| Titel: | Die Schwarzwälder Uhrenindustrie nach ihrem Stand im Jahre 1838 technisch und statistisch dargestellt von Dr. Adolph Poppe, Lehrer der Technologie und Mathematik in Frankfurt am Main. |
| Autor: | Dr. Adolph Poppe [GND] |
| Fundstelle: | Band 75, Jahrgang 1840, Nr. LXIII., S. 350 |
| Download: | XML |
LXIII.
Die Schwarzwaͤlder Uhrenindustrie nach
ihrem Stand im Jahre 1838 technisch und statistisch dargestellt von Dr. Adolph Poppe, Lehrer der
Technologie und Mathematik in Frankfurt am Main.
Mit Abbildungen auf Tab.
VI.
(Fortsezung von Heft 4, S. 273.)
Poppe, uͤber die Schwarzwaͤlder
Uhrenindustrie.
Zweiter Abschnitt. Die
Schwarzwälder Uhrenfabrication mit ihren Vor- und Nebenarbeiten.
I. Der Schildbrettmacher und
Schilddreher.
Die Arbeit des Schildbrettmachers besteht in der Verfertigung der hölzernen
Uhrenschilde, d.h. jener bekannten Vorderfläche der Uhr, welche der Schildmaler
später lakirt, mit Ziffern versieht und mit allerlei Zierrathen bemalt. Es
werden zwar auch Schilde aus Blech und solche aus Pappdekel verfertigt, worauf
wir unten zurükkommen, jedoch in Vergleich mit den Holzschilden nur in sehr
geringer Anzahl.
Der Brettermacher spaltet den Schild aus Tannenholz, gibt ihm die Form eines
Quadrats, dessen eine Kante mit einem halbkreisförmigen Aufsaze versehen ist,
und dreht ihn auf einer eigens zu diesem Zweke eingerichteten Drehbank mit
seiner bekannten convexen Wölbung ab. Er kauft zu dem Ende einen Tannenstamm,
theilt ihn zunächst in drei Theile, jeden zu 21 Fuß Länge, und sägt dann einen
solchen Theil querüber in lauter cylindrische Klöze, deren Höhe der Länge des
Schildes gleichkommt, und läßt sie in einem luftigen Raume troknen. Für einen
Stamm mittlerer Qualität bezahlt er 44 fl. Der Preis steigt übrigens, je nach
der Größe und Dike desselben, bis auf 80 und 100 fl. Aeste und Dolden werden
beigegeben oder nicht, wie nämlich ausbedungen wird. Den getrokneten Kloz
spaltet der Brettermacher in vier gleich große rechtwinklige Scheiter, und jedes
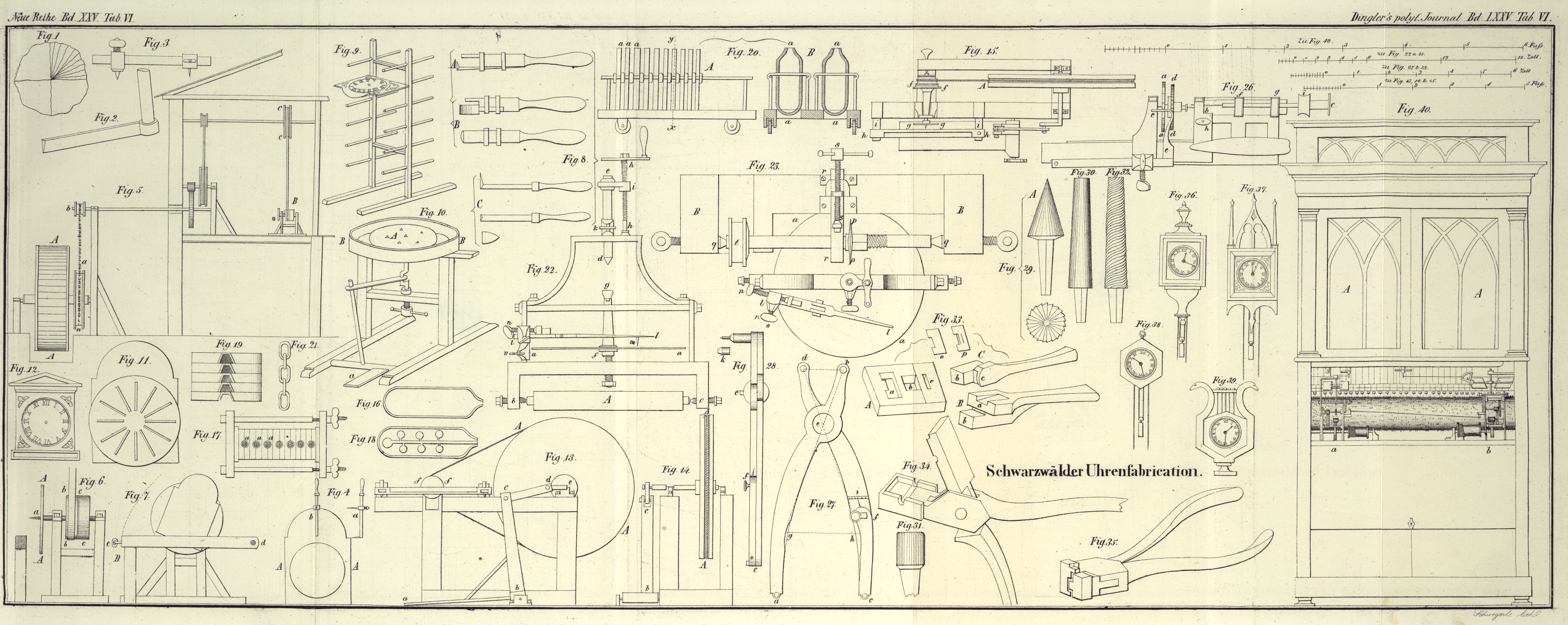
der lezteren nach dem Halbmesser wieder in 9 bis 12 Theile, wie Fig. 1 auf Tab. VI
zeigt. Das Instrument, dessen er sich zu dieser Arbeit bedient, ist in Fig. 2
abgebildet; es besteht in einem ungefähr 1 1/2 Fuß langen geraden Messer oder
Spalteisen a, b mit einem rechtwinklich abstehenden
Griffe b, c. Indem der Arbeiter das Messer in
diametraler Richtung auf die Kreisfläche des Klozes sezt, führt er mit einem
hölzernen Schlegel einen Schlag auf dem Messerrüken, welcher das Spalten zur
Folge hat. Die Bretter werden nun mit einer breiten Axt zugehauen, entrindet
und dann, ehe sie der weiteren Bearbeitung übergeben werden, vollständig
ausgetroknet. Aus einem Kloze von 21' Länge können circa 600 Stük Schilde verschiedener Sorte von 8 bis auf 14 Zoll
Seitenlänge, mithin aus dem ganzen Stamme 1800 Schildbretter gespalten werden.
Ganz kleine Schilde unter 6 Zoll spaltet man nicht vom Kloze, sondern verfertigt
sie von den Abfällen. Da das Holz zu größeren, 10–14zölligen Schilden
sehr oft nicht hinreichend gefunden wird, so hilft sich der Brettermacher
dadurch, daß er je zwei Stüke zusammenleimt; er kann in einem Tage 100 solcher
Schilde leimen. Um einen Stamm zu Schilden auszuspalten und diese mit der Axt
zuzurichten braucht ein Arbeiter 8 bis 10 Tage. Für das Hundert erhält er 24
kr.
Ehe der Schild in die Hände des Drehers zur weiteren Bearbeitung gelangt, wird
der bekannte, die eine Seite des quadratischen Schildes begränzende Halbkreis
ausgeschnitten, wozu man sich des Fig. 3 oder auch des
Fig. 4
abgebildeten Einreißcirkels bedient. Das Instrument
Fig. 3
besteht aus einem prismatischen Stab A, B, auf
welchem sich zwei Hülsen C und D verschieben lassen. Die Hülse C trägt eine fürs Centrum des Halbkreises bestimmte
Spize a; an der Hülse D
sizt ein scharfes, spiziges Messer b fest, welches,
unter mäßigem Druke um den Mittelpunkt a bewegt, den
verlangten Halbkreis aus dem dünnen Brette ausschneidet. Einfacher noch ist der
Fig.
4, a in der Seitenansicht, b in der oberen Ansicht abgebildete Einreißcirkel,
indem derselbe nur eine verschiebbare Hülse hat. Um
den erwähnten Aufsaz auszuschneiden, wird er so, wie Fig. 4 zeigt, an dem
Schilde A, A angelegt.
Die Vorrichtungen, auf welchen das Abdrehen des Uhrenschildes erfolgt, werden
entweder vom Wasser oder durch die Hand getrieben. Furtwangen besizt zwei
Drehereien mit Wasserkraft, nämlich diejenige des Bartholomäus Dold, vulgo
„Schildbarthle“ und die des sogenannten
„Schildbon“. Von der Dreherei des ersteren, deren
Anlage und Construction sich vor anderen vortheilhaft auszeichnet, enthält Fig. 5 eine
genaue Skizze. A, A ist ein unterschlächtiges
Wasserrad, an dessen Wellbaum die Scheibe a, a sizt.
Die Umdrehungen der lezteren tragen sich mittelst einer Kette ohne Ende auf die
Rolle b über, deren Achse sich in das obere Stokwerk
des Gebäudes erstrekt. Durch die in der Zeichnung deutlich angegebene Verbindung
von Räderwerk und Schnurscheiben mit endlosen Riemen wird die Bewegung vom
Wasserrade aus mit sehr vermehrter Geschwindigkeit auf die überaus einfache
Schilddrehbank B übergepflanzt. Leztere ist in
größerem Maßstabe, Fig. 6 und 7, von der
Seite und von Vorne abgebildet,
A, A. ist eine dünne eiserne Scheibe, aus deren
Mittelpunkt eine nach Vorne sich verjüngende Schraube a herausragt. Sie dreht sich mit einer Geschwindigkeit von ungefähr
800 Umdrehungen in der Minute frei außerhalb des Gestelles. Die Bewegung wird
ihr von der Rolle b, b mitgetheilt, von welcher aus
ein Riemen ohne Ende aufwärts geht und das große Schnurrad c, c, Fig. 5, umschlingt.
Auf die Leerrolle c, c leitet der vor der Scheibe
A, A sizende Arbeiter den Riemen, wenn er die
Vorrichtung stellen will. Er schraubt das Schildbrett so weit auf die Spize a, bis es mit allen seinen Theilen auf der flachen
Scheibe aufliegt, und bearbeitet es nun der Reihe nach mit sieben verschieden
gestalteten meißel- und hobelartigen Instrumenten. Zum Auflegen der Hände
dient der um d bewegliche, auf den Blok B sich stüzende Steg d,
e, Fig.
7, welchen der Dreher, so oft er ein neues Schildbrett aufgeschraubt
hat, herabläßt. Fig. 8 enthält die Abbildung der bemerkenswerthesten, zum
Schilddrehen erforderlichen Werkzeuge; die übrigen sind ordinäre Meißel. Zuerst
reißt der Arbeiter mit einem spizigen Meißel einen Kreis ein, um die Stelle zu
markiren, wo die Wölbung des Zifferblattes beginnen soll, dann dreht er die Eken
des Schildes mit dem Instrumente A bis zu diesem
Kreise ab, worauf er die Wölbung mit dem Hobel B ins
Rohe bearbeitet. Mehrere gewöhnliche Meißel geben der Oberfläche des Schildes
die erforderliche Glätte, und zulezt wird durch das Instrument C in die Wölbung jene gegen den Mittelpunkt sanft
zulaufende Vertiefung gearbeitet.
Alle diese Manipulationen folgen so rasch auf einander, daß ein Schild in 2
Minuten fertig ist. Manchmal splittern einzelne Theile aus dem Schilde heraus,
zu deren Wiederbefestigung man sich eines Kittes aus Käse und Kalk bedient. Der
Schilddreher verfertigt mit Hülfe einer durch Wasserkraft getriebenen
Vorrichtung in einem Tage 250 Stük, von Hand aus dagegen im Durchschnitt nur 75
Stük. Eine vom Wasser getriebene Maschine gewöhnlicher Art kostet sammt Zugehör
circa 300 fl., eine Handmaschine
circa 16 fl. Fig. 13, 14 und
15
zeigen die genaue Abbildung einer gut eingerichteten, mittelst eines
Tretschämels in Bewegung zu sezenden Schilddrehbank, und zwar Fig. 13 in der
Seitenansicht, Fig. 14 in der vorderen Ansicht und Fig. 15 im Grundriß.
Die Bewegung des Apparates geht von dem Tretbrette a,
b aus, welches mit der Stange b, c einen
Winkelhebel bildet; c, d ist eine kleine, nach der
Kurbel d, e hingehende, in den Punkten d und c bewegliche
Lenkstange. An der Achse der Kurbel d, e sizt das 4
Fuß im Durchmesser haltende Schnur- und Schwungrad A, A. Von diesem aus geht eine Schnur ohne Ende nach der mit mehreren
Schnurläufen versehenen Scheibe f, f. Die Achse der leztern
endlich ist es, welche die bereits oben erwähnte eiserne Scheibe g, g trägt, woran der Schild geschraubt wird. Zum
Auflegen der Hände dient dem Arbeiter die auf den Schienen i verschiebbare Stange h,
h, Fig. 15. Die Dimensionen der Maschine sind an dem beigegebenen
Maaßstabe abzunehmen.
Der Schilddreher kann seine Arbeitszeit nicht wie die übrigen in der
Uhrenindustrie Beschäftigten auf die Nacht ausdehnen, weil das eigenthümliche
Flimmern des beleuchteten Schildes den Augen sehr nachtheilig ist. Er verkauft
seine Producte an den Schildmaler und erhält für einen 8zölligen Schild 3 kr.
Mit jedem ferneren Zoll steigt der Preis bis auf 14 Zoll, wobei der
halbkreisförmige Aufsaz nicht mit in Berechnung gezogen wird. Wenn der Schild
über 14 Zoll im Gevierte mißt, so ist er ein Spieluhrenschild. Die Größe der Spieluhrenschilde wechselt von 16 bis
30 Zoll, und der Preis derselben beziehungsweise von 18 kr. bis zu 1 fl.
Ein Meister kann, wenn er fortwährend Arbeit hat, mit einem Gesellen und einem
Gehülfen jährlich 78,000 Uhrenschilde, wozu er 43 3/10, Tannenstämme braucht,
verfertigen. Nimmt man als den Werth des abgedrehten Schildes das Minimum,
nämlich 3 kr. an, so beläuft sich der Bruttowerth dieser Production auf 3900 fl.
Zieht man, um den jährlichen Reinertrag zu erhalten, von dieser Summe den Werth
des auf die Production verwendeten umlaufenden Capitals, nämlich die Kosten von
43 5/10 Tannenstämmen, Arbeitslöhne, und die Zinsen dieses Capitals, ferner die
Zinsen des in den Maschinen und Werkzeugen stekenden Capitals, so wie die
jährlichen Reparationskosten und den Ersaz für die Abnüzung des stehenden
Capitals ab, so findet man, daß ein Schilddreher, unter der Voraussezung, daß
sein Geschäft das ganze Jahr über keine wesentliche Unterbrechung erleidet, sich
sehr gut steht. Um dieses näher darzuthun, lassen wir die Berechnung der eben
genannten Auslagen hier folgen. Ein Drehergesell erhält wöchentlich 2 fl. oder
auch täglich 18 bis 20 kr. Arbeitslohn nebst Kost, Logis, Wäsche und
„Schuhschmieren.“ Am Fastnacht hat er sogenannte
„Freitage“, an welchen er nicht arbeiten darf. Der
Meister bezahlt für sich jährlich 2 fl. 23 kr. und für den Gesellen 29 kr.
Gewerbssteuer. Die fraglichen Auslagen sezen sich nun aus folgenden Elementen
zusammen.
Auslagen fuͤr 43 5/10
Tannenstaͤmme
1903 fl. – kr.
Arbeitslohn fuͤr 2
Arbeiter
200
– – –
Kost, Logis u.s.w. der lezteren
180
– – –
Zinsen des stehenden Capitals
(Maschinen etc.) zu 5 Proc.
15
– – –
Zinsen des umlaufenden Capitals (von
2280 fl.) zu 5 Proc.
114
– – –
–––––––––––
Latus
2412 fl. – kr.
Transport
2412 fl – kr.
Abnuͤzung und Reparaturen des
stehenden Capitals zu 10 Proc.
30
– – –
Gewerbesteuer
3
– 21 –
–––––––––––
Summa
2445 fl. 21 kr.
Diese Summe von der Brutto-Einnahme von 3900 fl.
abgezogen, gibt als reinen Ertrag des Gewerbes 1454 fl. 39 kr. So einträglich
ist indessen dieses Gewerbe auf dem Schwarzwalde wohl im einzelnen Falle, im
Durchschnitt aber nicht; denn der vorliegenden Berechnung ist der günstigste
Fall zu Grunde gelegt. Im Mittlern Durchschnitt kommt auf einen Drehermeister
eine jährliche Production von nicht mehr als 47,000 bis 48,000 Schilden. Würde
er sich einer Handmaschine bedienen, so beliefe sich dieselbe im günstigsten
Fall auf 23,400 Stük, im Werthe von 1560 fl., wozu er 13 Tannenstämme für 572
fl. brauchte. Es bliebe ihm demnach ein jährlicher Ertrag von nur 988 fl., wovon
er noch die Arbeiter bezahlen, die Kosten der Reparaturen u.s.w. bestreiten und
die Zinsen des stehenden und umlaufenden Capitals deken müßte. Wo es daher dem
Schilddreher möglich ist, legt er ein Wasserwerk an. Die Zahl der Schilddreher
auf dem badischen Schwarzwalde ist 11, wie die im V. Abschnitt folgenden
statistischen Tabellen nachweisen. Diese liefern zusammen 520,000 Uhrenschilde
im Werthe von 34,666 fl., wozu sie 288 8/10 Tannenstämme verarbeiten.
II. Der Schildmaler.
Die Schildmalerei, seit dem Jahre 1770 eingeführt, bildet einen der bedeutendsten
Erwerbszweige auf dem Gebiete der Uhrenindustrie, und sichert einer Menge von
Familien Beschäftigung und Unterhalt. Die Werkstatt manches Schildmalers gleicht
einer kleinen Fabrik; denn es gibt deren, welche 15 und mehr Arbeiter
beschäftigen. Da die Uhrenschildmalerei ein Gewerbe ist, welches keine
körperliche Anstrengung und einen geringen Capitalaufwand erfordert, so widmen
sich demselben nicht selten ledige Frauenzimmer, bringen es jedoch in der Regel
zu keinem erheblichen Verdienste.
Es ist die Aufgabe des Schildmalers, den Uhrenschild, welchen er vom
Brettermacher bezieht, mit einer blendend weißen Grundfarbe zu überziehen, die
Ziffern darauf zu verzeichnen und den übrigen Raum mit Blumen und allerlei
Zierrathen zu bemalen. Da der bei weitem größte Theil der Uhren in die Hände des
Landvolkes übergeht, welches nächst der Wohlfeilheit ein buntes Gemisch von
grellen, in die Augen stechenden Farben liebt, so darf man auch unter den
Producten der Schildmaler, welche die Schilde zu ordinären Uhren liefern, keine
feine geschmakvolle Arbeit, sondern meistens steife, in schreienden Farben
ausgestattete Phantasiegebilde suchen. Nichtsdestoweniger hat sich aus der Sphäre der
handwerksmäßigen Schildmalerei manches Künstlertalent zu höheren Leistungen
aufgeschwungen. Davon zeugen die wirklich werthvollen Oehlgemälde, mit welchen
man nicht selten die Zimmer der Schildmaler ausgestattet findet. Talentvolle
Maler finden an großen Spieluhrenschilden Gelegenheit, ihre Kunst zu erproben.
Solche Schilde, deren Preis bis auf 150 fl. und darüber steigt, enthalten oft
Gemälde von wahrhaft künstlerischem Werthe. Als die vorzüglichsten Schildmaler
der gegenwärtigen Epoche verdienen folgende genannt zu werden: Adolph Brunner, Zeichnungslehrer an der Gewerbsschule in
Neustadt, bildete sich, vom Staate unterstüzt, auf der Münchener Akademie; die
Zeit, welche ihm sein Lehrberuf übrig läßt, widmet er der Schildmalerei. Seine
Oehlgemälde auf Spieluhrenschilde charakterisieren sich durch Eleganz und
Geschmak in der Darstellung, so wie auch durch eine Kraft und Wahrheit im
Colorit, welche um so mehr Bewunderung verdient, als der junge Künstler in
Ermangelung der nöthigen Hülfsmittel seine Gemälde nach Kupferstichen und
Lithographien, die ihm gerade in die Hände fallen, ja sogar nach plastischen
Arbeiten auszuführen sich genöthigt sieht. So sah unter Anderem der Verfasser
von ihm ein vortreffliches Gemälde, einen Christus in Lebensgröße vorstellend,
wozu eine in Holz geschnizte Figur als Original gedient hatte. Durch sein
Bestreben, in die Form und Malerei der gewöhnlichen Uhrenschilde mehr Geschmak
zu legen, erwirbt er sich den besonderen Dank seiner Landsleute. Wenn Brunner in der Darstellung historischer Gemälde
hervorragt, so verdient Rimbrecht, Zeichnungslehrer
an der Gewerbsschule in Tryberg, dessen Laufbahn mit der Schildmalerei begonnen
hatte, als eine bedeutende Erscheinung im Fache der Genremalerei hier genannt zu
werden. Der Staat, auf ihn aufmerksam gemacht, ließ ihn in Wien zu seinem
künstlerischen Berufe sich ausbilden. Mehrere seiner Leistungen haben auf der
Karlsruher Kunstausstellung ehrenvolle Anerkennung gefunden, und eines seiner
Kunstproducte wurde von dem Großherzog selbst angekauft. Der Verfasser sah den
genialen Entwurf und die einzelnen Studien zu einem Genregemälde, eine
Schwarzwälder Hochzeit vorstellend, welches, für die Kunstausstellung bestimmt,
ohne Zweifel Aufsehen erregt hat. Als die ersten Schildmaler von Profession sind
in gegenwärtiger Epoche Placidus Kreuzer mit seinen
Söhnen Apollo und Romulus
in Furtwangen, und Heine in Neustadt weit und breit
bekannt. Apollo Kreuzer steht zugleich durch sein
ungewöhnliches musikalisches Talent unter seinen Landsleuten in besonderer
Achtung. Seine Compositionen sind von den Verfertigern mechanischer Musikwerke
sehr gesucht, und kein Fremder verläßt Furtwangen, ohne eine selbstcomponirte Symphonie
oder Variation auf dem Pianoforte von ihm vorgetragen gehört zu haben.
Ich gehe nun zu der Darstellung des technischen
Betriebes der Schildmalerei über, wobei ich mich, nächst den eigenen
Beobachtungen, an die gefälligen Mittheilungen des Hrn. Rimbrecht halte. Die Vorarbeiten sind
folgende. Zuerst wird der Schild in Leimwasser getränkt, und dann wiederholt mit
einem Grund aus gepulverter Kreide, mit Leimwasser
angerührt, überzogen, darauf getroknet. Lezteres geschieht entweder ganz
einfach, indem man die Schilde an die Wände anlehnt, oder besser auf eigenen
Trokenstöken, wovon Fig. 9 eine Abbildung
zeigt. Nachdem der Schild getroknet ist, wird der Kreidengrund mit Bimsstein
geschliffen. Nun kommt auf diesen Kreidengrund ein mehrmaliger Ueberzug von Kremserweiß in Terpenthinfirniß aufgelöst, welcher,
sobald er troken ist, abermals mit Bimsstein abgeschliffen wird. Zum Schleifen
bedient sich der Schildmaler des Fig. 10 in der
perspektivischen Ansicht abgebildeten Apparates. Der Haupttheil desselben ist
eine 2' im Durchmesser haltende steinerne horizontale Schwungscheibe A, welche sich mittelst eines Tretschämels a und eines einfachen Zwischenwerks leicht in
Umdrehung sezen läßt. Das Gehäuse B, B, in welchem
sie läuft, hat den Zwek, den Staub des Bimssteines und des Kremserweißes
aufzunehmen. Aus dem Centrum der Scheibe ragt eine kleine Spize hervor, und
rings um diese ist noch eine Anzahl Spizen gruppirt, auf welche der Arbeiter den
Schild so drükt, daß sein Mittelpunkt mit dem Centrum der Scheibe zusammenfällt,
und die grundirte Seite nach Oben sieht. Während er nun die Scheibe in raschen
Umschwung versezt, bearbeitet er die grundirte Fläche mit gepulvertem
Bimsstein.
Jezt erst erfolgt das Bemalen des Schildes. Die vorherrschenden Farben sind:
Chromgelb, Wienerlak, Zinnober, Berggrün oder Grünspan und Kienruß; lezteres für
die Ziffern. Von dem Scharlachroth kostet das Loth 3 fl.; ein Maler braucht
davon jährlich ungefähr 4 Loth. Der Centner Bleiweiß, welches aus Straßburg
bezogen wird, kostet 26 bis 27 fl. Um das Zifferblatt schnell eintheilen zu
können, bedient sich der Schildmaler einer einfachen Pappdekelscheibe, Fig. 11,
mit 12 schmalen, in der Richtung des Halbmessers liegenden, gleichweit von
einander abstehenden Einschnitten. Diese Scheibe legt er so auf den Schild, daß
ihr Mittelpunkt auf denjenigen des Schildes fällt, und markirt sodann, mit einem
Bleistifte durch alle Einschnitte fahrend, die Stellen der Ziffern. Daß sich
eine und dieselbe Scheibe für Uhren jeder beliebigen Größe eignet, versteht sich
von selbst. Das Auftragen der bunten Malerei geschieht mit großer
Geschiklichkeit, frei nach der Phantasie, ohne vorangehenden Entwurf, und mit
fabrikmäßiger Geschwindigkeit in der Art, daß eine und dieselbe Farbe der Reihe
nach auf Hunderte von Schilden angewendet wird, ehe man auf eine zweite Farbe
übergeht. Ist das Zifferblatt vollständig übermalt und getroknet, so wird es mit
einem Firniß, welcher aus Sandrak in Spiritus aufgelöst besteht, überzogen. Um
dem Springen dieses Firnisses vorzubeugen, sezt man dieser Auflösung Balsam
hinzu. Wenn das Zifferblatt wieder troken ist, so wird es auf der oben bereits
beschriebenen Vorrichtung Fig. 10 mit
Kreidestaub oder Trippel fein geschliffen, wobei man
sich eines in Wasser getauchten Filzlappens bedient, und darauf mit einem
Schwamme gereinigt. Nun folgt das „Balliren“ (Poliren) des
Zifferblattes, indem man es mit einem reinen in Leinöhl getauchten
Weißzeuglappen reibt, wodurch jener feine, durch das Schleifen verloren
gegangene Glanz wieder hergestellt wird. Zulezt wird die noch anklebende
Fettigkeit mit feinem, auf das Blatt gestreutem Mehle weggepuzt, womit sich die
Reihe der verschiedenen Bearbeitungsacte, welchen der Uhrenschild in der
Werkstatt des Schildmalers unterliegen muß, schließt. Seit neuerer Zeit werden
statt aller Malerei häufig Kupferstiche und Lithographien auf die weißlakirten
Uhrenschilde übergetragen und nachher angemalt – ein productiveres und
ökonomischeres Verfahren. Ob indessen diese vorteilhafte Veränderung bei dem
Landvolke, welches schreiende und dik aufgetragene Farben liebt, Eingang finden
wird, ist beinahe zu bezweifeln.
Die fertigen Uhrenschilde werden zu halben Duzenden oder auch zu Duzend in Papier
gepakt, so daß jedesmal zwei Schilde Zifferblatt gegen Zifferblatt kehren, mit
Schnüren zugebunden und nicht an den Uhrenmacher, sondern an den Spediteur,
welcher sie den Händlern im Ausland zusendet, oder auch unmittelbar an die
leztern auf Bestellung verkauft. Diese befestigen dann den Schild nicht eher an
das Uhrwerk, als kurz vor dem Verkauf der Uhr. Auffallend ist es, wie der
Geschmak hinsichtlich der Malerei an den Schilden in verschiedenen Ländern
differirt; England z.B. zieht, wie mir Händler versicherten, einfach bemalte,
beinahe ganz weiße Zifferblätter vor, während die nach Frankreich gehenden
Schilde über und über mit bunten Farben bedekt seyn müssen, so daß von dem
weißen Grunde beinahe nichts mehr zu sehen ist.
Nicht unbedeutend ist die Zahl der jährlich gemalten Blechschilde, welche hauptsächlich für den transatlantischen Verkehr
bestimmt sind, indem die hölzernen Schilde aus dem Ocean dadurch leiden, daß sie
Feuchtigkeit anziehen und sich werfen. Dem Hrn. Brunner in Neustadt ist es in neuerer Zeit
gelungen, sehr gute wasserdichte Uhrenschilde aus Pappdekel zu verfertigen, welche dem Preise nach zwischen die
Holz- und Blechschilde zu stehen kommen. Er preßt den Pappdekel, tränkt
ihn mit Oehl und bakt ihn in einem Bakofen; zulezt hobelt er ihn glatt. Diese
Pappdekelschilde eignen sich, da sie wegen der Fettigkeit, womit sie
durchdrungen sind, keine Feuchtigkeit einschluken, vorzüglich für den
überseeischen Transport, und dürften daher mit der Zeit die theureren
Blechschilde verdrängen. Brunner sucht ihnen überdieß
eine von der bisherigen abweichende geschmakvollere Form zu geben, wovon die
Fig.
12 gegebene Abbildung eines seiner Schilde als Probe dienen mag.
Die Preise der gemalten Holzuhrenschilde sind nach sicheren Mittheilungen
folgende:
ein
8 zölliger
Uhrenschild
kostet
– fl. 18 kr.
9 –
–
–
– – 24
–
10 –
–
–
– – 32
–
11 –
–
–
– – 42
–
12 –
–
–
– – 54
–
13 –
–
–
1 – 8
–
14 –
–
–
1 – 24 –
Die Preise der gemalten Spieluhrenschilde bestimmen sich nach dem Werthe des
Gemäldes und der äußeren Ausstattung. Ein vierekiger Schild mit vergoldetem
Rahmen und emaillirtem Zifferblatte kann 100 bis 150 fl. kosten. Für 12 bis
14zöllige Blechschilde, wozu der Aufwand für das Blech 48 bis 50 kr. beträgt,
verlangt der Maler 2 fl. bis 2 fl. 24 kr. Der Preis ordinärer gemalter Blech
schilde von 2 bis 4 Fuß Höhe, und aus zwei oder drei Stüken zusammengesezt,
steigt von 10 fl. bis auf 30 fl.
Die Zahl sämmtlicher in den Amtsbezirken Neustadt und Tryberg beträgt nach
amtlichen Mittheilungen 139, wovon 75 dem Amte Tryberg und 64 dem Amte Neustadt
angehören. Die größte Anzahl Schildmaler sind in Furtwangen, nämlich 30; dann
folgen Schönwald mit 21, Tryberg mit 17 und Röthenbach mit 9 Meistern. Nach der
Angabe des Hrn. Rimbrecht
malt ein fleißiger Arbeiter durchschnittlich in einem Tage 6 Schilde, oder
jährlich 1872 Schilde, was mit den Angaben des Hrn. Pfarrers Görlacher in Furtwangen
übereinstimmt, nach welchem 1 Mann mit einem Zurichter 1600 bis 2000 Stük
gemalte Uhrenschilde in einem Jahre liefern kann. Man darf also die Mittelzahl
1800 oder 1872 als jährliches Product eines Arbeiters annehmen. Wenn nun auf
jeden Meister im Durchschnitt 1 Gesell gerechnet wird – eine Annahme,
welche der Wirklichkeit ohne Zweifel sehr nahe kommt – so beläuft sich
die jährliche Production an gemalten Uhrenschilden nach Rimbrechts Angabe auf 520,416 Stük. Dieses Resultat stimmt mit der
bereits oben unter
dem Artikel „Schilddreher“ berechneten Production genau
überein. Das jährliche Quantum der verfertigten Uhrenschilde übersteigt, wie
unter dem Artikel „Holzuhrenmacher“ nachgewiesen wird, die
Zahl der jährlich producirten Uhren bedeutend – eine Thatsache, welche
sich daraus erklärt, daß sehr häufig alte Uhren mit neuen Schilden versehen
werden. Da die Größe der gesuchteren Sorten zwischen 9 und 12 Zoll liegt, so muß
der mittlere Werth des gemalten Schildes zu 38 kr. festgesezt werden, um den
Totalwerth der jährlichen Production bestimmen zu können. Dieser beträgt demnach
316,920 fl. Ein Malergesell erhält jährlich 100 bis 112 fl. Arbeitslohn nebst
Kost, Logis, Bett, Wäsche und „Schuhschmieren.“ Ein
Zurichter erhält wöchentlich 36 kr. bis 1 fl. nebst Kost, Logis u.s.w. Ihre
Arbeitszeit geht von 5 Uhr Morgens bis 9 Uhr Abends; was sie über diese Zeit
arbeiten, wird ihnen mit 3 bis 4 kr. per Stunde
besonders bezahlt.
Um zu beurtheilen, welches Einkommen dem Schildmaler sein Gewerbe unter sonst
günstigen Verhältnissen sichert, nehme ich an, es beschäftige ein solcher 2
Gesellen fürs Malen und 2 Gehülfen zum Farbenreiben, Grundiren und Schleifen.
Nach den obigen Durchschnittsresultaten liefert er mit seinen 2 Gesellen
jährlich 5400 Schilde im Werth von 3420 fl. Um den reinen Ertrag, welchen er von
dieser Summe bezieht, zu erhalten, müssen die Capitalauslagen für das Material,
Arbeitslöhne, die Zinsen des stehenden und umlaufenden Capitals, und die
Gewerbesteuer abgezogen werden. Die Kosten des Materials zu einem 9 bis
12zölligen Schilde betragen 12 bis 18 kr., oder die Auslagen fürs Stük
durchschnittlich 15 kr., wobei der rohe Schild selbst mit 5 kr. in Anschlag
gebracht ist; mithin die directen Auslagen für 5400 gemalte Schilde 1350 fl. Die
jährliche Summe für Arbeitslöhne beläuft sich auf 295 fl. 12 kr. Für Kost, Logis
und Wäsche darf man täglich 15 kr. auf den Arbeiter rechnen, daher jährlich auf
alle vier 365 fl. An Gewerbesteuer bezahlt der Schildmaler für sich und 2
Gesellen jährlich 3 fl. 21 kr. Das stehende Capital des Schildmalers ist höchst
unbedeutend, es beschränkt sich auf einige einfache Apparate; die Zinsen
desselben sind daher außer Acht zu lassen. Zählt man nun alle hier aufgezählten
Auslagen zusammen, so stellt sich die Sache so:
Material zu 5400 gemalten
Schilden
1350 fl. – kr.
Arbeitslohn fuͤr 2 Gesellen und
2 Gehuͤlfen
295 – 12
–
Kost und Logis fuͤr 4
Arbeiter
365 –
– –
Gewerbesteuer
3
– 21 –
Zinsen des umlaufenden Capit. (2013 fl.
33 kr. zu 5 Proc.)
100 – 40
–
–––––––––––
Summa
2114 fl. 13 kr.
Zieht man diese Summe von dem Werthe der jährlichen Production, nämlich von 3420
fl. ab, so bleibt dem Schildmaler, welcher 2 Gesellen und 2 Gehülfen unausgesezt
beschäftigt, ein reines Einkommen von 1305 fl. 43 kr. Der reine Ertrag eines
Schildmalers steigt mit der Anzahl der Gesellen, welche er beschäftigt. Aus
diesen Untersuchungen, wenn sie auch kein absolut sicheres Resultat liefern,
geht doch so viel hervor, daß ein Schildmaler, welcher fortwährend mehrere
Arbeiter beschäftigen kann, sich sehr gut steht. Mit Recht darf er indessen auf
einen mehr als gewöhnlichen Unternehmergewinn Anspruch machen, da sein Gewerbe
in die Reihe der ungesunden gehört, so wie auch den Gesellen mit vollem Rechte
ein höherer Arbeitslohn zusteht. Der Schildmaler arbeitet Jahr aus Jahr ein in
einer mit Terpenthindünsten und Farbetheilen geschwängerten Atmosphäre. Am
schädlichsten wirkt das Arbeiten mit Bleiweiß auf den
körperlichen Zustand; Bleikolik und Auszehrung findet man häufig im Gefolge
dieser Beschäftigung. Um diesem Uebel wenigstens nach Kräften vorzubeugen,
sollte ernstlich darauf gesehen werden, daß das Anreiben und Auftragen des
Kremserweißes, so wie auch das Schleifen des Farbengrundes in einem
abgesonderten Raume geschieht, und nicht, wie dieses allzuhäufig vorkommt, in
demselben Zimmer, worin die Maler beschäftigt sind, damit nicht auch diese dem
Einflusse des giftigen Stoffes ausgesezt sind. Auf eine zwekmäßige Ventilation
des Locales sollte außerdem besonderes Augenmerk gerichtet werden.
III. Der Uhrengloken- und
Uhrenrädergießer.
Die ersten Gloken zu den Schlaguhren wurden, wie ich in der geschichtlichen
Einleitung bemerkte, im Jahre 1760 verfertigt; kurz darauf entstand die erste
Gießhütte, und in den 90ger Jahren waren bereits 10 derselben, wenn auch mit
noch unvollkommenen Einrichtungen, im Betriebe. Die später hinzugekommenen
Verbesserungen im Gießen hatten die allgemeinere Einführung metallener
Uhrenräder zur Folge. Man findet jezt nur noch selten hölzerne Räder in den
Uhren.
Die Anzahl sämmtlicher in den betreffenden Amtsbezirken im Gange befindlichen
Gießhütten beträgt gegenwärtig im Amte Tryberg 12 und im Amte Neustadt 7,
zusammen 19 in 9 Ortschaften vertheilt.
Furtwangen
besizt
4 Gießhuͤtten
Guͤtenbach
–
2 –
Neukirch
–
3 –
Neustadt
–
2 –
Roͤthenbach
–
1 –
Schaͤnwald
–
1 –
Tryberg
–
2 –
Vierthaͤler
–
3 –
Voͤhrenbach
–
1 –
–––––––––––
19 Gießhuͤtten.
Die Composition für Gloken besteht aus 3 Theilen
Kupfer und 1 Theil englisches Zinn, für Räder aus 1
Th. Kupfer und 1 Th. Zink. Einige Gießer erhöhen die Güte des Fabricats durch
einen Zusaz von mehr Kupfer. Da bei starker Hize das Zink sich zum Theil
verflüchtigt, so nimmt der Gießer in Berüksichtigung dieses Umstandes immer
etwas mehr Zink zum Kupfer.
Der
Centner
Kupfer
kostet
60 fl.
–
–
Zink
–
15 –
–
–
Zinn
–
60 –
Das Kupfer wird aus Ungarn, Rußland und Schweden bezogen, das Zink aus Preußen
und das Zinn aus England. Drei Mann verarbeiten nach zuverlässigen Angaben
jährlich 100 Cntr. zu Gloken, Rädern und Zeigern. Rechnet man auf jede Gießhütte
mit dem Meister 3 Mann, was nach meinen Beobachtungen im Durchschnitte wirklich
der Fall ist, so beträgt die jährliche Production an Gloken, Rädern u.s.w. auf
dem ganzen Uhrendistrikt 1900 Cntr.
Ich besuchte zwei Gießhütten, die des Joachim Wehrle
in Furtwangen, deren zwekmäßige Einrichtung dem Besizer zur besonderen Ehre
gereicht, und die des Vincenz Siedle in Tryberg. In
der ersteren beobachtete ich den Guß von Gloken und Rädern näher. Je nach
eingelaufenen Bestellungen von Seiten der Uhrenmacher werden Gloken oder Räder
„geschüttet“, und zwar viermal täglich. Die Formen oder
Flaschen, Fig.
16, worin Gloken und Räder gegossen werden, sind oval, 1 1/2 Fuß lang,
und 8 Zoll breit. Für die Gloken werden zwei Formhälften genommen, und je 4 oder
mehrere Formen zwischen einen hölzernen Rahmen geschraubt, wie die obere Ansicht
Fig.
17 zeigt; a, a, a sind die Flaschenhälse,
in welche gegossen wird, sonst bedarf die Figur keiner näheren Erklärung.
Zwischen je zwei Formhälften kommen 7 Gloken, deren Anordnung im Formsande Fig. 18
darstellt. Wehrle gießt die Gloken jedesmal in 24
Formen zwischen 6 Rahmen, mithin liefert er auf jeden Guß 168 Gloken. Die
Flaschen für den Räderguß sind flacher, als die für den Glokenguß, auch braucht
Wehrle für dieselben keine zwei Formhälften. Allemal 10 Formen
werden in der Art, wie Fig. 19 zeigt, auf
einander gelegt; zwischen jede Form kommen 12 Räder. Bei jedem Guß füllt Wehrle 50 solcher Formen, mithin kann er 600 Räder
auf einmal oder 2400 in einem Tage gießen. Räder, Gloken, Zeiger u.s.w. werden
nach dem Pfunde verkauft; der Preis eines Pfundes Räder wechselt zwischen 54 kr.
und 1 fl. 3 kr. Das Formen geschieht auf folgende Art. Der Arbeiter nimmt eine
mit Formsand gefüllte und getroknete Flasche, sezt sie auf den Formtisch und
legt die messingenen Räderformen darauf; nun dekt er eine zweite Flasche
darüber, und füllt sie mit Sand aus; diesen preßt er in die Form, indem er eine
Kanonenkugel darüber hin- und herrollt; das Ganze ebnet er sodann mit
einem Streicheisen. Wird nun der obere Rahmen abgehoben, so haben alle Räder
sich vollkommen vertieft darin abgedrükt. Auf analoge Weise verfährt der
Arbeiter mit der dritten, vierten u.s.w. Flasche. Bevor sie indessen zwischen
jenen hölzernen Rahmen Fig. 17 geschraubt
werden, kommen sie in den Troknenofen. Ein eigenes mit Rädern versehenes Gestell
nimmt sie zu diesem Zwek auf. Fig. 20
A zeigt dieses Gestell mit einer Anzahl zu
troknender Flaschen in der Seitenansicht, und B im
Durchschnitte nach der Linie x, y: a, a sind die in
zwei Reihen zwischen dünnen eisernen Geländern angeordneten und durch eiserne
Querstäbe von einander getrennten Flaschen. Der Troknenraum befindet sich
unmittelbar über dem Schmelzofen und wird von der Flamme des lezteren bespült.
Mit Hülfe eines kleinen Krahns wird der mit Flaschen beladene Wagen
emporgewunden und auf einer Eisenbahn in den Trokenraum geschoben. In 3 Stunden
sind die Formen troken. Das Schmelzen selbst geschieht in Passauer Tiegeln,
wovon das Stük, welches höchstens 12 Güsse aushält, 35 kr. kostet. Man feuert
mit Holzkohlen, untermischt mit Tannenzapfen. Der Gießer benüzt auch den in den
Werkstätten der Uhrmacher abgehenden Messingfeilstaub, aus welchem er mit Hülfe
eines Magnetes vorsichtig alle Eisentheilchen absondert.
Nimmt man, wie oben, die Gesammtproduction an Gloken und Rädern zu 1900 Cntr. an,
und den Durchschnittspreis eines Pfundes zu 1 fl., so beläuft sich der jährliche
Werth dieser aus den Gießhütten des betreffenden Industriebezirkes
hervorgehenden Erzeugnisse auf 190,000 fl. Der Preis des Materials zu Rädern
kommt auf 38 fl. per Centner, zu Gloken auf 60 fl.
per Centner. Der mittlere Preis des Materials zu
Gloken und Rädern kann demnach unter der Voraussezung, daß von beiden Waaren dem
Gewichte nach gleich viel gegossen wird, zu 49 fl. per Centner angenommen werden. Diese Berechnung auf die
Gesammtproduction von 1900 Cntr. ausgedehnt, betrügen die Kosten des
Materials 93,100 fl. Zieht man diese Summe von jenem Werthe der ganzen
Fabrication ab, so bleiben noch 96,900 fl. als Ertrag übrig, welcher sich auf 19
Gießereien vertheilt, so daß auf jede derselben jährlich 5100 fl. kommen. Davon
sind aber noch die sehr bedeutenden Erzeugungskosten, nämlich die Auslagen für
Brennmaterial, Tiegel, Arbeitslöhne, Reparaturen u.s.w. zu bestreiten und die
Zinsen des Betriebscapitales abzuziehen, um den reinen Ertrag zu erhalten.
IV. Der Tonfedernmacher.
Die Fabrication der spiralförmigen stählernen Tonfedern, welche die Stelle der Gloken sehr vortheilhaft vertreten,
ist ein auf dem Schwarzwalde ganz neu etablirter Gewerbszweig. Er wird nur von
wenigen Individuen fabrikmäßig betrieben. Die besten Federn soll Kuenz aus Friesenheim bei Lahr, welcher sein Gewerbe
in Wien erlernte, verfertigen; er hatte im Sinn, auf dem Schwarzwalde sich zu
etabliren. Nach ihm ist Bernh. Schwer in Tryberg zu
nennen. Das Material zu den Federn ist Gußstahl.
Schwer bezieht ihn aus Schaffhausen in kleinen prismatischen Stangen,
das Pfund für 30 kr. Das Pfund englischen Stahldrahtes, welcher keine so gute
Waare liefern soll, kommt auf 1 fl. 48 kr. Die prismatischen Stahlstangen werden
auf der Ziehbank zu Draht gezogen. Diesem wird sofort zuerst durch Wikeln auf
eine Scheibe Rundung gegeben, darauf wird er aus freier Hand mit einer
breitmäuligen Zange ziemlich mühsam in die übliche Spiralform gebogen. Zur
Erleichterung dieser Arbeit besizt das Maul der Zange eine krumme Rinne, in
welcher der Draht in seine eigenthümliche Krümmung gepreßt wird. Schwer verfertigt mit 4 Arbeitern 12,000 bis 14,000
Stük in einem Jahre, das Stük zu 15 bis 18 kr. Vor 10 Jahren wurde die
Stahlfeder noch mit 48 kr. bezahlt.
V. Der Kettenmacher.
Die Einführung messingener und eiserner Ketten in der einfachen, Fig. 21 dargestellten
Form als Träger der Gewichte anstatt der Schnüre, hat in neuerer Zeit viel
Beifall gefunden. In Folge der starken Nachfrage nach diesem Artikel wird die
Fabrication desselben auf dem Schwarzwalde bereits von 5 Individuen
ausschließlich betrieben, und viele beschäftigen sich mit Kettenmachen als einer
ziemlich einträglichen Nebenerwerbsquelle. Die Verfertigungsart der
Messing- oder Eisenketten ist einfach und leicht. Der Draht wird um ein
ovales, auf einer Drehbank in schnelle Umdrehung geseztes Metallstük so
gewunden, daß die Windungen eng hei einander liegen. Indem der Arbeiter nun die
einzelnen Windungen mittelst einer Schere von einander trennt, erhält er lauter
ovale Glieder. Diese werden in einander gestekt und so zurecht geklopft, daß
ihre Enden sich berühren. Zu demselben Zweke bedienen sich auch einige einer
Zange, in deren Maul die Form der ovalen Glieder vertieft gearbeitet ist. Die
noch nicht gehörig schließende Kette hat Glied vor Glied diese Zange zu
passiren, in welcher sofort die Ovale zugepreßt werden. Der Kettenfabrikant
verfertigt zugleich auch Kettenräder. Diese bestehen
aus einer messingenen oder hölzernen Scheibe, auf deren Umfang eine Anzahl
Stifte in gleichen Abständen befestigt ist, in welche die Kettenglieder, um
nicht auszugleiten, greifen. Der Kettenmacher liefert dem Uhrenmacher die Ketten
und Kettenräder zu nachstehenden Preisen:
2 Stuͤk eiserne
12 kr.
2 Stuͤk messingene
30 –
Messingene Kettenraͤder das
Paar
18 –
Hoͤlzerne
1 –
Ein Arbeiter verfertigt täglich 8 bis 10 Paar Ketten, das Paar zu 16',
deßgleichen 15 Paar messingene Räder, oder 100 Stük hölzerne. Für den Centner
Messingdraht bezahlt der Kettenmacher 80 fl.
Augustin Kienzler, Werkzeugmacher in Tryberg, ein
junger äußerst talentvoller Mann, erfand und führte im Laufe des verflossenen
Jahres eine Maschine zur Verfertigung der Ketten aus, deren merkwürdiger
Mechanismus von dem ungewöhnlichen Scharfsinne des Erfinders spricht. Ich
überzeugte mich selbst von den in hohem Grade überraschenden Wirkungen dieser
Maschine, welche, den Raum von ungefähr 2 Quadratfuß einnehmend, mittelst eines
Tretschemels mit größter Leichtigkeit in Bewegung gesezt wird. Auf der einen
Seite gelangt der rohe Draht in die Maschine, und auf der andern Seite kommt die
Kette, in ihren Gliedern vollkommen zusammenhängend, also ganz fertig, zum
Vorschein. Das Modell zu dieser Maschine befindet sich in der technologischen
Modellsammlung zu Tübingen. Felix Faller von
Spitzenwald soll eine Maschine zur Verfertigung von Uhrengewichtketten Vaukanson'scher Art erfunden haben.
VI. Der
Uhrengestellmacher.
Der Gestellmacher liefert dem Uhrenmacher die Gestelle aus Buchenholz. Diese sind
der Größe und dem Preis nach verschieden, je nachdem sie zu 12stündigen oder
24stündigen u.s.w. Uhren gehören. Ein Gestellmacher verarbeitet in einem Jahre
ungefähr 4 Buchen à 20 fl. Ein Stamm wird zu
20 bis 26 Schuh gerechnet, der Schuh zu 1 fl., wenn die Buche über dem Stok 3
Schuh mißt. Die Gestellmacherei bietet nichts technisch Hervorzuhebendes dar; denn die
Arbeiten dieses Fabriczweiges sind von denjenigen eines gewöhnlichen Tischlers
wesentlich nicht verschieden. Die Preise der Gestelle sind:
Kleine 12stuͤndige
Uhrengestelle
5 kr.
Vierundzwanzigstuͤndige
uͤbersezte
7 –
24stuͤndige uͤbersezte
mit neben einander liegendenLaͤufen
12 –
Ekige uͤbersezte
Viertelgestelle
15 –
Breite uͤbersezte
Viertelgestelle
20 –
Achttaguhrengestell
17 –
Achttaguhren-Viertelgestell
30 –
Zur Verständigung einiger Ausdrüke bemerke ich, daß unter Mündigem, 24stündigem
Uhrengestell das Gestell zu einer 12 und 24 Stunden lang gehenden Uhr zu
verstehen ist; eben so ist ein überseztes Gestell das Gestell zu einer
übersezten Uhr, d.h. zu einer Uhr, welche wenigstens 24 Stunden lang in einem Aufzuge geht; ein Viertelgestell ist das
Gestell zu einer Uhr, welche Viertelstunden schlägt. Unter Läufen versteht der
Schwarzwälder die beiden im Gestelle befindlichen Abtheilungen fürs Geh-
und Schlagwerk, welche bei einigen Uhren, den „ekigen“
hinter einander, bei anderen, den „breiten“ neben einander
liegen.
Die Zahl sämmtlicher in den beiden industriösen Amtsbezirken etablirten
Gestellmacher beträgt im Amte Tryberg 50 und im Amte Neustadt 19, im Ganzen 69,
welche in 17 Ortschaften vertheilt sind und jährlich 550 Buchenstämme im Werthe
von 11,000 fl. zu Uhrengestellen verarbeiten. Ein Gestellmacher verfertigt nach
Hrn. Görlachers gefälligen
Mittheilungen mit 2 Gesellen in einer Woche 19 bis 20 Duzend Gestelle
verschiedener Sorte, also wochentlich wenigstens 228 oder jährlich 11,856 Stük.
Da die jährliche Production an fertigen Uhren, wie im V. Abschnitt nachgewiesen
wird, im mittleren aus mehreren Berechnungen gezogenen Durchschnitte 503,094
Stük beträgt, so ist auch anzunehmen, daß die Production an Gestellen diese Zahl
nicht überschreiten werde, so daß also auf jeden Gestellmacher im Durchschnitt
7291 Gestelle kommen. Sezt man den mittleren Preis des Gestelles zu 9 kr. fest,
so beläuft sich der jährliche Werth der ganzen Fabrication an Uhrengestellen auf
75,464 fl. Indem wir nun das jährliche Einkommen eines Gestellmachers, welcher 2
Gesellen beschäftigt, berechnen, nehmen wir an, sein Geschäft erleide das Jahr
über keine Unterbrechung. Wie oben schon bemerkt wurde, liefert er unter diesen
Umständen jährlich 11,856 Stük im Werth von 1778 fl. Von dieser Summe, welche er
aus den Händen des Uhrmachers erhält, bleibt ihm der unten berechnete Gewinn übrig. Das
erforderliche stehende Capital ist gering; eine Hobelbank, Drehbank sammt
Werkzeugen sind mit 200 fl. angeschafft; der Verbrauch an Buchenholz beträgt,
wenn der Gestellmacher sich 2 Gesellen hält, jährlich 12 Stämme à 20 fl. Ein Gesell erhält 1 fl. 12 kr.
Wochenlohn mit Kost, Logis und Wäsche. Ein Lehrjunge bezahlt für 1 Jahr Lehrzeit
der Meisterin 2 fl. 42 kr. und 1 fl. der Magd, im zweiten Jahr bekommt er 33 bis
40 fl. Lohn nebst Kost, Logis u.s.w.
Unter den vorliegenden Verhältnissen läßt sich nun der reine Ertrag, welchen ein
Gestellmacher aus seinem Gewerbe schöpfen kann, folgendermaßen berechnen:
Werth der Production
1728 fl.
– kr.
–––––––––––
12 Buchenstaͤmme
240 fl.
– kr.
Arbeitslohn fuͤr 2
Gesellen
124 –
48 –
Kost, Logis u.s.w. der leztern
182 –
30 –
Zinsen des stehenden und
umlaufendenCapitals zu 5 Proc.
37
–
21 –
Abnuzung der Instrumente zu 10
Proc.
20 –
– –
Gewerbesteuer
2
–
41 –
–––––––––––
Summa der Ausgaben
607 fl.
21 kr.
–
–
– von 1728 fl.
abgezogen
1120 –
39 – als Reinertrag.
VII. Der
Uhrenräderdreher.
Einen weiteren Beweis, wie der Schwarzwälder Gewerbtreibende seinen
Speculationsgeist in einer ausgedehnten Arbeitstheilung offenbart, liefert der
Uhrenräderdreher. Dieser arbeitet für den Uhrmacher auf Bestellung; sein
Geschäft ist, die rohen Uhrenräder und Gloken, welche er unmittelbar aus der
Gießhütte bezieht, nach dem vom Uhrenmacher gegebenen Maaße rund und glatt zu
drehen, wozu er sich einer gewöhnlichen Drehbank bedient. Erst der Uhrenmacher
schneidet die Zähne in die Räder ein. Dieser höchst einfache Manufacturzweig
beschäftigt, dem Auszuge aus den Gewerbsteuerkatastern gemäß, 33 Familien, wovon
31 dem Amte Tryberg und 2 dem Amte Neustadt angehören. Da sich über die
Uhrenräderdreher nichts Erhebliches weiter sagen läßt, so gehen wir auf die
Hauptabtheilung der Schwarzwälder Uhrenindustrie über, nämlich auf die
eigentliche Holzuhrenmacherei.
VIII. Der
Holzuhrenmacher.
Alle jene Producte, welche aus den Händen der im Vorhergehenden genannten
Manufacturisten kommen, sind unter die Classe der Vor- und Nebenarbeiten
zu stellen. Sie gehen in die Hände des Uhrmachers über, welcher ihnen die
Vollendung gibt, sie zusammensezt und ajustirt. Er ist es, durch welchen die Uhr
eigentlich erst ihre Seele erhält.
Die Werkstube des Uhrmachers ist durchaus reinlich und hell; eine Reihe ohne
Zwischenräume an einander liegender Fenster mit hellen Scheiben, die sorgfältig
gepuzt werden, verbreitet in dieser Stätte des unermüdlichsten Fleißes jenes
freundliche Tageslicht, welches bei Anwendung feiner Werkzeuge unerläßliche
Bedingung ist. An sauberen, mit erhabenen Randleisten versehenen Tischen
arbeiten die Gesellen mit ihrem Meister, jeder eine weiße Schürze vorgebunden,
und zur Abhaltung fremden Lichtes eine Kappe oder einen grünen Schirm auf dem
Kopf. Reihenweise liegen die Uhrengestelle neben einander geordnet auf den
Werktischen, vor jedem ein Häufchen Räder. Den ganzen Tag über wird zwischen den
Gesellen, so lange sie an ihrer Arbeit sizen, kein Wort gewechselt; streng hält
der Meister darauf, daß jeder mit ganzer Seele bei seiner Arbeit sey.
Nur durch seinen und seiner Gesellen unausgesezten Fleiß ist der Uhrenmacher im
Stande, bei der großen Concurrenz und dem geringen Preis des Fabricats sich auf
der Stufe eines mäßigen Wohlstandes zu erhalten. Ich hörte häufig die Bemerkung,
die Uhrenmacher im Amte Tryberg seyen im Allgemeinen fleißiger, als die im Amte
Neustadt; bis der Neustädter an die Arbeit kommt, habe der Tryberger bereits
eine Uhr gemacht; vermuthlich wenden die Neustädter dasselbe Sprüchwort auf die
Tryberger an. Dieses deutet immer auf eine industrielle Rivalität zwischen
beiden Amtsbezirken, welche dem Gewerbe eben nicht nachtheilig seyn kann.
Die normale Arbeitszeit des Uhrmachers ist, wie früher bereits erwähnt wurde, von
Morgens 5 Uhr bis Abends 9 Uhr; sie wird übrigens nach Umständen von Morgens 4
Uhr bis Abends 10 Uhr verlängert, wofür dann den Gesellen eine entsprechende
Entschädigung zukommt. Die Essenszeit ist um 11 und 7 Uhr.
Was das Alter betrifft, in welchem der Uhrmacher seine Laufbahn beginnt, so
verhält es sich damit im Allgemeinen wie mit jeder andern Profession. Hat der
Knabe, der die Uhrmacherei erlernen will, einen Uhrmacher zum Vater, so lernt er
das Handwerk gleichsam spielend vom 9ten, 10ten oder 11ten Jahre an neben dem
Besuch der Schule. hiebei wird nun zwar die Bildung der betreffenden Kinder
wenig gefördert, allein ein technischer Geist, ein industrielles Streben
bemächtigt sich unwillkürlich des Knaben. Er gelangt autodidaktisch zur Kenntniß
der Geseze der Mechanik und lernt sie anwenden, seine Lust an mechanischen
Constructionen steigert sich mit jedem Rädchen, mit jedem Hebel, den er zu
Stande gebracht hat; das Bild des Fleißes, welches er in der Werkstätte seines
Vaters beständig vor Augen hat, läßt in ihm den Gedanken des Müßigganges nicht
aufkommen; so wird er von zarter Kindheit an auf seine Bestimmung vorbereitet. Hat
der Knabe nach zurükgelegtem 14ten Jahre die Werktagsschule verlassen, so wird
er durch das Gewerbe ganz in Anspruch genommen, und ist oft nach einem Jahre
schon oder gar nach einem halben Jahre Gesell. Der, welcher länger als Lehrjunge
oder als Gesell arbeitet, steht seinen jüngeren Cameraden vor und verrichtet die
schwereren Arbeiten bis zum gänzlichen Einrichten oder Einstellen einer Uhr aus
allen ihren Bestandtheilen.
Der Uhrenmacher arbeitet beinahe durchgängig auf Bestellung für den Uhrenhändler
und wird von diesem oder dem Spediteur, welcher die Verbindung zwischen beiden
vermittelt, nach dem Duzend bezahlt. In welchem Verhältniß diese beiden Partien
zu einander stehen, bringt die Natur der Sache mit sich; die Händler suchen die
Preise der Uhren so weit als möglich herabzudrüken, während die Fabricanten sich
bemühen, die Preise auf dem höchst möglichen Niveau zu erhalten. Leider gibt es
manche Uhrmacher, welche zu geringeren Preisen schlechte Waare liefern, an
schlechten Händlern Käufer finden, und so zur Schmälerung des Credits der
Fabrication beitragen. Doch ein guter und verständiger Uhrmacher hält seine
Preise so hoch und so lange als er kann, indem er wohl weiß, daß solide
Speditoren und Händler nach seinen Fabricaten lieber greifen, als nach
wohlfeiler und schlechter Waare. Die Paker oder Speditoren, welche für die
Händler im Ausland die Uhren aufkaufen, sind in der Regel reiche Wirthe, und
treiben noch nebenher einen Handel mit allen möglichen Waaren, Materialien und
Viktualien, die sie den Uhrmachern anstatt der baaren Bezahlung anbieten und
nicht selten aufdringen, und so noch im Bezahlen ihren Profit machen. Der
Uhrenmacher selbst wird äußerst selten reich.
Die Gesammtzahl der in beiden Amtsbezirken selbstständig beschäftigten Uhrmacher
beläuft sich auf 694; davon sind 429 im Amte Tryberg in 11 Ortschaften und 265
im Amte Neustadt in 26 Ortschaften etablirt, woraus hervorgeht, daß Tryberg über
die Hälfte mehr an Uhren producirt, als Neustadt. Im Bezirk Tryberg kommt auf 27
6/10, im Bezirk Neustadt auf 57 6/10 Einwohner ein Uhrmachermeister. Die Orte,
in welchen die in Rede stehende gewerbliche Branche am stärksten betrieben wird,
sind in der nach der Zahl der beschäftigten Meister genommenen Reihenfolge:
Furtwangen
mit
120 Uhrmachermeistern
Neukirch
–
73 –
Gütenbach
–
77 –
Schönwald
–
64 –
Neustadt
–
56 –
Eisenbach
–
31 –
Nusbach
–
28 –
Schonach
mit
24 Uhrmachermeistern
Tryberg
–
22 –
Rohrbach
–
18 –
etc.
etc. etc.
Mustert man die Producte der Uhrmacher etwas näher, so wird man durch die
Mannichfaltigkeit und Abwechslung in Größe, Form und Mechanik, wonach dann auch
die Preise sich stufenweise gestalten, überrascht. Einen Ueberblik über die
verschiedenen Uhrengattungen erhält man durch folgende Eintheilung. Alle Uhren
sind entweder
A) Gehuhren, d.h. Uhren ohne Schlagwerk, oder
B) Schlaguhren, d.h. Uhren mit Schlagwerk. Diese
sind
a) Stundenuhren,
b) Halbstundenuhren,
c) Vierteluhren,
Schlag- und Gehuhren werden eingetheilt, wie
folgt:
I) Große mit lakirtem Zifferblatt;
a) 12stündige,
b) 24stündige,
c) 8 Taguhren,
d) Figurenuhren,
e) ordinäre Spieluhren.
II) Kleine mit Emaillezifferblatt;
a) 24stündige,
b) 8 Taguhren.
Die kleinen Uhren wurden vor 30 Jahren zuerst von einem Schwarzwälder Namens
Jakob Jakob gemacht; jedoch erst durch Scherzinger kamen sie immer mehr in Aufnahme. Eine
Menge Meister fingen nun auf einmal an, sich ausschließlich mit Verfertigung
kleiner Uhren zu beschäftigen, und in Folge der dadurch entstandenen Concurrenz
sank der Preis derselben innerhalb der lezten Jahre um 1 fl. 12 kr. Als Denkmal
für den ersten Verfertiger wird diese Uhrengattung noch häufig unter dem Namen
„Zweimal Jokele“ bestellt und versendet.
Hinsichtlich des Betriebes der Fabrication ist die irrige Ansicht ziemlich
verbreitet, der Schwarzwälder Uhrenmacher entbehre zum größten Theil jener
technischen Hülfsmittel, welche die Fortschritte anderer mechanischer
Industriezweige bezeichnen und ihre großartigen Resultate hervorrufen; eine
Schwarzwälder Uhr sey das baufällige Surrogat einer guten Uhr und das
unvollkommene Product mühsamer Handarbeit. Nur topographisch von der Welt
abgeschlossen, sezte den Uhrmacher der ausgedehnte Verkehr mit den industriösesten Nationen in den
Stand, alle jene Wohlthaten der im Gebiete des Maschinenwesens hervorgerufenen
Erfindungen und Vervollkommnungen sich zuzueignen und für seine Zweke
anzuwenden. Hat ihn sein praktischer Blik von der vortheilhaften Anwendbarkeit
einer Erfindung überzeugt, so scheut er auch die Kosten nicht, den betreffenden
Apparat in seiner Werkstatt einzuführen. Hiezu kommt noch dasjenige, was sein
eigener in der Ausübung seines mechanischen Gewerbes und durch die Aussicht auf
Verbesserung seiner bürgerlichen Existenz angeregter Erfindungsgeist zu Tage
fördert. Das hauptsächlich gibt einem thätigen Manufacturisten dem Händler
gegenüber, für den er arbeitet, und dessen Bestreben dahin geht, die Preise so
weit als möglich herabzudrüken, einiges Gegengewicht, daß er in der
Vervollkommnung und Erfindung von Maschinen und in der Auffindung technischer
Kunstgriffe ein Mittel besizt, die Arbeit sich zu erleichtern und die Production
zu vermehren, ohne deßhalb die Preise sogleich erniedrigen zu müssen. Die
Aussicht auf eine möglichst unabhängige Existenz ist für ihn ein fortwährender
Sporn, in der Vervollkommnung seines Gewerbes fortzuschreiten. So kommt es, daß
der Schwarzwälder Uhrenmacher nicht nur nicht hülflos und arm, sondern vielmehr
reich an technischen Mitteln aller Art ist. Man trifft in seiner Werkstätte
Instrumente und Maschinen, deren sich der Verfertiger feiner mathematischer
Apparate nicht schämen würde. Wenn nun in neuerer Zeit sogar eigene Werkstätten
zur Verfertigung aller in die Uhrenmanufactur einschlagenden Maschinen und
Werkzeuge, einzig für den Umkreis dieser Industrie bestimmt, in das Leben
getreten sind, wie z.B. die Maschinenfabrik des Joh. Pfaff in Neustadt, so ist dieses als ein weiteres erfreuliches Zeichen
anzusehen, in welchem Grade der technische Betrieb dieses Fabrikzweiges sich
gehoben haben muß.
Ich will es nun versuchen, den Leser in folgender Beschreibung mit den
wichtigsten und neuesten in der Schwarzwälder Uhrmachern angewendeten
Instrumenten, Maschinen und Werkzeugen bekannt zu machen. Die betreffenden
Notizen sind alle von mir selbst an Ort und Stelle aufs genaueste erhoben.
1. Das
Räderschneidzeug.
In keiner Uhrmacherwerkstatt fehlt das Räderschneidzeug oder der Zahnstuhl, wie es dort genannt wird.
Dieser Apparat dient dazu, eine beliebige Anzahl von Zähnen mit großer
Geschwindigkeit in vollkommen gleichen Distanzen auf einem Rade
einzuschneiden.
Fig.
22 zeigt die Abbildung eines gut eingerichteten Schwarzwälder
Räderschneidzeugs in der vorderen Ansicht, Fig. 23 im
Grundrisse. Ich seze die wesentliche Einrichtung und das Princip dieser
Maschine als bekannt voraus; die vorliegende unterscheidet sich von dem
gewöhnlichen Schneidzeug der Uhrmacher und Mechaniker nur durch ihre größere
Einfachheit. Die Theilscheibe a, a, Fig.
22, läuft zwischen einem soliden eisernen Gestelle, welches um die
Spizen b und c
drehbar vor- und zurük bewegt werden kann. Das Brett A, worauf die ganze Vorrichtung ruht, kann
selbst nach Erforderniß höher oder tiefer geschraubt werden. d, e ist eine cylindrische Stange, deren
Achsenverlängerung genau mit der Achse f, g der
Theilscheibe coincidirt, so daß das zwischen die Punkte g und d gespannte
einzuschneidende Rad vollkommen rund laufen muß. Die Stange d, e wird durch Umdrehung der Schraube h, h, welche auf die mit der ersteren in fester
Verbindung stehende Schraubenmutter i wirkt,
senkrecht auf- oder niederbewegt; die Schraube k dient zum Feststellen dieser Vorrichtung. l, l, Fig. 22 und 23,
ist die Stange, woran sich der zur Fixirung der Theilscheibe bestimmte Stift
m befindet; sie läßt sich sowohl vor-
und zurük, als auch auf- und nieder bewegen und in jeder ihrer Lagen
feststellen. Um sie höher richten zu können, ist sie an einer starken Hülse
angebracht, welche sich am Gestelle senkrecht auf- und niederschieben
und durch die Schraube v befestigen läßt. Das
Vor- und Zurükschieben der genannten Stange wird durch die
Stellschraube n bewerkstelligt; die Schraube o dient zum Feststellen. Das auf die Achse der
Theilscheibe gerichtete feilenartig zugehauene stählerne Schneiderad p, p, Fig. 23, ist an
eine Achse befestigt, welche zwischen den Spizen q,
q in einer Drehbank B, B sich in
schnelle Umdrehung versezen läßt. Während sich das Rad p, p nach einerlei Richtung dreht, wird die
Theilscheibe, auf deren Achse das einzuschneidende Rad sizt, von dem
Arbeiter vor- und zurük bewegt und bei jedem Zuge zugleich um einen
verhältnißmäßigen Bogen gedreht, damit das Schneidrad an den entsprechenden
Stellen des zu verzahnenden Rades angreifen könne. Die Tiefe des Schnittes
wird durch die verschiebbare Stange r, r
regulirt, welche, je nachdem man die Schraube s,
s rechts oder links dreht, sich vor- oder rükwärts schiebt.
Dadurch, daß das Gestell bei jedem Druke gegen die Stange r, r stößt, ist der Tiefe des Schnittes eine
Gränze gesezt. Von der Rolle A geht ein endloser
Riemen nach der Schwungscheibe hinab, welche mittelst eines Tretschämels in
Bewegung gesezt wird. Der Durchmesser der Theilscheibe beträgt 1', derjenige
des Schneiderädchens 4''. Ein gutes Räderschneidzeug mit besonderem
Drehstuhl kommt ungefähr auf 100 fl.
2. Die
Zahnwälzmaschine.
Die Beschreibung dieser Maschine, welche zum Zufeilen der Räderzähne dient,
ist bereits im polytechn. Journal Bd.
LXXIII. S. 252 mitgetheilt worden.
3. Der
Spindlenbohrer.
Die Getriebe im Innern einer Schwarzwälder Uhr bestehen aus 2 kleinen
parallelen Holzscheibchen, zwischen welchen runde Triebstöke aus Stahldraht
parallel eingesezt sind. Soll die Uhr gleichförmig und mit geringer Reibung
gehen, so müssen diese Triebstöke parallel zu einander und in vollkommen
gleichen Distanzen eingesezt werden. Aus freier Hand wäre dieser Zwek mit
genügender Genauigkeit nur höchst mühsam zu erreichen. Der Uhrenmacher
bedient sich deßwegen des ihm unentbehrlich gewordenen Spindlenbohrers,
eines feinen Instrumentes, mit welchem die zur Aufnahme der Triebstöke
bestimmten Löcher mit mathematischer Genauigkeit und geringem Zeitverlust an
die bestimmte Stelle gebohrt werden. Fig. 26 zeigt die
Seitenansicht des Spindlenbohrers auf die Hälfte der natürlichen Größe
reducirt. Die Haupttheile desselben sind die 2 Zoll im Durchmesser haltende
verticale Theilscheibe a, a und der horizontale
in eine feine Stahlspize sich endigende Bohrer b,
c. Erstere ist auf ihrer Peripherie mit eben so vielen gleichweit
von einander abstehenden Einschnitten versehen, als die Anzahl der zu
verfertigenden Triebstöke beträgt. In diese Einschnitte greift ein sich
federnder Haken e, e und gewährt dadurch der
Scheibe von Bogen zu Bogen einen festen Haltpunkt. An die Achse der
Theilscheibe wird das Rad d, d befestigt, in
dessen Welle eine Anzahl Triebstöke gearbeitet werden soll. Damit auch die
geringste Verrükung des Bohrers aus der horizontalen Lage unmöglich werde,
läuft die dünne cylindrische Stange, woran er sizt, durch zwei feste Lager
f und g. Die
Theilscheibe mit dem eingespannten Rade ist an einem beweglichen Theil des
Gestelles angebracht, welches sich mit Hülfe der Richtschraube h der Bohrspize nähern und davon entfernen läßt.
Ist nun der Bohrer nach der zu durchbohrenden Scheibe gehörig gerichtet, so
dreht der Arbeiter die Theilscheibe von Einschnitt zu Einschnitt, und läßt,
so oft der Haken e, e in einen Einschnitt fällt,
den Bohrer angreifen. Daß nach einem Umgange der Theilscheibe eine den
Einschnitten entsprechende Anzahl Löcher in ganz gleichen Abständen von
einander gebohrt seyn muß, liegt in der Natur der Sache. Der Bohrer selbst
wird durch einen Bogen, dessen Darmsaite um die Rolle i geschlungen ist, in Bewegung gesezt.
Vorzügliche Spindlenbohrer werden in Eisenbach von Martin
Murat, der „Spindlenbohrer
Martle“ genannt, für den Preis von 33 fl. gemacht. Er besizt
ein besonderes Geschik in der Härtung des Bohrers.
4. Der
Einstellcirkel.
Ehe zum Zusammensezen der Uhr geschritten werden kann, müssen an den Wänden
des Gestelles alle die Punkte markirt werden, wo die Löcher für die Lager
der verschiedenen Räder und Getriebe gebohrt werden sollen. Gesezt, der Ort
für das Zapfenlager eines Rades sey bereits gegeben, so handelt es sich
darum, die Stelle, wo die Achse des mit jenem im Eingriff stehenden
Getriebes hinkommen soll, genau zu bezeichnen. Früher wurde dieses aus
freier Hand, aber nicht ohne Mühe und Unsicherheit bewerkstelligt. Mit Hülfe
des Fig.
27 und 28 abgebildeten
messingenen Einstellcirkels dagegen gibt der
Uhrenmacher jezt mit größter Schärfe den richtigen Ort am Gestelle an, wo
die Zapfenlager der Getriebe hinkommen müssen, damit die Räder gut in
einander greifen und vollkommen rund laufen. Der Cirkel besteht aus zwei
Armen a, b und c, d,
welche um das gemeinschaftliche Scharnier e
zangenartig sich bewegen. An dem einen Arme ist noch eine um c bewegliche Schiene c,
f angebracht, welche sich um einen kleinen Bogen verschieben und
durch eine Schraube feststellen läßt. Will man nun den Abstand wissen,
welchen das Achsenlager des Getriebes von dem Lager des Rades haben soll, so
faßt man nur das fragliche Rad zwischen die Schiene c, f und den Arm a, e, da wo sich die
bogenförmigen Einschnitte g und h befinden; die Entfernung der Punkte d und b gibt bann
den Abstand der beiden Lager genau an. Die Längen g,
e und h, e sind nämlich gerade doppelt
so groß, als die Längen e, d und e, b, deßwegen muß auch die Oeffnung g, h des Cirkels auf der einen Seite genau das
Doppelte der Oeffnung d, b auf der andern Seite
betragen, vorausgesezt, daß die geraden von b
und d nach g und h gezogen gedachten Linien durch die Achse des
Cirkels gehen. Wenn also unter dieser Voraussezung g,
h dem Durchmesser des Rades gleich ist, so muß b, d dem Halbmesser desselben aufs genaueste
entsprechen. Nun ist aber die Entfernung beider Zapfenlager gleich dem
Halbmesser des Rades + dem Halbmesser des Getriebes. Mit Hülfe der Schiene
c, f wird auch dieser mit in Rechnung
gebracht. Indem man nämlich die Schiene um den Durchmesser des Getriebes dem
Arme e, a nähert, müssen sich beim Einlegen des
Rades die Endpunkte d und b um den Halbmesser des Getriebes von einander entfernen, so daß
nun d, b die gesuchte Entfernung der Räderachsen
wirklich angibt. Die Scale bei i, auf welcher
ein an der Schiene c, f angebrachter Zeiger
läuft, zeigt die Größe der Verschiebung für Getriebe verschiedenen Durchmessers. Für den
Fall, daß das runde Loch, in welches das Zapfenlager kommen soll, zu groß
ist, um die Cirkelspize einsezen zu können, wird über die leztere ein
kegelförmig abgedrehtes Hütchen k, Fig.
28, geschoben; auf diese Weise bringt man die Spize des Cirkels
ganz genau in die Mitte des Loches.
5. Verfertigung der
Zapfenlager.
Das Zapfenlager besteht aus einer messingenen cylindrischen Hülse, so lang
als die Wand des Gestelles dik ist, welche an der durch den Einstellcirkel
markirten und nachher ausgebohrten Stelle in das Holz eingelassen wird.
Dieses Lager bildet den Theil einer Messingröhre von 1/2 bis 1 1/2 Linien
Durchmesser, welche auf eine überraschend schnelle Weise mittelst eines
höchst einfachen Verfahrens auf einer gewöhnlichen Drahtziehbank gebildet
wird. Der Arbeiter nimmt einen Messingstreifen, dessen Breite dem Umfang der
zu bildenden Röhre gleichkommt, stekt ihn in das dem verlangten
Röhrendurchmesser entsprechende Ziehloch und pakt ihn auf der andern Seite
mit einer Zange. Während er nun mit einer durch vorgelegtes Räderwerk
verstärkten Kraft den erwähnten Streifen durchzieht, biegt sich dieser in
dem Ziehloche von selbst zu einer ganz genau gerundeten Röhre um, und zwar
so, daß seine Kanten sich aufs innigste berühren.
6. Instrumente zum Bohren und
Erweitern von Löchern, zur Verfertigung der Windflügel und Anker, und
zum Biegen des Drahtes.
Zur Erweiterung gebohrter Löcher bedient sich der Schwarzwälder der Fig.
29, 30, 31 und
32 abgebildeten Instrumente. Fig. 29
A ist ein kegelförmiger Stahl mit schrägen
Cannelirungen, deren Schärfe in der von der Spize des Kegels aus
aufgenommenen Ansicht B sichtbar ist. Fig.
30 zeigt einen Bohrer derselben Art, welcher jedoch der
Cylindergestalt sich mehr nähert. Das Instrument Fig. 31 dient zum
Ebnen der in Folge der Benüzung der so eben genannten Werkzeuge konisch
gestalteten Löcher. An allen diesen Werkzeugen zur Erweiterung der Löcher
haftet die Unannehmlichkeit, daß ihre Cannelirungen Brüchen ausgesezt sind,
bald stumpf werden, und daß zur Entfernung der Bohrspäne ein wiederholtes
Zurükziehen des Bohrers nothwendig ist. Augustin Kienzler kam auf den glüklichen Gedanken, schraubenförmige Cannelirungen, Fig. 32, anstatt
der geraden anzuwenden – eine Verbesserung, welche außer der größeren
Wirksamkeit und Dauerhaftigkeit des Instrumentes noch die vortheilhafte Eigenthümlichkeit besizt, daß es die Späne von selbst nach Vornen
auswirft. Alle diese Werkzeuge wirken dadurch, daß sie mit Hülfe der
Drehbank in schnelle Umdrehung gesezt werden.
Bis in welches Detail der Schwarzwälder mit der rein mechanischen Darstellung
der Uhrentheile gegangen ist, zeigt unter Anderem auch die Verfertigung der
Windflügel für die Schlagwerke. Zu ihrer schnellen Verfertigung bediente
sich der in Tryberg etablirte Benedict Schwer
zuerst der Stanzen. A, Fig. 33, ist eine
stählerne Unterlage mit drei Vertiefungen a, b
und c: B und C sind
die zu derselben gehörigen Stanzen. Der Blechstreifen, woraus der Windflügel
verfertigt werden soll, wird zuerst über die Vertiefung a gelegt; darauf nimmt der Arbeiter die Stanze
B, deren Erhöhungen a und b genau in die Vertiefungen a und b der
Unterlage passen, stekt ihre Erhöhung b in die
entsprechende Vertiefung b und schlägt mit einem
kräftig geführten Schlage das Stük o aus dem
Blechstreifen. Dieses bringt er nun über die Vertiefung c, in welche die scharfkantige Erhöhung c der Stanze C paßt,
sezt leztere so auf, daß ihre Erhöhung b in das
eben erwähnte Loch b der Unterlage tritt, und
bildet durch einen leichten Schlag in dem Windflügel zwei kleine Einschnitte
p, welche zur Aufnahme der Achse dienen.
Nachdem die Achse durch die Einschnitte p
gestekt worden ist, wird der Windflügel zwischen das zangenartige Instrument
Fig.
34 gelegt und einer kräftigen Pressung ausgesezt. Diese lezte
Manipulation hat den Zwek, den Windflügel inniger an seine Achse zu
befestigen.
Fig.
35 endlich ist die Abbildung einer Zange zur Verfertigung der
Wekerspindeln; durch einen einzigen Druk wird dem Draht jene kurbelartige
Ausbiegung gegeben, welche beim Weker von den Zähnen des Steigrades
hin- und hergeworfen wird. Eines ähnlichen Instrumentes bedient sich
Benedict Schwer zur Verfertigung der sogenannten
Haken oder Anker für die Hemmung. Dieser Haken besteht bei der kleineren
Schwarzwälder Uhrengattung aus einem unter zwei Winkeln gebogenen Streifen
von englischem Stahlblech, der in seiner Mitte an eine Achse befestigt ist.
Da Schwer bemerkte, daß es schwierig und
zeitraubend sey, jene Winkel, deren exacte Construction für den
gleichförmigen und leichten Gang einer Uhr unerläßlich ist, aus freier Hand
auszuarbeiten, so kam er auf den Gedanken, auch in diesem Falle ein Werkzeug
anzuwenden, welches durch einen einzigen Druk dem Haken seine bestimmte Form
gibt. Schwer fand unter Anderem auch eine sehr
vortheilhafte Methode den Haken zu härten. Wird nämlich mit dem ganzen Haken
der Proceß der Härtung vorgenommen, was die Uhrenmacher wegen seiner
Kleinheit nicht zu vermeiden wußten, so tritt der Umstand ein, daß er
nachher nicht mehr gebogen und nach dem Steigrad eingerichtet werden kann. Schwer dagegen versteht es, die wirksamen Theile
des Hakens für sich allein zu Härten, indem er denjenigen Theil, welcher
biegsam bleiben soll, mit Thon umgibt, und so den Haken der Löthrohrflamme
aussezt. So können nur die beiden freien Enden glühend werden und, im Wasser
abgelöscht, sich Härten; die Mitte aber bleibt ungehärtet, so daß der Anker
immer noch den erwünschten Grad der Biegsamkeit besizt.
––––––––––
Indessen macht sich auf dem Schauplaze der Uhrenmanufactur nicht nur im Sinne
der im Vorhergehenden angeführten technischen, den inneren Bau der Uhr
betreffenden Erweiterungen und Vervollkommnungen, sondern auch in Beziehung
auf die äußere Form ein erfreuliches Fortschreiten bemerkbar. Die
Kleinuhrenmacher namentlich wetteifern untereinander in Auffindung
gefälligerer Formen für ihre kleinen Hänguhren, als die bisherigen, und
bieten ihren ganzen Fond von Schönheitssinn und Geschmak auf, die Producte
ihres Fleißes von der bisherigen geschmaklosen Ausstattung zu emancipiren.
Das schwarze, glänzend polirte Gehäuse, das emaillirte, mit
Bronzeverzierungen eingefaßte Zifferblatt, das einfache gothische Ornament
u.s.w. verleiht jezt der Uhr ein elegantes, architektonisches Aussehen, und
öffnet ihr den Weg in die Zimmer der höheren Stände. Noch fehlt es einem
großen Theile dieser Industriellen an einem gebildeten Geschmak und am Sinne
für richtige Verhältnisse, insbesondere aber, was sie selbst sehr vermissen,
an den Elementen der Zeichnenkunst. Zeichnungen, welche ich ihnen entwarf,
wurden mit lebhaftem Danke ergriffen und benuzt. Wenn indessen der Uhrmacher
erst durch Organisation von Gewerbeschulen Gelegenheit gefunden hat, bei
zwekmäßigem Zeichnungsunterrichte seinen Geschmak auszubilden und die
Begriffe von Symmetrie und Verhältniß in sich aufzunehmen und sie
anzuwenden, so werden sich unfehlbar dem Absaze seiner Producte neue Canäle
eröffnen. Vorauszusehen ist, daß diese Bemühungen um die äußere Ausstattung
der Waaren, wenn sie keine ausfallende Erhöhung der Preise zur Folge haben,
für den Aufschwung der Industrie von Bedeutung seyn werden. Die Fig.
36, 37, 38 und
39 sind Abbildungen dreier Schwarzwälder Uhren der neueren
eleganten Art. Die Muster Fig. 37 und 39
sind von dem Verfasser angegeben, und die danach gefertigten Uhren werden
bereits in großer Anzahl nach allen Richtungen versandt. Eine solche auf
Federn schlagende Uhr, welche in jedes Zimmer als Zierde gehängt werden
kann, liefert Pfaff in Tryberg mit Gewichten für
6 fl. Zum Ueberfluß werden nun auch von vielen Uhrmachern die hölzernen Achsen der
Uhrenräder mit einer eigens dazu bereiteten Bronze- oder Eisenfarbe
überstrichen, um die Täuschung zu veranlassen, als sey inwendig alles von
Eisen und Messing. Diese Farbe wird in Tryberg in Gestalt eines Pulvers
fabricirt, und das Loth zu 9 kr. verkauft.
Der Werth der Instrumente und des Handwerkszeuges eines Uhrmachers liegt nach
sicheren Angaben zwischen 200 bis 500 fl. Für einen Meister, einen Gesellen
und 1 Lehrjungen können 300 fl. hinreichen. Der Centner Eisendraht kostet 26
fl.; nach Pfaff's Angabe darf man beim
Großuhrenmacher auf jeden Arbeiter jährlich 1 Cntr. rechnen. Weit geringer
ist die Consumtion an Draht für den Kleinuhrenmacher. Pfaff selbst mit seinen 6 Arbeitern braucht jährlich nur ungefähr
1 1/2 Cntr. Draht zu kleinen Uhren.
Was die Zahl der in der Uhrenmacherei beschäftigten Gesellen betrifft, so
können nach Pfaff's Aussage auf den Meister im
Durchschnitt 2 Gesellen und 2 Lehrjungen angenommen werden. In der Regel
werden die Gesellen auf ein Jahr gedungen und bekommen, je nachdem sie in
Beziehung auf Geschiklichkeit oder gutes Betragen prädicirt sind, nebst
freier Wohnung, Kost und Wäsche, 4 bis 8 Louis-d'or Lohn; die
Lehrjungen müssen gewöhnlich 3 Jahre lernen und 40 bis 70 fl. Lehrgeld
bezahlen. Die Arbeiten in der Werkstätte sind unter die Gesellen je nach
ihrem Range oder der Dauer ihrer Dienstzeit als Vorarbeiter und Feinarbeiter
vertheilt. Zu den Vorarbeiten, mit welchen der künftige Uhrmacher als
Lehrjunge seine Laufbahn beginnt, gehört das Reinigen, Zurechtklopfen und
Biegen des Drahtes, das Abdrehen des Holzes zu den Räderwellen, das
Einschneiden und Ausfeilen der Räder. Die schwierigeren Arbeiten, nämlich
die Verfertigung des Hakens, das Einsezen der Räderpfannen, die Verfertigung
der Getriebe, dann das Zusammensezen und Adjustiren der Uhr ist den Gesellen
und dem Meister vorbehalten.
Hinsichtlich der Größe der Production theile ich folgende, von verschiedenen
Seiten erhobene Notizen mit. Nach Jos. Pfaff's
Angabe, mit welcher auch alle übrigen übereinstimmen, kann von gewöhnlichen
großen Uhren ein guter Arbeiter täglich ein Stük verfertigen; kleine Uhren
fertigte Pfaff selbst, als er noch allein
arbeitete, in 6 Tagen 3 Stük. Benedikt Schwer
macht mit 3 Gesellen wöchentlich 18 Stük kleine Uhren, wonach auf den Mann 4
1/2 Stük kommen, und zwar die Hälfte Schlaguhren und die Hälfte Wekuhren.
Nach Hrn. Görlacher's
Mittheilungen machen 6 Mann wöchentlich 20 Stük Achttageuhren à 3 fl. 30 kr. bis 4 fl., oder ein
Arbeiter 3 1/2 Stük. Man darf im allgemeinen Durchschnitt 4 1/2 Stük Uhren
wöchentlich auf den Arbeiter rechnen. Kommen nun, wie oben angegeben wurde, auf jeden
Meister 2 Gesellen, so liefert derselbe jährlich 702 Stük Uhren, mithin alle
694 Uhrenmacher zusammen jährlich 487,188 Uhren. An diesem Quantum ist
Tryberg mit 301,158 Stük, und Neustadt mit 186,030 Stük betheiligt; das Amt
Tryberg mit 11,858 Einwohnern producirt also 115,128 Uhren mehr, als das Amt
Neustadt mit 15,281 Einwohnern.
Wie ein Uhrenmacher im Allgemeinen sich steht, mag aus folgender, freilich
nur ein näherungsweises Resultat liefernden Berechnung abgenommen werden.
Ich nehme als Beispiel einen Uhrenmacher, welcher mit 2 Gesellen ordinäre 24
Stundenuhren mit Stundenschlagwerk, das Stük sammt Zifferblatt zu 2 fl. 24
kr. verfertigt. Auf den Arbeiter können wöchentlich 5 solcher Uhren
gerechnet werden, wonach der Meister mit 2 Gesellen jährlich 780 Stük im
Werthe von 1872 fl. fabricirt. Um seinen reinen Gewinn zu finden, müssen von
dieser Brutto-Einnahme abgezogen werden, die Kosten: 1) der Gestelle,
2) der Schilde, 3) der Räder, 4) des Drahtes, 5) der Schnüre und
Perpendikel, 6) die Arbeitslöhne, 7) die Zinsen des Capitals, 8)
Gewerbsteuer, Abnüzung der Instrumente u.s.w. Ein zu dieser Uhrengattung
gehöriges Gestelle erhält der Uhrenmacher vom Gestellmacher für 12 kr.; die
Ausgaben für Räder, Gloken, Perpendikellinsen und Schnüre dürften sich auf
18 kr. per Stük belaufen. Der Centner Draht
kostet 26 fl.; nach Pfaff's Mittheilung
verarbeitet der Arbeiter beim Großuhrenmacher jährlich 1 Cntr. Der gemalte
Schild kostet 18 kr. Unter den vorliegenden Verhältnissen ließe sich der
reine Ertrag eines Uhrenmachers obiger Classe folgendermaßen darstellen.
Brutto-Einnahme
1872 fl. –
kr.
–––––––––––
780 Gestelle à 12
156 –
– –
Raͤder, Gloken,
Schnuͤre etc. kr.
234 –
– –
3 Cntr. Draht à 26 fl.
78
– – –
780 Schilde à 18 kr.
234 –
– –
Arbeitslohn fuͤr 2 Gesellen
à 66 fl.
132 –
– –
Kost, Logis u.s.w. fuͤr die
Gesellen und Lehrjungen
365 –
– –
Zinsen des stehenden Capitals, 400
fl. zu 5 Proc.
20
– – –
Zinsen des umlaufenden Capitals,
1199 fl. zu 5 Proc.
60
– – –
Abnuͤzung der Instrumente
etc. zu 10 Proc.
40
– – –
Gewerbesteuer
3
– 21 –
–––––––––––
Summa der Auslagen
1322 fl. 21 kr.
Davon abgezogen das Lehrgeld von 2
Lehrjungen
110 fl. –
–
–––––––––––
1212 fl. 21 kr.
Diese lezte Summe von der Brutto-Einnahme
abgezogen, bleibt als Reinertrag 659 fl. 39 kr. Hieraus folgt, daß das
materielle Verdienst des Uhrmachers weit geringer ist, wie das Verdienst
eines Schildmalers, selbst eines Gestellmachers.
Zum Beschluß dieses Abschnittes lasse ich ein Preisverzeichniß über alle
Gattungen von Schwarzwälder Uhren folgen.
12 Stunden gehende Uhren.
1 Stuͤk
ganz hoͤlzerne
12stuͤndige Uhr mit Schnuͤren
1 fl.
– kr.
1 –
12stuͤndige halbmessingene
Uhr
1 –
12 –
1 –
mit ganz
messingenem
Raͤderwerk
1 –
18 –
1 –
–
–
–
auf Tonfedern schlagend
1 –
54 –
24 Stunden gehende Uhren mit hintereinander stehenden
Läufen.
1 Stuͤk
24stuͤndige
Uhr mit Schnuͤren,
Gloken schlagend
1 fl.
54 kr.
1 –
–
–
eisenfarbig
mit eisernen Ketten
2 –
30 –
1 –
–
–
–
mit messingenen Ketten
2 –
54 –
1 –
–
–
–
auf Tonfedern schlagend
2 –
30 –
24 Stunden gehende Uhren mit nebeneinander stehenden
Läufen.
1 Stuͤk
24stuͤndige
Uhr
mit Schnuͤren, auf Gloken
schlagend
2 fl.
24 kr.
1 –
–
–
mit eisernen Ketten
2 –
48 –
1 –
–
–
mit messingenen Ketten
3 –
12 –
1 –
–
–
mit Schnuͤren auf Federn
schlagend
2 –
42 –
1 –
–
–
m. feinen stahl. Getrieben, auf Federn
schlagend
5 –
48 –
24 Stunden gehende Vierteluhren.
1 Stuͤk
Vierteluhr mit Schnuͤren, Gloken
schlagend
4 fl.
30 kr.
1 dergl.
mit eisernen Ketten
5 –
30 –
1 –
mit messingenen Ketten
6 –
30 –
1 –
Surr-Vierteluhr mit Messingketten,
Gloken schlagend
8 –
– –
1 –
12stuͤndige Vierteluhr, Gloken
schlagend
3 –
– –
24 Stunden gehende Uhren mittlerer Größe.
1 Vierteluhr
mit
Messingketten,
Gloken schlagend
7 fl.
30 kr.
1 dergl.
–
–
auf Federn schlagend
8 –
30 –
1 Stundenuhr
mit
Schnuͤren,
Federn schlagend
3 –
42 –
1 –
mit
Weker, ohne
Schlagwerk,
mit Schnuͤren
1 –
6 –
1 –
–
–
–
mit Messingkette
1 –
30 –
24 Stunden gehende Uehrchen kleinster Sorte mit
Email-Zifferblatt und Bronzeaufsaz.
1
Surrvierteluͤhrchen mit Schnuͤren
11 fl.
30 kr.
1 dergl.
Stunden
schlagend
mit Weker
6 –
– –
1 –
–
–
ohne Weker
5 –
– –
1 mit Weker ohne
Schlagwerk
4 –
30 –
1 ohne Weker und ohne
Schlagwerk
2 –
12 –
8 Tage gehende Uhren größter Sorte.
1 Achttage-Uhr
ins Holz gespindelt, ohne Schlagwerk
2 fl.
42 kr.
1 dergl. mit Schlagwerk, auf
Gloken schlagend
4 –
24 –
1 –
–
– –
Federn schlagend
4 –
48 –
1 – in
Messing gespindelt,
Federn schlagend, Messingkette
6 –
48 –
1 –
–
–
–
– Stunden
repetirend
7 –
54 –
1 – mit
staͤhlernen Getrieben, Stunden und
Viertelstundenschlagend, die Stunden repetirend, mit Walzen u.
Schnuͤren,auf Gloken und Federn schlagend
15 –
–
–
Figurenuhren.
1 Stuͤk 12stuͤndige
Kukukuhr, Messingraͤder, 9zoͤlliger Schild
3 fl.
30 kr.
1 dergl. mit Messingketten und
10zoͤlligem Schild
4 –
30 –
1
Maͤnnchen-Vierteluhr
7 –
12 –
1
– 12stuͤndige
Schornsteinfegeruhr
4 –
– –
1
Stuͤk
– Mezgeruhr
4 –
– –
1
– 24stuͤndige Kapuzineruhr mit
10zoͤlligem Schild
6 –
30 –
1
–
– Soldaten-
oder Reiteruhr
7 –
30 –
1
–
– Schiffuhr
5 –
24 –
1
–
– bewegliche
Augenuhr
5 –
30 –
(Der Beschluß folgt im nächsten Hefte.)
Tafeln