| Titel: | Verbesserungen an den Rädern für Eisenbahnfuhrwerke, welche auch auf die Räder im Allgemeinen anwendbar sind, und worauf sich John Frederick Bourne und John Bartley jun., beide Ingenieurs in Manchester in der Grafschaft Lancaster, am 6. Septbr. 1838 ein Patent ertheilen ließen. |
| Fundstelle: | Band 75, Jahrgang 1840, Nr. XLIX., S. 256 |
| Download: | XML |
XLIX.
Verbesserungen an den Raͤdern fuͤr
Eisenbahnfuhrwerke, welche auch auf die Raͤder im Allgemeinen anwendbar sind, und
worauf sich John Frederick
Bourne und John
Bartley
jun., beide Ingenieurs in Manchester in der Grafschaft
Lancaster, am 6. Septbr. 1838 ein Patent
ertheilen ließen.
Aus dem London Journal of arts. Decbr. 1839, S.
210.
Mit Abbildungen auf Tab.
IV.
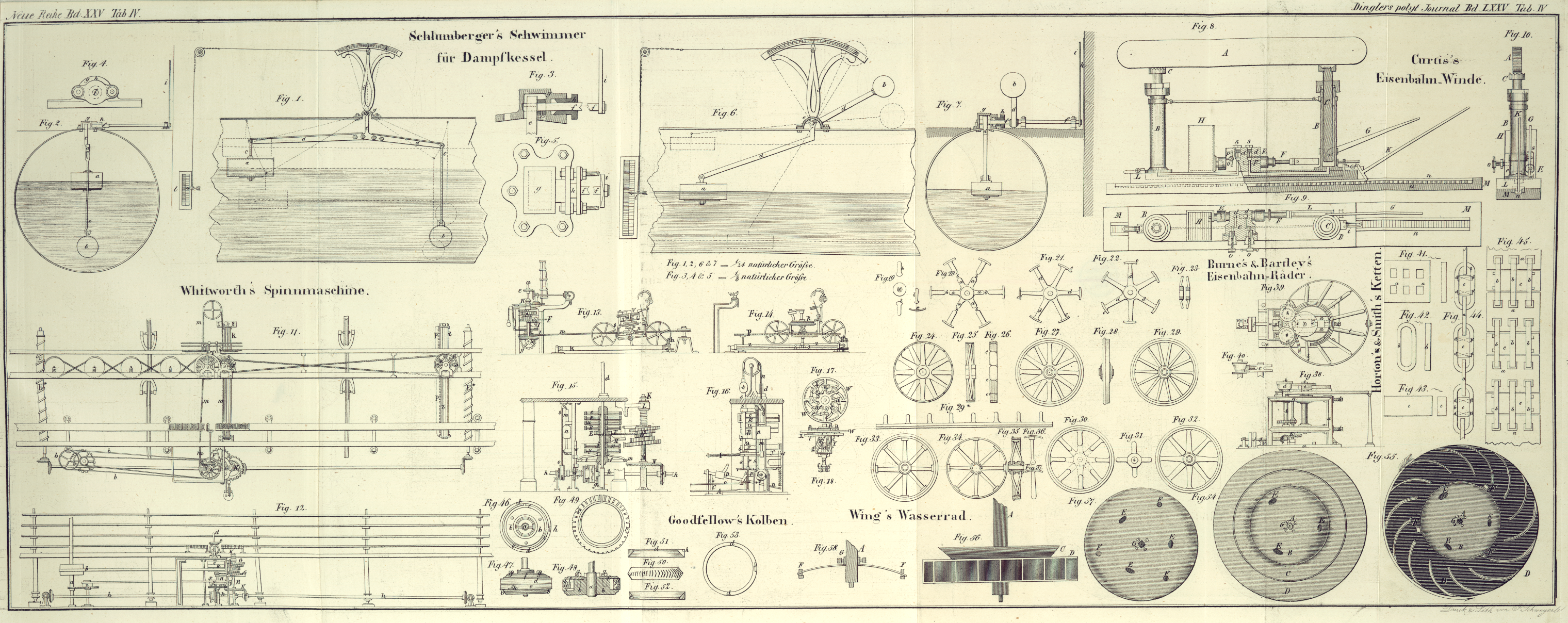
Bourne's und Bartley's Verbesserungen an den Raͤdern
fuͤr Eisenbahnfuhrwerke.
Meine Erfindung betrifft: 1) eine eigene Methode die gewöhnlichen Theile der Räder,
nämlich die Felgen, die Speichen und die Nabe zuzurichten und zusammenzusezen; und
2) die Anwendung gewisser Maschinen oder Apparate zum Biegen der Reifen oder Kränze
der Räder, diese mögen für Locomotiven, oder für Eisenbahnwagen, oder für andere
Räder mit eigenen Radkränzen bestimmt seyn.
Wir nehmen zur Bildung der Nabe zwei gerade Stüke Stabeisen von ungefähr drei Zollen
im Gevierte, und biegen aus ihnen, nachdem sie erhizt worden, einen Ring von einer
der gewünschten Nabe entsprechenden Größe, wie man ihn in Fig. 19 bei a sieht. Man kann übrigens auch ein massives Stük Eisen
nehmen und hieraus eine Nabe von gewünschter Form schneiden oder hämmern. Ferner
nehmen wir eine der Zahl der Speichen, die man dem Rade zu geben wünscht,
entsprechende Anzahl, z.B. 24, flache Eisenstäbe von ungefähr 3 Zoll Breite auf 1
1/4 Zoll Dike, welche, die zum Schweißen erforderliche Länge in Anschlag gebracht,
die Hälfte der Länge haben sollen, welche man den Speichen zu geben beabsichtigt.
Nachdem an diesen Eisenstäben ein Kopf, wie man ihn in Fig. 19 bei b sieht, erzeugt worden, schweißen wir sechs derselben
oder auch eine größere oder geringere Anzahl auf solche Weise an den zuerst
gebildeten Ring, daß ihr längster Durchschnitt, nämlich jener, welcher 3 Zolle mißt,
in der Richtung des Laufes des Rades zu stehen kommt, während die Kante der Speiche
gegen die Fronte der Maschine und die Fläche gegen deren Seite gerichtet ist, wie
man in Fig.
20 bei a, a, a sieht. Die übrigen Stüke, deren
12 oder darüber oder darunter seyn können, schweißen wir hierauf an zwölf flache
Eisenstäbe von 5 1/4 Zoll auf 1 1/4 Zoll, und von einer Länge, welche dem zwölften
Theile des Umfanges des Rades gleichkömmt, wie man in Fig. 19 bei c, c sieht. Während der Schweißung wird die Speiche in
einen Blok und das Speichensegment auf denselben gelegt, und mit dem Hammer darauf
geschlagen, wodurch das Segment die dem Radumfange entsprechende Krümmung erhält. Hierauf
schweißen wir sechs oder die halbe Zahl der an den Felgen gebildeten halben Speichen
an den Punkten b an jene Speichenhälften, die an die
Nabe geschweißt worden, wie Fig. 20 zeigt, wodurch
die in Fig.
21 und 22 ersichtlichen Radtheile zum Vorscheine kommen. In Fig. 21 sind sämmtliche
Speichen nach der einen und in Fig. 22 nach der
entgegengesezten Richtung eingesezt, wie noch deutlicher aus dem Durchschnitte Fig. 23 zu
ersehen. Die beiden Radtheile Fig. 21 und 22 legen wir
nunmehr so auf einander, daß ihre sämmtlichen Segmente c, c,
c einen ganzen Felgenkranz bilden, und daß die Arme d, d, d des Radtheiles Fig. 21 die zwischen den
Armen d, d, d des Radtheiles Fig. 22 befindlichen
Räume durchschneiden. Es entsteht auf diese Weise ein Rad, welches man in Fig. 24 von
Vorne, in Fig.
25 dagegen in einem Durchschnitte sieht. Sodann schneiden wir da, wo die
die Felgen bildenden Segmente einander berühren, kleine winkelige Stüke aus, und
schweißen an deren Stelle auf die in Fig. 26 dargestellte
Weise entsprechende V förmige Stüke. Die Schweißung muß
möglichst gut geschehen, damit eine feste Felge zum Vorschein komme.
Man erhält somit ein ganzes Rad aus Schmiedeisen, welches von großer Stärke und
Dauerhaftigkeit ist, und welches den Vortheil gewährt, daß es, indem die Speichen
abwechselnd nach entgegengesezten Richtungen eingesezt sind, jedem seitlichen Druke
kräftig widersteht. Da ferner sämmtliche Speichen so gestellt sind, daß sie der
Linie, in welcher die Bewegung von Statten geht, die Kante darbieten, so wird ein
derlei Rad auch einen geringeren Luftwiderstand erzeugen. Wenn endlich von der Achse
aus eine Kraft auf den Umfang des Rades wirken soll, so befinden sich die Speichen
in einer Stellung, in der sie die Kraft am besten weiter fortpflanzen können, ohne
darunter nachzugeben; d.h. in einer Stellung, in der sie der Kraft ihren größten
Durchschnitt entgegensezen.
Das bis zu dem angegebenen Grade vollendete Rad muß sodann auf die Drehebank gebracht
werden, auf welcher der Felge und dem Randkranze die gehörige kegelförmige Gestalt,
und überhaupt eine solche Zubereitung gegeben wird, daß man den gewöhnlichen äußeren
Reifen oder Kranz daran schrumpfen lassen, oder auf die übliche Weise mit Nieten
befestigen kann. Ein ganz fertiges Rad dieser Art sieht man in Fig. 27 von der Fronte
und in Fig.
28 von der Kante betrachtet. Nach unserem Dafürhalten sind dieß für
Locomotiven, und namentlich für die Treibräder die besten Räder; doch binden wir uns
keineswegs an die hier beschriebene Form allein. Man kann nämlich unter Beibehaltung
desselben Verfahrens zu den Speichen auch runde Eisenstäbe nehmen, wie man in Fig. 29
sieht.
Wohlfeilere schmiedeiserne Räder, die sich besonders für Frachtfuhrwerke und andere
Wagen eignen, verfertigen wir, indem wir auf einen geraden Eisenstab, der oben
entweder flach seyn oder wie an den Eisenbahnreisen einen Randvorsprung haben kann,
und dessen Länge dem Umfange des gewünschten Rades entsprechen muß, in gleichen
Entfernungen von einander halbe Speichen schweißen, wie man in Fig. 29* sieht. Dieser
Stab wird sodann entweder auf die gewöhnliche Weise oder auch nach einem Verfahren,
welches wir später angeben werden, so aufgebogen, daß er die Gestalt einer Radfelge
oder vielmehr die in Fig. 30 zu ersehende Form
bekommt. Wenn die an dem Stabe befindlichen Speichenhälften hierauf abwechselnd nach
der einen und der dieser entgegengesezten Richtung gekehrt worden, so bringen wir
das in Fig.
31 ersichtliche Kreuz, welches aus einem Ringe, der die eine Hälfte der
Nabe bildet, und an den die halbe Speichenzahl geschweißt worden, besteht, in die in
Fig. 30
durch punktirte Linien angedeutete Stellung, und schweißen es an die entsprechenden
Speichenhälften des felgenartig gebogenen Eisenstabes, so daß das Auge c genau in die Mitte des Rades fällt. Ist dieß
geschehen, so legen wir auf die erste Nabenhälfte eine dieser ganz ähnliche zweite,
und zwar so, daß die an ihr befindlichen Speichen Hälften den übrigen an die Felge
geschweißten Speichenhälften entsprechen. Wenn hierauf auch diese Speichenhälften
angeschweißt worden, so schließen und verschweißen wir die Felge, womit das Rad
fertig ist, und die in Fig. 32 ersichtliche
Gestalt hat.
Ein gutes Wagenrad läßt sich nach dem zulezt angegebenen Systeme auch herstellen,
indem man die ganzen Speichen an den zum Reifen bestimmten Eisenstab schweißt, und
dann diesen felgenartig aufbiegt, so daß sich die Enden sämmtlicher Speichen gegen
den Mittelpunkt hin einander annähern, und eine Nabe an sie gegossen werden
kann.
Eine andere Art von schmiedeisernem Rade mit gußeiserner Nabe sieht man in Fig. 33. Man
nimmt zu dessen Verfertigung einen geraden Eisenstab (oder wenn man lieber will auch
Kreissegmente) mit oder ohne Randvorsprung, und von einer dem Umfange des
gewünschten Rades gleichkommenden Länge. In diesen Stab schlägt man in gleichen
Entfernungen von einander so viele Löcher als das Rad Speichen bekommen soll; und
diesen Löchern gibt man eine solche Versenkung, daß sie gegen den Mittelpunkt des
Rades hin enger werden. Sodann paßt man in diese Löcher die abgerundeten Enden der
Speichen, welche in einer Entfernung von einem halben Zolle oder etwas darüber von
diesem Ende einen Halsring oder eine Schulter haben müssen, während sie an dem
anderen Ende abgeplattet und ausgeschlagen sind. Wenn die erhizten abgerundeten
Speichenenden in die Löcher des Reifens eingesezt, und auf die aus Fig. 34 ersichtliche Art
darin vernietet worden, so neigt man die Speichen abwechselnd nach entgegengesezten
Richtungen, wie Fig. 35 zeigt. Hierauf gießt man in die Mitte aus Eisen eine Nabe, welche
alle die übrigen oder inneren Speichen umfaßt und fest erhält, womit das Rad fertig
ist, ausgenommen man will ihm auch noch einen äußeren Reifen oder Kranz geben. In
Fig. 36
sieht man ein derlei Rad mit runden, und in Fig. 37 eines mit flachen
oder vierekigen Speichen.
Es ist klar, daß nach den hier erläuterten Principien auch einfachere Räder für
leichtere Fuhrwerke verfertigt werden können; z.B. Räder mit einer einzigen statt
mit einer doppelten Speichenreihe, an denen sämmtliche Speichen nur nach einer
Richtung geneigt sind, oder auch wohl senkrecht stehen.
Der zweite Theil unserer Erfindung betrifft die Anwendung eines eigenen Apparates zum
Biegen von Reifen und anderen metallenen Stäben mittelst mechanischer Kraft. Fig. 38 zeigt
unsere zu diesem Zweke bestimmte Maschine in einem seitlichen Aufrisse, während Fig. 39 einen
Grundriß davon vorstellt. Das mit a, a, a bezeichnete
Gestell dieser Maschine trägt die Wellen b, b und c, von denen die beiden ersteren in eigenen Sokeln
ruhen, während leztere in Anwellen liegt, welche in dem Gestelle a, a in Zapfenlöchern verschoben werden können. An den
oberen Enden der Wellen b, b befinden sich zwei Walzen
d, d, in deren Umfang Kehlen, welche dem an dem
Reifenstabe befindlichen Randvorsprunge entsprechen, gedreht sind. Dagegen ist an
dem oberen Ende der Welle e eine glatte Walze e, welche die platte untere Fläche des Reifens zu bilden
hat, angebracht. Bevor wir den Stab in diesem Apparate auswalzen, schneiden wir ihn
in der erforderlichen Länge ab, und erhizen ihn in einem Ofen zum Rothglühen; und
nachdem wir ihn auf einem Bloke so weit nach der Kante gebogen, als es wegen des
Unterschiedes in der Dike, der zwischen dem Rande mit dem Vorsprunge und dem anderen
Rande besteht, erforderlich ist, lassen wir ihn zwischen den Walzen d, d und e durchlaufen. Die
Walzen werden mittelst eines Treibriemens, der um die feste, an der Hauptwelle g aufgezogene Rolle f
geschlungen ist, und der die Winkelräder h, h, so wie
auch die an die Wellen Abgeschirrten Stirnräder i, i in
Thätigkeit bringt, in Bewegung gesezt. Der Durchmesser des Kreises, in welchem der
eiserne Reifen gebogen werden soll, läßt sich mittelst der Regulirschrauben k, k bestimmen. Diese bewirken nämlich, daß sich die
Walze e den Walzen d, d
annähert oder sich davon entfernt, wodurch nothwendig die Curve, welche dem Reifen
gegeben wird, eine Verschiedene wird. l, l, l ist eine
leichte aus Walzen gebildete Platform, auf der das Eisen ruht, während es in erhiztem Zustande
dem Biegungsprocesse unterliegt.
In Fig. 40
sieht man die Abänderung, welche an der Walze e gemacht
werden muß, wenn die Maschine zum Biegen eines Reifens, an dem bereits ganze oder
halbe Speichen angebracht worden, bestimmt ist. In diesem Falle muß nämlich die
Walze e einen Ausschnitt m
haben, damit die Speichen vorüber gehen können.
Tafeln