| Titel: | Verbesserungen in der Fabrication der Räder für Locomotiven, Tenders und andere Wagen, worauf sich Jeremiah Grime, Graveur von Bury in der Grafschaft Lancaster, am 21. Febr. 1838 ein Patent ertheilen ließ. |
| Fundstelle: | Band 76, Jahrgang 1840, Nr. LX., S. 248 |
| Download: | XML |
LX.
Verbesserungen in der Fabrication der
Raͤder fuͤr Locomotiven, Tenders und andere Wagen, worauf sich Jeremiah Grime, Graveur von
Bury in der Grafschaft Lancaster, am 21. Febr.
1838 ein Patent ertheilen ließ.
Aus dem London Journal of arts. Febr. 1840, S.
262.
Mit Abbildungen auf Tab.
IV.
Grime's Verbesserungen in der Fabrication der Raͤder
fuͤr Locomotiven etc.
Gegenwärtige Verbesserungen in der Fabrication der Räder für Locomotiven, Tenders und
Wagen, die hauptsächlich auf Eisenbahnen zu laufen bestimmt sind, bestehen in einer
eigenen Anordnung der zur Construirung des Rades erforderlichen Theile, welche
sämmtlich aus Schmiedeisen erzeugt und in einer dazu geeigneten Maschine zu einem
festen Rade zusammengeschweißt werden. Während dieses lezteren Processes werden
nämlich die Felgen mit ihrem Randkranze, die Speichen und die Nabe durch Schweißung
des Metalles so vollkommen verbunden, daß nirgendwo eine Verbindungsstelle, eine
Unvollkommenheit oder ein schwacher Theil daran zu bemerken ist. Wenn das Rad
solchermaßen gleichsam nur aus einem Stüke Schmiedeisen besteht, und der Randkranz
mit der Felge aus einem Eisenstabe gebildet ist, so wird ein eigener getrennter
Radreifen überflüssig; und hieraus folgt, daß der äußere Umfang des Rades
dauerhafter wird, indem sich der Randkranz oder der Reifen nicht abnüzen und auch
nicht los werden kann. Alle diese Verbesserungen werden aus den Abbildungen, zu
deren Beschreibung ich alsogleich übergehen werde, deutlicher erhellen.
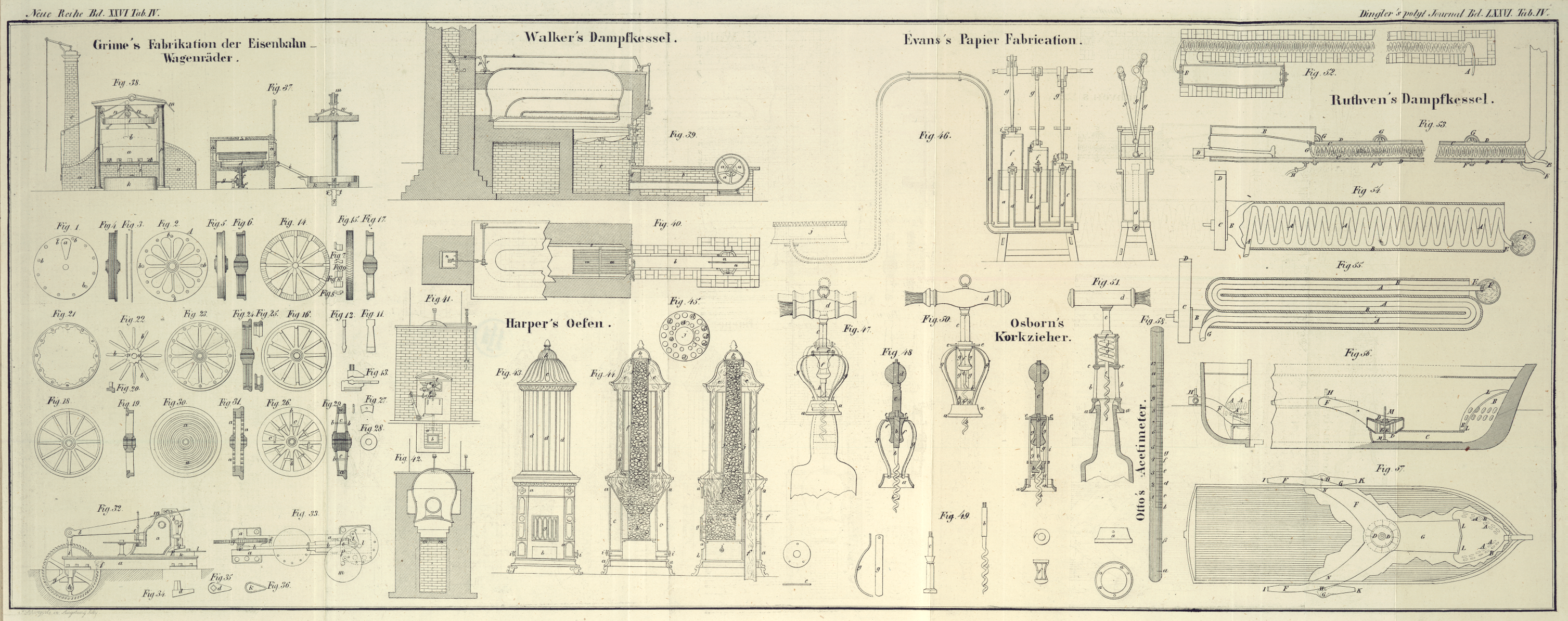
Fig. 1 ist
eine seitliche Ansicht einer eisernen Scheibe von 1/4 Zoll Dike. Wie man sieht, ist
aus dieser Scheibe bei a ein Stük ausgeschlagen worden.
Dieses Loch deutet den Raum, der zwischen den Speichen des Rades zu bleiben hat, an.
Wenn nun diese Scheibe gleichmäßig eingetheilt ist, und ringsum gleiche Stüke aus
ihr ausgeschlagen wurden, so ist klar, daß die zurükbleibenden Theile die Speichen
des Rades bilden, wie aus Fig. 2, wo ein
vollständiges Rad von Vorne abgebildet ist, erhellt. Um jedoch die für die Räder
einer Locomotive oder eines Wagens erforderliche Dike oder Stärke zu erlangen, lege
ich so viele solche Platten auf einander, als hiezu nothwendig erscheinen. Dabei
nehme ich die 2 oder 3 äußeren Scheiben etwas diker und um so viel größer, als die
übrigen, als zur späteren Bildung des Randkranzes aus ihnen erforderlich ist. Ferner
schlage ich aus gewöhnlichem Eisenbleche einige kreisrunde Stüke aus, die, wenn sie an die
für sie bestimmte Stelle gebracht worden, zu beiden Seiten des Rades die Nabe zu
bilden haben.
An dem äußeren Ende einer jeden Speiche lasse ich endlich ein kreisrundes Loch b, b ausschlagen. Wenn nun diese Platten auf einander
gelegt worden, so steke ich durch alle diese Löcher ein kleines metallenes
Röhrenstük, damit auf diese Weise sämmtliche Scheiben bei den Processen, denen sie
zu unterliegen haben, in der ihnen angewiesenen Stellung erhalten werden. Die nach
Entfernung der Röhrenstüke bleibenden Löcher machen das Rad um etwas Weniges
leichter.
Fig. 3 zeigt
die beiden äußeren Platten vom Rande her betrachtet, und Fig. 4 ist eine ähnliche
Ansicht sämmtlicher Platten.
Das Rad wird nun so, wie es ist, in einen Flamm- oder anderen Ofen gebracht,
der später ausführlich beschrieben werden wird, und in diesem einer Schweißhize
ausgesezt. Die Schweißung sämmtlicher Theile zu einem Ganzen wird hiebei durch eine
Maschine, die mit dem Ofen in Verbindung gebracht ist, und die ich gleichfalls
später beschreiben werde, befördert. Das aus dem Ofen und der Schweißmaschine
kommende vollendete Rad sieht man in Fig. 2 von Vorne, und in
Fig. 4 vom
Rande her betrachtet. Es braucht dann nur mehr auf die Drehbank gebracht zu werden,
um auf dieser die äußere Metallkruste zu entfernen, und sowohl den Kegel als auch
den Randkranz gehörig abdrehen zu lassen. Fig. 5 zeigt ein
vollendetes und abgedrehtes Rad vom Rande her betrachtet.
Fig. 6 ist ein
Durchschnitt desselben nach der in Fig. 2 ersichtlichen
punktirten Linie A, B.
Ich bemerke, daß man bei der Zusammenstellung der Platten besonders darauf sehen
soll, daß sich das Korn oder die Fasern des Eisens stets kreuzen und vom
Mittelpunkte aus divergiren, damit auf diese Weise eine dauerhaftere Oberfläche zum
Vorscheine komme und das ganze Rad an Stärke gewinne. Sachkundige werden sich leicht
hierein finden. Es läßt sich auch leicht erzielen, wenn man dem ersten der aus den
Scheiben geschlagenen Löcher ein Zeichen gibt. Gesezt z.B. das Rad habe 12 Scheiben
und 12 Speichen, so lege ich das zweite Loch der zweiten Scheibe unmittelbar auf das
erste Loch der ersten Scheibe, das dritte Loch der dritten Scheibe abermals auf das
erste Loch der ersten Scheibe u.s.f. Sollte man bei der Fabrication von Rädern der
beschriebenen Art den Schweißproceß zu umgehen wünschen, so könnte man die Löcher
wohl auch mit einem Male aus einer massiven Metallplatte von der erforderlichen Dike
ausschlagen. Ich kann jedoch dieses Verfahren nicht anempfehlen, da dabei eine zu
große Kraft erheischt wird, und da die massive Metallplatte nicht leicht zu handhaben seyn würde.
In der That würde das Rad viel kostspieliger ausfallen, wenn es aus einer einzigen
diken Platte erzeugt würde, abgesehen davon, daß es weniger verlässig seyn würde,
als wenn es aus mehreren dünnen Platten, die leicht auszuschlagen und zu schweißen
sind, zusammengesezt ist. Man kann übrigens auch alle oder nur mehrere der Platten
so auf einander legen, daß sie auf einmal ausgeschlagen werden können.
Erinnern muß ich, daß man, anstatt die Löcher einzeln aus den Scheiben ausschlagen zu
lassen, man die Patrizen auch so anfertigen kann, daß sämmtliche Löcher in den
Scheiben auf Einmal ausgeschlagen werden. Dieses Verfahren wird zwar offenbar einen
größern Kraftaufwand erfordern, doch könnte es bei Rädern von kleinem Durchmesser
mit Vortheil befolgt werden.
Obgleich ich nun mein Verfahren mit Hinweisung auf Fig. 1, 2, 3 u. 4 nur in seiner Anwendung
auf die Räder der Locomotiven beschrieben habe, so ist doch klar, daß dieselbe
Construction auch auf die Räder aller andern Arten von Wagen anwendbar ist. Sie
eignet sich ferner ebenso für alle Maschinenräder, sie mögen gerade oder schräge
Zähne haben, wenn dieselben aus Schmiedeisen bestehen, und eine besondere Stärke und
Dauerhaftigkeit bekommen sollen.
Eine andere Art von Rädern, welche ganz aus Schmiedeisen gebaut sind, sieht man aus
den folgenden Figuren. Die verschiedenen Theile bestehen hier aus ausgewalzten oder
geschmiedeten Eisenstäben, die so geordnet sind, daß die Fasern des Eisens
strahlenförmig vom Mittelpunkte des Rades ausgehen, und daß also, wenn das Rad auf
einer Schiene läuft, dieser immer das sogenannte Ende des Eisens dargeboten
wird.
Diese Räder werden nun folgendermaßen zusammengesezt. Ich lasse Stäbe aus
Schmiedeisen so auswalzen, daß sie entweder ebene Flächen, oder schräglaufende,
schwalbenschwanzförmige, abgerundete, oder anders geformte Verzahnungen bekommen,
wie man dieß in Fig.
7 und 8 sieht. Diese Stäbe schneide ich in Stüke, deren Länge der gewünschten
Dike des Reifens und Randkranzes des Rades entspricht, und dergleichen in Fig. 9 und 10 zu sehen
sind. Ferner lasse ich eine erforderliche Anzahl von Speichen, dergleichen in Fig. 11 von
Vorne und in Fig.
12 von der Seite dargestellt sind, anfertigen, was mit Hülfe von Matrizen,
Fig. 13,
durch den gewöhnlichen Schmiedeproceß geschehen kann. Die auf solche Weise erzeugten
Speichen seze ich nun sämmtlich zusammen; und wenn hiedurch die Nabe vollkommen
gebildet, und die kleinen Kreissegmente in der zur Bildung der Felge erforderlichen
Ordnung an einander gebracht, oder in einander gezapft worden, wie dieß aus Fig. 14, 15, wo das Rad
in dem Zustande
ersichtlich ist, in welchem es sich vor der Zusammenschweißung seiner Theile
befindet, erhellt, so bringe ich das Rad in den Ofen, damit in diesem das Ganze auf
die oben beschriebene Weise durch Schweißung vereinigt wird. An dem aus dem Ofen
kommenden Rade muß, wenn es für Eisenbahnen bestimmt ist, der Kegel und der
Randkranz aus der massiven Felge gedreht werden, wie es bei der Beschreibung des
ersten Randes erwähnt wurde. Man kann übrigens auch, um dieses Drehen zu ersparen,
einen gewöhnlichen Reifen oder Randkranz an die Felge anschweißen. Fig. 16 zeigt ein solches
vollständiges Rad von Vorne, Fig. 17 ist ein durch
dessen Mitte geführter Durchschnitt.
Die Construction dieses Rades läßt sich leicht modificiren, wie aus der Fronteansicht
Fig. 18,
und an dem Durchschnitte Fig. 19 zu sehen ist.
Hier ist nämlich die Einrichtung der Speichen und der Nabe dieselbe geblieben;
allein die Felge und der Randkranz bestehen aus einem Eisenstabe, der nach Art eines
gewöhnlichen Eisenreifens ausgewalzt ist, und an den mit Hülfe der oben erwähnten
Maschine die Speichen angeschweißt werden. Zur Erleichterung der Schweißung sind die
Speichen, wie man bei a, a sieht, mit einem Vorsprunge
versehen, während in den die Felge bildenden Eisenstab eine entsprechende Vertiefung
gewalzt wurde, so daß sich das Ende der Speiche beim Schweißen ausbreiten, und somit
fester mit der Felge verbinden kann, als es beim einfachen Einstoßen der
Speichenenden geschieht.
Eine andere Art von Rad erhält man, wenn man die Felge aus einem ausgewalzten
Eisenstabe auf solche Weise bildet, wie aus dem Durchschnitte Fig. 20, und aus der
Seitenansicht Fig.
21 zu sehen ist. An diesem Rade wird der Stab zur Bildung der Speiche in
der Runde gebogen und an seinen beiden Enden zusammengeschweißt. Ferner schlägt man
aus Eisenblech kreisrunde Stüke von der in Fig. 22 bei a ersichtlichen Form aus, und legt ihrer so viele auf
einander, als nöthig sind, um der Nabe die gehörige Dike zu geben. Ebenso schlägt
man die in Fig.
22 mit b, b bezeichneten Speichen aus
Eisenblech aus, die man sodann gleichfalls auf einander legt. Man erhält auf diese
Weise ein Rad, welches vollendet die in Fig. 23 ersichtliche
Gestalt hat, und welches man in Fig. 24 im Durchschnitte
sieht. Leichtere Räder dieser Art erhält man, wenn man nur die beiden äußeren
Platten zu beiden Seiten des Rades als Speichen dienen läßt, und die inneren Platten
wegläßt, wie man aus dem Durchschnitte Fig. 25 sieht.
Eine andere Art von Rad, die aus diesen ausgeschlagenen Scheiben verfertigt, und von
den bis jezt beschriebenen Rädern etwas verschieden ist, ist in Fig. 26 dargestellt. Hier
sind an den äußeren Scheiben die Räume zwischen den Speichen ganz auf dieselbe Weise ausgeschlagen,
wie bereits in Fig.
1 gezeigt wurde.
Die Felge besteht aus Segmenten eines dünnen Eisenbleches von der in Fig. 27 angedeuteten
Form, in welche die Löcher a, a geschlagen sind. Die
Nabe besteht aus den aus dünnem Eisenbleche ausgeschlagenen kreisrunden Stüken Fig. 28. Bei
der Zusammenstellung dieser Räder sollen die beiden äußeren durchlöcherten Platten
so angebracht werden, daß die Speichen die Löcher einer jeden Platte durchschneiden.
Zugleich verbinde ich die beiden Platten durch die diagonal laufenden Stäbe c, c, welche den Platten als Stüze dienen und sie auch
in gehöriger Entfernung von einander halten.
Die Kreissegmente, welche die Felge zu bilden haben, und die kreisrunden Stüke,
welche die Nabe bilden, werden nun zwischen den beiden äußeren ausgeschlagenen
Scheiben b, b auf einander gelegt; und wenn hierauf, um
die Scheiben in der ihnen angehörigen Stellung zu erhalten, kleine eiserne Zapfen in
die Löcher a, a gestekt worden, so bringt man das Ganze
in den Schweißofen, um alle seine Theile durch Schweißung zu verbinden. Fig. 29 zeigt
ein solches Rad in einem Durchschnitte.
Eine weitere meiner Verbesserungen im Baue der Räder erhellt aus Fig. 30 und 31. In diesen
Figuren sieht man, daß die Felge aus einem massiven Eisenstabe, an dessen Umfang der
Randkranz gebildet ist, besteht. Diese Felge ist mit der Nabe durch ein Paar oder
durch mehrere spiralförmig gewundene Federn a, a, die
mit dem einen Ende an die Felge, mit dem anderen an die Nabe angeschweißt sind,
verbunden. Ein auf diese Weise gebautes Rad, das statt der Speichen Federn von
solch' eigenthümlichem Baue hat, wird die Erschütterungen, welche eintreten, wenn
der Wagen über die Unebenheiten einer Straße läuft, vielmehr vermindern, als dieß
der Fall ist, wenn die Federn auf den Achsen des Rades aufruhen. Der bewegliche
Kasten läßt sich auch viel stätiger und besser befestigen, wenn die Federn nicht aus
den Rädern, sondern innerhalb derselben angebracht sind. Derlei Räder eignen sich
besonders für Locomotiven und Eisenbahnwagen, da bei ihnen die Unvollkommenheiten
der Schienen-Verbindungen viel minder fühlbar werden, so daß die in den Wagen
Fahrenden wenig oder gar keine Erschütterungen empfinden. Da die Federn sowohl einer
horizontalen als verticalen Bewegung theilhaftig sind, so wird die Bewegung des
Wagenzuges kaum fühlbar seyn.
Der zweite Theil meiner Verbesserungen in der Verfertigung der Räder beruht auf der
Anwendung einer Maschine, wie sie aus dem seitlichen Aufrisse Fig. 32, und aus dem
Grundrisse Fig.
33 zu sehen ist. Es ist dieß nämlich eine Ausschlagmaschine, welche zum
Ausschlagen der Löcher
aus den eisernen, zur Verfertigung der Räder bestimmten Scheiben dient.
Diese Maschine besteht aus einem gußeisernen Gestelle a,
a, in welchem ein Hebel erster Classe b, b, der
seinen Drehpunkt in c hat, angebracht ist. Das
Schneidgeräthe d ist an dem kürzern Ende dieses Hebels
mittelst der Glieder d*, d*
aufgehängt. An demselben Ende dieses Hebels befindet sich auch die eine Hälfte der
Scherenblätter e, deren andere Hälfte auf dem Gestelle
der Presse befestigt ist. Die durch das Getrieb f
mitgetheilte Kraft wirkt auf das Stirnrad g, und
bewirkt, daß der Krummzapfen h, der sich an einer der
Speichen dieses Rades befindet, umläuft. Wenn man daher die Verbindungsstange i in Schwingung versezt, und wenn der längere Arm des
Hebels aufgehoben wird, so wird das Schneidgeräth d bei
seinem Herabsteigen auf die Unterlage oder Matrize k
wirken, und hiemit nothwendig ein Stük aus der bei l
ersichtlichen Scheibe ausschlagen. Beim Emporsteigen des kürzeren Armes des Hebels
wird dagegen die Schere in Thätigkeit kommen, wie man bei m sieht, und die Ränder der Scheibe zuschneiden. Damit nun die in der
Scheibe auszuschlagenden Löcher genau an die Stelle kommen, wo sie hingehören,
theile ich zuerst die Scheibe in dem Kreise ab, in welchen die kleinen, am Ende der
einzelnen Speichen befindlichen Löcher zu fallen haben. Diese kleinen Löcher schlage
ich dann mittelst der am Hebel angebrachten Patrizen n,
n aus, indem ich den an der unteren Seite des Hebels b befindlichen Vorsprung o auf sie wirken
lasse. Während die Scheibe an jenes Ende der Maschine, an dem sich das Schneidgeräth
l, und die Matrize k
befindet, gehalten wird, werden die kleinen Zapfen p, p
in zwei der kleinen Löcher der Scheibe gestekt, so daß sie als Klammer wirken, und
die Scheibe dermaßen in dieser Stellung erhalten, daß sie während des Herabtretens
des Schneidgeräthes keine seitliche Bewegung zu machen im Stande ist. Es ist klar,
daß sich diese Ausschlagmaschine von den gewöhnlichen, und namentlich von den beim
Ausschlagen der Kesselplatten gebräuchlichen nur in ihrer Anwendung unterscheidet.
Und ebenso ist es klar, daß jede Schwung- oder Stoßpresse zu demselben Zweke
dienen kann, so wie sich auch die Schneidgeräthe je nach der Form, welche die
auszuschlagenden Löcher bekommen sollen, mannichfach abändern lassen. Fig. 34, 35 und 36 stellen die
Schneidgeräthe d und k
einzeln für sich dar.
Fig. 37 ist
ein quer durch die Mitte des Schweißapparates geführter Durchschnitt, und Fig. 38 ein
Fronteaufriß hievon. a, a, a, a ist der Ofen, der vorne
und hinten Thüren hat, von denen die vordere geöffnet ist, um in das Innere bliken
zu lassen. Dieser Ofen ist gleich einem gewöhnlichen Flammofen mit einem
Schornsteine und einem
Register c versehen, welches zur Regulirung der Hize
dient. d ist eine kreisrunde Platte, die aus Eisen und
feuerfesten Ziegeln bestehen kann, und auf der Welle e
angebracht ist. Auf diese Platte müssen nun die Räder oder vielmehr die oben
beschriebenen Bestandtheile derselben gelegt werden, worauf man die Platte mit Hülfe
der Winkelräder f, f und der Treibwelle g langsam umtreibt, damit jeder Theil gleichmäßig der
Einwirkung der Hize ausgesezt wird. Wenn das Rad in dem Ofen die gehörige
Schweißhize bekommen hat, wird es mit einem Stößer oder einem anderen dazu
tauglichem Werkzeuge, welches von oben bei dem kegelförmigen Loche h eingeführt wird, geschlagen oder gestoßen, und auf
solche Art eine theilweise Schweißung seiner einzelnen Theile bewirkt. Ein anderes
passendes Werkzeug wird durch horizontale Oeffnungen, die sich an den Seiten des
Ofens befinden, eingeführt; und dieses Werkzeug wirkt, wenn es nach Art einer
gewöhnlichen Schere plözlich geöffnet und geschlossen wird, an entgegengesezten
Punkten auf die Felge, wodurch beim Umlaufen des Rades auf der Platte d, d die Schweißung der Speichen an die Felge befördert
wird. Wenn das Rad somit theilweise geschweißt worden, und sich auf einem zu seiner
Vollendung geeigneten Hizgrade befindet, so läßt man es auf den Schienen oder
Führern i, i in die Form k
herabgleiten, wie man in Fig. 38 sieht. Ist es
daselbst angelangt, so läßt man, indem man das Ende der Kette m losläßt, plözlich das Gewicht l darauf
herabfallen. Dieses Gewicht muß so lange fort aufgezogen und wieder herabgelassen
werden, bis die Schweißung gänzlich vollbracht ist. Wie man sieht, ist das Gewicht
oder der Bok l mittelst der Glieder n, n an der Kette m
aufgehängt. Seine senkrechte Bewegung ist durch die Reibungsrollen o, o, welche an den Säulen auf- und nieder
laufen, verbürgt. Die Verzahnung q, und die Getriebe r, r dienen dazu, den Mittelzapfen s in die Nabe des Rades zu heben, wodurch dieses in der
Form k genau in seiner Stellung gehalten wird. Es ist
klar, daß wenn man den Schweißproceß beendigen wollte, ehe das Metall der
atmosphärischen Luft ausgesezt wird, dieß leicht dadurch bewerkstelligt werden
könnte, daß man das Gewicht oder den Bok in die Wände des Ofens einsezt, und es
durch eine in dem Scheitel des Ofens anzubringende Oeffnung emporhebt oder
herabläßt. Wenn sich der Randkranz oder der äußere Umfang des Rades abnüzt, oder
durch den längeren Gebrauch schadhaft geworden ist, so kann man in diesem Apparate
sehr leicht einen gewöhnlichen Randkranz oder Radreifen an jedes alte Rad schweißen,
was gewiß besser ist, als wenn man einen solchen Reifen bloß durch heißes Anlegen
oder durch Nietungen befestigt.
Tafeln