es faͤhrt mit dem stumpfen Ende der Nadel in einen Haufen von
Koͤpfen, spießt einen derselben auf, fuͤhrt den Schaft in die Form auf
dem kleinen Ambose, schiebt das Gewinde bis an das aͤußerste Ende der Nadel
und laͤßt den schweren Stempel drei bis vier Mal darauf fallen, welches
hinreicht, nicht nur den Kopf zu befestigen, sondern auch demselben die bekannte
Kugelform zu geben. Die Gewandtheit und Geschiklichkeit, welche die zarten
Geschoͤpfe bei dieser Manipulation beweisen, ist wahrhaft
bewundernswuͤrdig; das Ergreifen des Nadelschaftes, das Fassen des winzigen
Ringchens, das Zurechtlegen auf dem Ambos, die vier Schlaͤge mit der Wippe,
alle diese partiellen Acte, in welche sich die Operation des Ankoͤpfens
theilt, sind das Werk von fuͤnf Secunden, wonach ein Kind in einer Stunde 720
Steknadeln liefern kann. Der Grund, warum zu diesem Processe so kleine, zum Theil
kaum sechsjaͤhrige Kinder genommen werden, liegt nicht sowohl in der
Ersparniß durch den geringen Arbeitslohn, als besonders in der Natur des
Geschaͤftes, welches zarte, gelenkige Haͤnde und ein feines
Gefuͤhl in den Fingerspizen verlangt, wie man es nur bei Kindern suchen
kann.
Von hier trat ich in ein anderes geraͤumiges Zimmer, wo die Koͤpfe an
die Schaͤfte nicht angeschlagen, sondern angegossen werden. Dieses seltener angewendete Verfahren ist zwar viel
leichter und productiver als ersteres, soll aber ein minder dauerhaftes Fabricat
liefern. Auch hier finden wieder 30 bis 40 Kinder Beschaͤftigung. Jedes Kind
hat eine Form vor sich, welche zum Gießen von fuͤnfzig und mehr
Koͤpfen auf ein Mal eingerichtet ist; sie ist in Fig. 20 im Durchschnitte
dargestellt. Damit der Guß festhaͤlt, sind die Schaͤfte vorher an
derjenigen Stelle, wo der Kopf hinkommen soll, durch eine der oben erwaͤhnten
Wippe ganz aͤhnliche Vorrichtung rauh geschlagen worden. Das Kind nimmt nun
eine Handvoll Nadelschaͤfte und bringt sie auf die eine Haͤlfte a, b der Form in Rinnen, welche dicht neben einander
liegen und sich in halbkugelfoͤrmige Vertiefungen endigen; sodann dekt es die
zweite correspondirende Formhaͤlfte a, c, welche
bei a durch Charniere mit der ersteren verbunden ist,
daruͤber, so daß nun das stumpfe, rauhgeschlagene Schaftende von einer
kugelfoͤrmigen Hoͤhlung umgeben ist, welche nur noch durch die Masse
ausgefuͤllt werden darf. Ueber alle diese kleinen Hoͤhlungen geht eine
Rinne d, von deren Grund kleine Gießloͤcher in
die einzelnen Gruͤbchen gebohrt sind. Wenn alle Formen zum Gusse bereit
stehen, so fuͤllt ein erwachsener Arbeiter die Composition, uͤber
deren Bereitung ich keine Auskunft erhielt, aus dem Schmelztiegel in einen Trichter
mit feiner, durch eine Art Hahnen oder Ventil verschließbarer Muͤndung. Er
haͤlt die Trichteroͤffnung uͤber die naͤchste beste
Form, oͤffnet den Hahn und faͤhrt in einem Striche uͤber alle
Gießloͤcher in der Rinne hinweg, wodurch sich alle Kopfhoͤhlungen
fuͤllen. Dieß ist das Werk einer Secunde. So schnell wie moͤglich eilt
der Mann nun zu einer zweiten, dritten, vierten Form und fuͤllt sie auf
dieselbe Weise. Der Knabe aber schlaͤgt, so bald der Guß erkaltet ist, die
Form auseinander, nimmt die nunmehr mit Koͤpfen versehenen, zum Theil noch
aneinander haͤngenden Steknadeln heraus, trennt das
uͤberfluͤssige Metall, und bereitet die Form zu einem zweiten Gusse
vor. Von der ungemeinen Productivitaͤt dieser Methode kann man sich einen
Begriff machen, wenn man bedenkt, daß der erwaͤhnte Arbeiter in Zeit von zwei
Minuten an 2000 Steknadeln mit ihren Koͤpfen versehen hatte.
Die Nadeln, welche nun durch gar viele Haͤnde schon gegangen sind, haben ein
schmuziges schwarzes Aussehen, und werden daher vor dem Verzinnen durch Sieden in
verduͤnnter Schwefelsaͤure gereinigt, wodurch sie den
urspruͤnglichen messinggelben Glanz wieder erhalten. Vom Verzinnen selbst konnte ich nicht Augenzeuge seyn, weil
die Operation mit einigen Hunderttausend Nadeln zugleich erst spaͤter
vorgenommen werden sollte.
Nun ging es in den lezten Arbeitssaal, worin ich gegen 50 Kinder von acht bis
zwoͤlf Jahren, und zwar zum groͤßten Theil Maͤdchen, mit
Aufsteken der Steknadeln auf Briefe in emsiger Thaͤtigkeit erblikte. Mit
dieser Arbeit, welche mit großer Behendigkeit und Geschicklichkeit gehandhabt wird,
schließt sich die Kette der verschiedenen technischen Acte, welche den rohen Draht
in zwekmaͤßig angeordneten Uebergaͤngen allmaͤhlich in die zur
Verpakung fertige Steknadel umwandeln. Jedes Kind hat vor sich eine Art Mulde, in
welcher die Steknadeln verworren nach allen Richtungen durcheinander liegen. Wenn es
nun jede Steknadel einzeln aussuchen und ans Papier steken wollte, so wuͤrde
diese Operation vielleicht mehr Zeit und Arbeit kosten, als die Verfertigung der
Steknadel vom Anfang bis zum Ende. Daher kommt es erstens darauf au, die Steknadeln
so zu ordnen, daß eine gewisse Quantitaͤt auf einmal bei den Koͤpfen
gepakt werden koͤnne, zweitens dieselben in groͤßeren Partien zu zehn
oder zwoͤlf auf ein Mal auf das Papier zu stechen, und zwar in gleichen
Distanzen. Zu dem Ende ist das muldenfoͤrmige Behaͤltniß, worin die
Steknadeln liegen, um eine Achse drehbar, und der Boden desselben ist reihenweise
mit mehreren schmalen Rizen durchbrochen. Indem das Kind die Mulde einige Male
hin- und herschwingt, geraͤth ein Theil der Nadeln in die Rizen, kann
jedoch nicht ganz durchfallen, sondern bleibt an den Koͤpfen haͤngen,
die Spizen nach Unten
gekehrt; nun pakt es mit dem Daumen und dem Zeigefinger eine Anzahl Nadeln und legt
sie auf den eigentlichen Aufstekapparat, welcher eben so einfach als sinnreich ist.
Er besteht aus einem horizontalen messingenen Lineal, so lang als die Breite des
Briefs und so breit als zwei Drittel der Steknadellaͤnge, welches seiner
Breite nach mit so vielen kleinen, gleichweit von einander abstehenden Rinnen
versehen ist, als der Brief Steknadeln in einer Reihe enthalten soll. Vor diesem
Lineal ist eine Vorrichtung, welche das Papier an der Stelle bricht und einklemmt,
wo die Nadeln durchgestochen werden sollen. Das Kind nimmt also, wie oben bemerkt,
eine Anzahl von etwa 30 Nadeln aus der Mulde und streicht sie uͤber das
Messinglineal, wobei jede Nadel in eine Rinne so zu liegen kommt, daß alle
Koͤpfe uͤber die eine Kante des Lineals hervorstehen. Auf diese Weise
liegen durch einen Strich alle Steknadeln in Reih und
Glied neben einander vor dem Papiere, und es bedarf nur eines leichten Drukes mit
der Hand aus die Koͤpfe, um zehn bis zwoͤlf Steknadeln auf einmal auf
den Brief zu stechen. Diese einzelnen Manipulationen gehen so rasch vor sich, daß im
Durchschnitt jedes Kind in einer Minute einen Brief liefert. – In demselben
Saale bemerkte ich außerdem noch mehrere Knaben, welche das ganze Quantum der
producirten Steknadeln noch ein Mal belasen und die fehlerhaften Stuͤke
aussonderten; andere waren ausschließlich damit beschaͤftigt, die krummen und
verbogenen Nadeln auf einem kleinen Ambose wieder gerade zu klopfen.
Mit der Steknadelfabrication vereinigt dieß Etablissement auch noch die Fabrication
der Haͤftchen und Haarnadeln, aber in einem beschraͤnkteren Maaßstabe. Fig. 21 zeigt
die Umwandlung des Drahtes in die Haͤftchen und Haͤkchen in der
Reihenfolge der einzelnen Acte. Das Haͤftchen geht durch drei Haͤnde;
ein Knabe zerschneidet mit Benuzung des Schaftmodels den Eisen- oder
Messingdraht in Stuͤke a von gleicher
Laͤnge; ein zweiter Knabe bildet mittelst eines einfachen Instrumentes A an beiden Enden des Drahtstuͤkes a ein kleines Oehr, wie b
zeigt. Die wirksamen Theile des Instrumentes A sind zwei
Stahlstifte i und h, welche,
ungefaͤhr eine halbe Linie von einander entfernt, in einem Handgriffe steten;
um nun das fragliche Oehr zu bilden, stekt der Knabe das eine Drahtende zwischen
beide Stifte und laͤßt, waͤhrend er das andere Ende mit den Fingern
festhaͤlt, den Stift h einen Kreis um den Dorn
i beschreiben, wobei das durchgestekte Drahtende
nothwendig um diesen herumgebogen werden muß. Der dritte Knabe endlich biegt das
Stuͤk b nur noch um einen duͤnnen
Cylinder, um das fertige Haͤftchen c zu erhalten.
Das zugehoͤrige Haͤkchen durchlaͤuft auf aͤhnliche Weise vier
Haͤnde. Das Abschneiden der etwas laͤngeren Schaͤfte a, und das Bilden der geoͤhrten Stuͤke b, hat die Verfertigung der Haͤkchen mit den
Haͤftchen gemein; nun wird aber das Stuͤk b durch scharfes Umbiegen in der Mitte in das Stuͤk d verwandelt, und aus diesem geht durch abermaliges
Biegen das fertige Haͤkchen e hervor. Die
Fabrication der Haarnadel ist noch einfacher; die geraden Drahtstuͤke werden
zuerst an beiden Enden auf dem Spizringe flach zugespizt, dann in der Mitte
umgebogen; zulezt wird die Haarnadel noch dadurch geschwaͤrzt, daß man sie in
Oehl taucht und auf einer heißen Platte abdampft.
Ich habe dieses Etablissement in hohem Grade befriedigt verlassen. Man sollte kaum
denken, daß die Fabrication einer Waare, deren geringer Einzelwerth zum Sprichwort
geworden ist, das Interesse noch anzuregen im Stande sey. Allein gerade die hier vor
Augen liegende Thatsache, daß auch der scheinbar geringfuͤgigste Artikel, in
Masse erzeugt, zu großen Unternehmungen fuͤhren kann, verleiht der
Steknadelfabrication im Großen einen eigenthuͤmlichen, ich moͤchte
sagen, verfuͤhrerischen Reiz, der einen industrioͤsen Kopf leicht zu
aͤhnlichen Unternehmungen hinreißen kann. Man sieht das Ganze beinahe
ausschließlich durch Kinder betrieben, welche hier eine ihrem zarten Alter und ihren
Kraͤften angemessene Beschaͤftigung finden und dabei einen geringen
Arbeitslohn in Anspruch nehmen; man uͤberzeugt sich mit eigenen Augen von den
unverkennbaren Vortheilen einer selbst bis auf die kleinsten Details ausgedehnten
Arbeitsteilung; das Auge sieht sich vergebens nach großen complicirten Maschinen um,
man erblikt nur hoͤchst einfache, aber unendlich viel leistende Apparate zur
Unterstuͤzung der Handarbeit; der zu verarbeitende Stoff ist wohlfeil, der
Absaz der Waare muß bedeutend seyn, denn in unzaͤhliger Menge geht die
Steknadel aus den lezten Haͤnden hervor; kurz, es vereinigt sich hier Alles,
was den technischen Nachahmungstrieb zu erweken im Stande ist.
(Fortsezung folgt.)
Tafeln