| Titel: | Ueber einige in den englischen Kattundrukereien gebräuchliche Verfahrungsarten und Apparate. |
| Fundstelle: | Band 78, Jahrgang 1840, Nr. XX., S. 100 |
| Download: | XML |
XX.
Ueber einige in den englischen Kattundrukereien
gebraͤuchliche Verfahrungsarten und Apparate.Aus
der:„Geschichte der Zeugdrukerei, der dazu
gehoͤrigen Maschinen und Huͤlfswerkzeuge und der
Erfindungen im Gebiete des Colorits fuͤr den
Baumwollen-, Leinen-, Seiden- und
Schafwollendruk bis auf die neueste Zeit. Von Dr. Wilhelm Heinrich v.
Kurrer, mit Beitraͤgen von Dr. K. J. Kreutzberg.
Nuͤrnberg 1840, bei I. L. Schrag.“ In diesem
interessanten Werk wird zuerst die Entstehung und der gegenwaͤrtige
Bestand der Kattundrukereien in allen europaͤischen Laͤndern
behandelt; ein besonderes Capitel ist den Fortschritten, welche nach und nach
sowohl im mechanischen als chemischen Theile der gesammten Zeugdrukerei bis auf
die neueste Zeit gemacht wurden, gewidmet, und ein Anhang enthaͤlt die in
Frankreich und England zur Sicherung des Eigenthums an Originalmusterzeichnungen
bestehenden gesezlichen Maßregeln; endlich wird in Tabellenform eine Uebersicht
der Drukloͤhne in verschiedenen Laͤndern und des Umfanges der
Kattundrukerei in Europa mitgetheilt. A. d. R.
Mit Abbildungen auf Tab.
II.
Ueber einige in den englischen Kattundrukereien
gebraͤuchliche Verfahrungsarten und Apparate.
Die Kattunfabriken in England zeichnen sich nicht allein durch ihre große Ausdehnung,
sondern auch durch ihre vortrefflichen Einrichtungen und Maschinen, so wie die
zwekmäßigste Anordnung aller Operationen für schnell fördernde Fabrication aus. Sie
haben dieß vor den französischen und denen des Continents voraus, daß man in jeder
einzelnen Neues im mechanischen Fache antrifft; auch hat
jede Fabrik ihre eigenen Artikel, in welchen sie vor anderen excellirt. Es ist
dieses nicht bloß mit der ächten Ausarbeitung, sondern auch selbst mit den
Dampf- und Applicationsfarben der Fall, worin jedoch meist dunkler Genre
vorherrscht, weil in England selbst weißbödige Waare des Steinkohlenrauches und
Rußes wegen nicht viel getragen wird. Dadurch, daß fast jede Fabrik ihre
eigenthümlichen Artikel besizt, wird es auch nur möglich, dieselben in so hoher
Vollendung zu liefern.
Wir wollen den inneren Betrieb der englischen Drukfabriken in ihrem gegenwärtigem
Zustande näher beleuchten, und mit der ersten Vorarbeit, dem Bleichwesen,
beginnen.
Bleichen.
Für das Bleichen sind in Großbritannien viele Patente genommen, womit viele
Wichtigkeit gemacht wird, aber bei den meisten wenig reeller Vortheil damit
verbunden seyn soll. In Manchester selbst sind die Bleichereien meist von den
Fabriken entfernt, weil es kaum möglich ist, in dieser steinkohlendiken Luft ein
Stük Waare blendend weiß zu erhalten. Sehr viele Fabriken bleichen auch nicht
selbst. Die Laugenkessel sind gewöhnlich von Gußeisen, und meist so groß, daß sie
gegen 800 Stüke fassen können; Chlor- und Säurekufen von Sandstein, in den
Boden eingesezt. Ueberall wird mit Chlorkalk gebleicht. Gesengt wird im Allgemeinen
über einen glühenden Bogen (Cylinder) von Eisen, der dik genug ist, um, wenn er
glüht, von der darüber gezogenen Waare nicht geschwärzt zu werden. Es wird meist
jeden Tag ein anderer aufgesezt, und der alte wieder frisch gehämmert. Die Waare
wird sehr langsam darüber gezogen, und nur auf der rechten Seite einmal gesengt.
Collier's Schermaschine
(Tondeuse) ist in England nicht vorhanden, wohl aber
eine derselben bei John Black und Comp. in Schottland.
Die Reinigung geschieht überall in Waschrädern. Sehr sinnreich ist in Walter
Crum's Fabrik in
Thornliebank bei Glasgow eine durch die Dampfmaschine in Gang gesezte, und wirklich
ziemlich richtig gehende Uhr angebracht. Bei jedem Waschrade ist gleichfalls ein
kleines Zifferblatt mit darauf beweglichem Zeiger. Sind die Stüke in das Waschrad
gebracht, so sieht der Arbeiter auf die Centraluhr, und stellt seinen Zeiger auf
diejenige Minute, in der er, wenn sie auf der Uhr angezeigt wird, seine Stüke wieder
herausnehmen muß. In einigen Fabriken trifft man die Vorrichtung, daß die Waschräder
zugleich kleine Wasserräder bilden, die theils sich selbst, theils noch andere
Kleinigkeiten treiben.
Von ganz besonderer Wichtigkeit ist ein neuer, in Manchester construirter
Bleichapparat, für das Bleichen baumwollener und leinener Stoffe, welchen der
Erfinder mit einem Dampfkessel von hoher Pression, jedoch ohne Chlor und Säurekufen,
mit Ueberlassung der Patente für Oesterreich, Preußen und Bayern ab Manchester für
den Preis von 1500 Pfd. Sterling zu liefern geneigt ist.Ein Fabrikant, welcher sich diesen kostspieligen Bleichapparat vom Erfinder
selbst verschaffte, versichert uns, daß er nicht nur vollkommen mit der im
polyt. Journal (1839) Bd. LXXIV. S.
359 gelieferten Beschreibung und Abbildung übereinstimmt, sondern
daß es sich auch herausstellte, daß man bei der Anwendung desselben die
sonst erforderlichen Hülfsapparate, als Waschräder, Trokencylinder,
Chlor- und Säurekufen keineswegs entbehren kann, indem dieser
sogenannte Bleichapparat lediglich als ein Laugapparat mit Hochdrukdampf zu
betrachten ist, wie es a. a. O. schon bemerkt wurde; endlich hat sich der
Erfinder desselben, Hr. Wright in Manchester, zu seinem großen Schaden auch bald
überzeugt, daß sein Apparat zum raschen Bleichen von Flachsgarn und
Leinengeweben keineswegs anwendbar ist. A. d. R.
Handdrukerei.
Beim Druken der Waare trifft man mancherlei gute Vorrichtungen, mitunter auch manche
Spielereien an.
Das Druken mehrerer Farben mit einem Model, welches sich vorzüglich für Bodenwaaren
und für besonders dafür eingerichtete Streifmuster u. dergl. mehr eignet, findet
sich fast überall vor. Es geschieht dieses dadurch, daß auf dem Siebe (Chassis) vor
dem Druk zwischen jede einzelne Farbe ein schmales Streifchen Tuch gelegt, und mit
etwas in Terpenthinöhl geschmolzenem Wachs überzogen wird, so daß es an dem Siebe
fest klebt, und das Ineinanderfließen der Farben verhindert, ohne von ihnen
aufgelöst zu werden. Statt daß der Streicher hiezu wie gewöhnlich eine Bürste oder
ein mit Tuch überzogenes Querholz ist, wie lezteres hier nicht allein zum Irisiren,
sondern häufig auch für anderen Druk verwendet wird, ist es für diesen Druk ein in
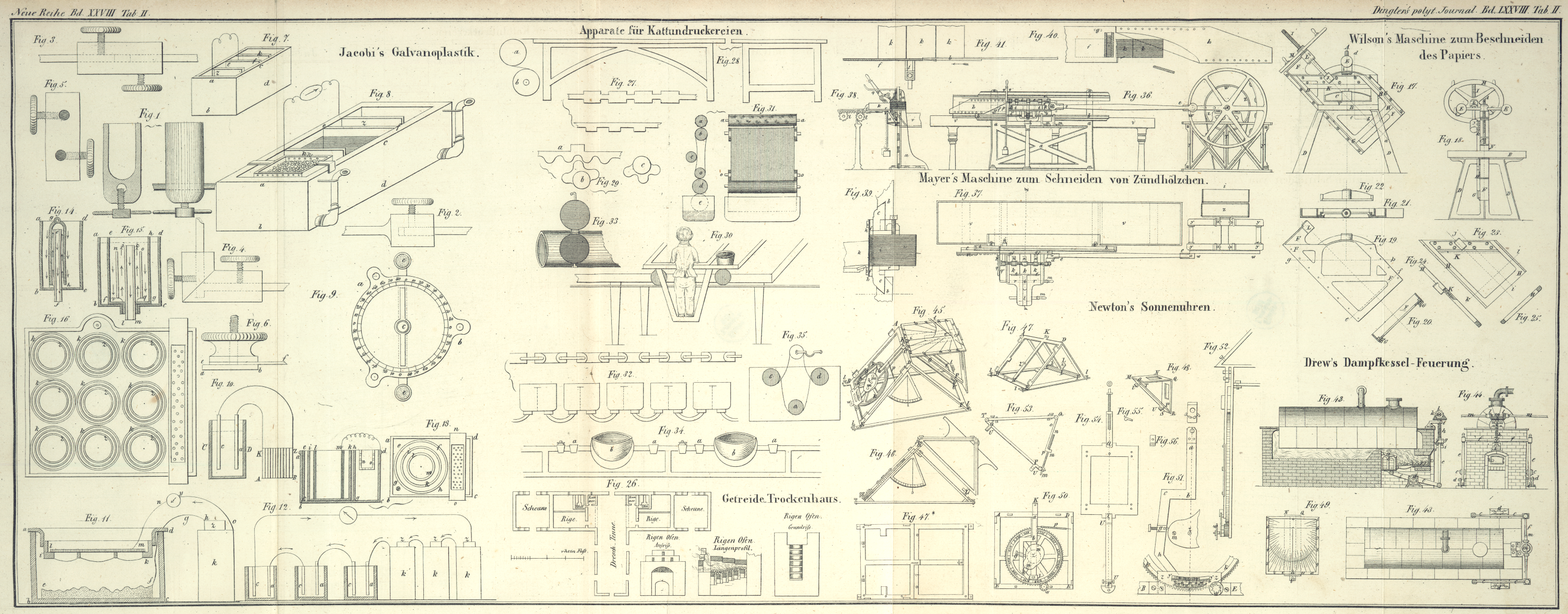
Walzen geschnittenes Holz, Fig. 27, wovon jede
einzelne Walze, auf der unteren Seite mit Tuch überzogen, in jede einzelne
Farbenabtheilung paßt.
Nach dieser Art werden einige Wollenmuster in der Fabrik von Walter Crum gedrukt, wo zuerst auf einmal die 4 dunkeln, und dann die 4 hellen Farben gegeben werden.
Bei Lloyd und Price: eine
eigene Vorrichtung an den Druktischen zum Druken der Waare, wobei ich keinen
besonderen Vortheil einsehe. Es besteht diese in angebrachten geheizten
Metallcylindern, Fig. 28. a ist die geheizte Walze; auf die
Walze b wird die getroknete Waare aufgerollt. Die
Zeichnung stellt zugleich einen englischen Druktisch vor. Druktische, Gestelle für
Chassis, Drukschlegel u.s.w. sind in England durchgehend von Gußeisen.
Bei Schwabe und Comp. an einigen Druktischen angebrachte
Selbststreicher zeigt Fig. 29
a; ein solcher wird durch die Bewegung zweier mit
einigen Zähnen besezten Rollen von b hin, und von c wieder zurük getrieben, und es fließt auf ihn aus
einem Farbenbehälter nach Maaßgabe des Musters Farbe nach. Der Druker scheint bei
dieser Vorrichtung mehr damit zu thun zu haben, als daß der Selbststreicher
Ersparung gewährte.
Von mehr Nuzen als jene beiden Vorrichtungen, besonders beim Schafwollen- und
Calicodruk, der häufig an langen Druktafeln vollzogen wird, sind die am Druktische
angebrachten Eisenbahnen Fig. 30, wonach nicht nur
das Chassis, sondern der Streicher selbst auf der Bahn vorwärts schreitet, immer dem
vorauseilenden Druker nach.
An einem langen Tische für Wollendruk findet man bei Walter Crum sogar zwei Druker mit zwei Locomotiven. Die Locomotive ist jedoch der Streichknabe
selbst, der sich und sein Sieb am Tische mit den Händen sehr leicht weiter schieben
kann. In den Drukstuben für den Handdruk sieht man in England gegenwärtig fast
keinen Vordruk, sondern meist nur Dampfgrün und Applicationsroth arbeiten. Viele
Sachen, die wir auf dem Continente bis jezt für Handdruk gehalten haben, sind
Maschinendruk; dahin gehören auch die Catechuböden mit Roth und anderen Farben, von
ausgezeichneter Schönheit, wozu natürlich die Reinheit des Druks wesentlich
beiträgt, und Waare erzeugt wird, die man bei uns mit dem Model vergeblich zu Stande
zu bringen sucht. Durch diese Beschränkung des Handdruks wird auch die Formstecherei
sehr beschränkt. Man trifft in Fabriken, die Hunderttausende von Stüken jährlich
erzeugen, höchstens 10 bis 12 Formstecher, und dieses sind meist nur junge
Leute.
Walzendruk. In keinem Lande der Welt trifft man diese Art
zu druken so vereinfacht und schnell fördernd an, als in Großbritannien. Die Räume
für denselben sind nichts weniger als hell und splendid ausgestattet, indem die
Maschinen stets bloß von der Seite Licht zugeführt erhalten, wo die gedrukte Waare
herauskommt; auf der entgegengesezten Seite brennt hingegen den ganzen Tag über eine
Oehl- oder Gaslampe. Die Maschinen selbst sind viel einfacher, als die der
Franzosen, und daher leichter zu regieren.
Einfache Walzendrukmaschinen sind sehr selten mehr im Gange. Das meiste Einfache wird
auf mehrfarbigen Maschinen gedrukt. Für die Bedienung einer zwei- bis
dreifarbigen Walzendrukmaschine hat man nur zwei Männer, die sie in Gang bringen,
und nur einige Knaben besorgen für alle zugleich das Puzen, Farbeholen, Durchdrüken
derselben u.s.w. Durch das sorgfältigste Aufdoken der Waare wird fernere Mühe beim
Druken selbst erspart. Niemand denkt beim Druken an das Breithalten der Waare. Beim
Aufdoken lauft das Stük gewöhnlich über eine sogenannte Ausbreitwalze.Dieser selbstthätige Strekapparat, welcher im Wesentlichen ganz mit dem im
ersten Septemberheft des polytechnischen Journals (Bd. LXXVII. S. 327) beschriebenen
übereinstimmt, bildet ohne Zweifel die wichtigste Verbesserung, welche seit
langer Zeit an den Walzendrukmaschinen gemacht wurde.A. d. R.
Diese Walze ist bei vielen Mangen- und Stärkemaschinen ebenfalls
angebracht.
Beim Walzendruk selbst ist das Stük durch 5 bis 6 eiserne Stäbe sehr streng
angespannt, und läuft gewöhnlich, ehe es an die Drukwalze kommt, noch über eine
dike, 8 bis 10 Zoll im Durchmesser haltende hölzerne Walze, die durch das Tuch
gedreht wird. Mitlaufende Stüke (Läufer) werden nirgends mehr angetroffen.
In der Fabrik von Butterworth und Brooks wird häufig bei mehrfarbigem Farbendruk zugleich mit den
Metallwalzen für schwere Farbenpartien eine hölzerne Walze mit ausgeschnittenen oder
eingesezten hölzernen Figuren angewandt. Diese werden auf folgende Art mit Farbe
versehen.
Die Walze e, Fig. 31, lauft in der
Farbe, und theilt diese der mit Tuch überzogenen Walze d
mit. Zwischen o und d läuft
ein Tuch ohne Ende. Dieses nimmt von d einen Theil der
Farbe auf. Die Farbe wird durch die Walze c nochmals
gleichmäßig auf dem Tuche vertheilt; das Tuch geht sodann durch die Walze a und b, von welchen a die hölzerne Drukwalze ist, und dadurch Farbe
aufnimmt.
Viele Sachen, die man auf dem Continent durchaus für Handdruk hält, sind, wie gesagt,
Maschinendruk, wobei jedoch bei manchen die Muster ganz aus freier Hand gravirt
werden. Man sieht auf diese Art viel Weiß und Orange für dunkelblaue Küpenwaare
druken.
Zum Troknen der auf der Maschine gedrukten Waare wird in
allen englischen Fabriken eine ungleich größere Hize, als bei uns auf dem Festlande
für gut gehalten wird, angewendet. Dieß geschieht entweder über Dampfkästen von
Gußeisen, worüber das Stük unmittelbar aus der Maschine geführt wird, und die wie
Fig. 32
zeigt, nebeneinander gestellt sind, oder es geschieht auch im Hot-Flue, oder
auch durch erhizte Luft, indem in einem durchbrochenen eisernen Boden, welcher der
Feuersgefahr halber durchgängig gefunden wird, ein hohler Raum sich befindet, der
durch über dem heizenden Feuer liegende, zum Glühen gebrachte Kupferbleche (manchmal
auch Eisenbleche, oft auch eiserne Röhren) geheizt wird, und die Hize durch den
durchbrochenen eisernen Boden dem Trokenraume abgibt, der immer über 50° R.
hat. Die Waaren, diesen Trokenraum verlassend, stürzen sich dann in einem luftigen
Zimmer auf die einfachste Weise von selbst, und werden dann 5 bis 6 Tage darin
hängen gelassen, wodurch die Essigsäure verflüchtigt, und mehr basische Salze mit
der Faser verbunden gebildet werden. Dieses lange Hängen betrachtet man mit Recht
als unumgänglich nothwendig, um unter dem zugleich mitaufgedrukten schweren Grunde
hervor beim Krappfärben ein intensives Schwarz zu erhalten.
Für die auf der Maschine gedrukte Waare trifft man sehr große Hängen an. Lloyd und Price besizen eine
derselben von 2000 Stüken Inhalt. Dieses Haus ist auch wohl das einzige in England,
in welchem eine Perrotine angetroffen wird.
Die Hot-Flues, theils zum Troknen der auf der
Walzendrukmaschine Maschine gedrukten, theils zum Abtroknen der grundirten Waare, sind in Gestalt, in
Höhe und Länge, je nach der Localität verschieden, und im Ganzen nichts anders, als
ein Raum, der ohne daß ein Theil in ihm einem übermäßigen Grad von Hize ausgesezt
würde, was bei andern Trokenanstalten (wie bei Ofen- und Röhrenheizungen)
fast immer der Fall ist, in eine ziemlich hohe Temperatur gebracht werden kann. Sie
bilden daher nichts Anderes, als ein Heizen mit erwärmter Luft. Die Temperatur wird
gewöhnlich nicht höher als 40 bis 45° R. gesteigert. Man ist gerade nicht
sehr sorgfältig in der Manipulation beim Abtroknen der grundirten Waare jeder
Gattung, findet jedoch immer sehr starke Mordants vortheilhafter als schwächere,
weil durch jene Streifen und Ungleichheiten ganz vermieden werden.
Die Hängen in den Türkischrothfärbereien sind denen in der Schweiz, fast analog. Ein
gutes Mittel, die in der ersten Zeit feuchte, und das Troknen hindernde Luft
hinwegzuschaffen, fand Baumgartner in Middleton, durch
eine ungefähr 1 1/2 Fuß im Durchmesser haltende blecherne Röhre Fig. 33, die in ein oder
zwei Eken des Trokenzimmers senkrecht ausgestellt, eine verschließbare Oeffnung hat.
Sie selbst ist unter dem Boden aber fortgeleitet, und mündet in einen Kamin aus.
Dadurch wird ein sehr starker Zug hervorgebracht, und man troknet in diesem
Etablissement auf solche Art in einem nicht großen Raume 900 Pfd. mit Oehl gebeiztes
Garn in 3 Stunden. Das Trokenzimmer ist dabei stets niedrig.
Die Farben für den Druk werden durchgängig mit Dampf gekocht. Gewöhnlich sind die
Kessel fest und unbeweglich, daher unbequem zum Ausgießen der Farbe und zum
Reinigen. Die freistehenden, die von den Dampfröhren selbst getragen werden, und
sich um ihre halbe Achse bewegen lassen, haben die aus Fig. 34 ersichtliche
Gestalt. a, a, a, a sind darin gut schließende
Stopfbüchsen, in denen die Kessel b, b sich um die halbe
Achse drehen lassen. Das Uebrige sind Dampfröhren.
In den Färbereien sind meist alle Gefäße von Gußeisen. Die
Kufen für Säuren, saure Salze, Chlor- und Chromverbindungen u.s.w. sind meist
von Stein, und dadurch von langer Dauer. Alle Waaren ohne Unterschied, wohin auch
Türkischroth gehört, werden mittelst Dampfheizung gefärbt. Die
Türkischrothfärbereien, und viele andere Fabriken, verarbeiten meist türkischen
Krapp, und haben dafür ihre eigenen Krappmühlen. Sonst wird noch viel französischer
und holländischer Krapp consumirt.
In den Blaufärbereien sind die Küpen alle vierekig,
gewöhnlich 10 Fuß tief, sehr häufig von Stein, hin und wieder auch von Eisen. Gewöhnlich werden
zwei Stüke auf einmal aufgespannt darin gefärbt. Noch häufiger wird jedoch nach Art
des Kühkothens über Rollen gefärbt, welches auch ausschließlich mit dem
Fayenceblaufärben der Fall ist. Wood und Wright haben die größte Fayence-Färberei. Es
stehen 27 Küpen in zwei Reihen neben einander; gewöhnlich werden 4 Stüke
zusammengenäht, die abwechselnd von c, Fig. 35, auf die Walze
d, und von der Walze d
auf die Walze a 30 bis 40 Minuten lang in jede Küpe
hineingehaspelt werden. In demselben Locale haben sie 8 Indigoblauküpen für
Dunkelblau neben einander stehen, worin in jeder die Waare bis zum Gutfärben einen
Zug erhält.
Bei Wood und Wright findet sich
auch eine Vorrichtung, das gewöhnliche Malerblau auf ziemlich leichte Weise zu
druken. Sie gründet sich auf dasselbe Verfahren, welches Kurrer schon vor 20 Jahren ausübte, nämlich: statt die Farbe auf das Sieb
zu streichen, liegt das Sieb hier unmittelbar auf der Farbe straff aufgespannt.
Lezteres besteht aus einem ganz leicht durchdringlichen Zeuge (Flanell), so daß,
wenn der Druker die Form einbringt, die Farbe durch das Zeug dringt, und wenn er sie
wieder wegnimmt, wieder unter das Zeug zurüksinkt, wodurch die Oxydation der Farbe
verhindert wird. Es versteht sich von selbst, daß der Druker in dieser Art zu druken
eingeübt seyn muß. Wenn übrigens für große Massen beim Möbeldruk, welche auf diese
Art gedrukt werden, die Fläche nicht ganz vollkommen rein ausgeglichen ist, so
erscheint sie nichtsdestoweniger reiner, als durch das Einmalen mit dem Pinsel.
Gedämpft wird immer noch meist auf Cylindern, weil man
bei Kattunen diese Art dem Dämpfen in den Kästen vorzieht.
Die Appretur wird auf den Trokenmaschinen gegeben, die
meistentheils aus Zinncylindern bestehen. Weiße Waaren, die für den Verkauf bestimmt
sind, werden gewöhnlich sehr stark gestärkt, und im trokenen Zustand die Appretur
auf Riesenmangen gegeben, von welcher Größe sie sonst
nirgends angetroffen werden. Bei den Trokenmaschinen, und wo es nur möglich, und
eine Waare zu legen oder zu falten ist, geschieht dieses gewöhnlich durch die
Maschinen selbst auf die mannichfaltigste Weise.
Es verdienen auch noch angeführt zu werden: die ungeheuren Schornsteine, von denen
oft mehrere in einen geleitet werden, und dieser auf eine in der Nähe befindliche
Anhöhe gesezt wird; dann die vorzüglich gut zubereiteten Farbholzextracte, nicht im
concreten, sondern im liquiden Zustande, die zu den hauptsächlichsten Hülfsmitteln
gerechnet werden, wodurch England so lange vorzugsweise vor uns in den Dampffarben
excellirte. In den meisten Fabriken sind auch Leute aufgestellt, bloß zur Durchsicht der Waare nach
fast jeder Operation, die alles Anstößige ausschießen, und ein Comité aus dem
Fabrikanten, Coloristen u.s.w. entscheidet über die Strafen in dieser Beziehung.
Daß alle Fabriken mit Gas beleuchtet werden, sezen wir als bekannt voraus.
Was übrigens die Ausführung und den Geschmak bei feinen Modemustern anbelangt,
gestehen die englischen Fabrikanten selbst, daß ihnen die Franzosen, so wie mehrere
andere Fabriken des Festlandes überlegen sind; eben so daß man in diesen
Etablissements weit häufiger gründliche Chemiker und geschiktere Zeichner findet,
wodurch die Erzeugnisse sowohl in Beziehung auf Kunst als Solidität und Geschmak
stets vorwaltend sind.
Die Kattunfabriken in Schottland liegen meist an
fließenden Wassern, was in England nicht zu finden ist. Sie haben vor den englischen
dieß voraus, daß die Beschaffenheit ihres Landes sie besser zur Fabrication
geeignete Orte wählen ließ, ohne sie von einer Centralstadt, wie Glasgow ist, gar zu
weit zu entfernen. Die Glasgower Fabriken befinden sich in einiger Entfernung von
der Stadt, einige fast im Hochlande. Sie liegen besonders zahlreich an einem kleinen
Flusse, der aus dem See Loch-Lomond in dem Clyde fließt, dessen Wasser seiner
Reinheit wegen berühmt ist. An diesem Flusse liegt auch die schöne
Türkischrothfärberei von Ewing und Comp.
Die Schotten sind im Allgemeinen wie in Allem, so auch in
ihrem Kattundruk hinter den Engländern zurükgeblieben. Besonders druken sie viel
schlechter, wenn auch sonst die Fabricate gleich gut wären. In der Einrichtung
stehen sie den Engländern kaum nach; sind aber, einzelne ausgenommen, meist nur
Nachahmer derselben, ohne Eigenes zu thun. Ausgezeichnet haben sie sich vorzüglich
in Türkischroth.
Die Flachpressen (Flat-Presses) sind Maschinen zum Druken für Hals- und
Schnupftücher mit flacher Kupferplatte.
Die Aezpressen (Discharging-Presses) sind Maschinen, in welchen die zuvor schon Uni
gefärbte Waare in Hals- oder Schnupftücher zusammengefaltet, zwischen zwei
Bleiplatten, in welchen die Dessins durchlöchert erscheinen, gepreßt, und durch
Eingießen einer äzenden Flüssigkeit (Discharging
Liquor), wie Chlorkalk in liquider Form und mit Wasser stark diluirte
Schwefelsäure, die ausgesparten Figuren entfärbt werden, und daher weiß erscheinen,
oder auch gelbe Figuren erzielt werden, wenn Bleiauflösungen angewendet, und
nachheriges Ausfärben im sauren chromsauren Kali stattfindet. In der Fabrik von Monteith Walker und Comp. waren im Jahre 1839 sechzehn solche Pressen zum Aezen der türkischrothen Waaren in einer Reihe
aufgestellt.Die Aezpressen bei den HHrn. Monteith und Comp. wurden eingeführt, ehe das Verfahren,
türkischrothe Zeuge durch Aufdruken von Weinsteinsäure und Passiren in der
Chlorkalkküpe weiß zu äzen, entdekt und bekannt war; man findet eine
Beschreibung derselben im polytechn. Journal Bd. XII. S. 72. Die genannte Fabrik
scheint sich dieses Apparates nur deßwegen noch immer zu bedienen, um aus
dem bedeutenden Capital, welches auf die höchst zwekmäßige und solide
Herstellung desselben verwendet wurde, den möglichsten Nuzen zu ziehen.A. d. R.
Die Oehlbeizen für Türkischroth werden hier alle mit Grundirmaschinen gegeben, wovon
über ein Duzend neben einander stehen, die durch mechanische Kraft in Betrieb gesezt
werden. Die Oehlbeizen befinden sich in einem erwärmten Zimmer ober den
Grundirmaschinen, werden mechanisch stets gerührt, und es fließt nur so viel Beize
hinab, als das Stük Waare consumirt.In den bedeutendsten Türkischrothfärbereien der Schweiz ist schon seit
mehreren Jahren dasselbe Verfahren gebräuchlich. A. d. R.
Das Färben der Waare wird mittelst Dampf betrieben. Die Dekel der Farbekästen gehen
bis zum Dach des Farbhauses, wodurch lezteres völlig dampffrei bleibt.
In der Türkischrothfärberei von Ewing und Comp. geschieht
das Auswinden der Oehlbeizwaare dadurch, daß der Beizer das Stük ganz einfach durch
ein an dem obern Theile seiner Beizschale angebrachtes Loch wie beim Drahtziehen
durchzieht, wodurch, weil das Loch sehr enge ist, die Flüssigkeit in die Beizschale
zurük gepreßt wird.
In den schottischen Bleichen wird alles Wasser, selbst das reinste, nur filtrirt
verwendet.Solche Filtrirapparate sind im polytechn. Journal Bd. LXVII. S. 140 beschrieben. A. d.
R. Die Druktische trifft man sehr häufig von Sandstein mit hölzernen Gestellen
an.
Seit dem Zwiste mit den Drukern (1834) sind in Schottland viele Frauen zum Druken
angestellt worden. Die Irländer haben seit mehreren
Jahren ebenfalls Drukerinnen. In England konnte man es
aber mit den Männern bis jezt nicht durchsezen, weibliche Individuen beim Druken
anstellen zu können.
Kein Land der Welt erzeugt eine solche Masse gedrukter Baumwollenstoffe, als
Großbritannien. Man kann dermalen das jährliche Erzeugniß auf 10 Millionen Stüke,
das Stük zu 28 Yards annehmen. Manche Drukereien produciren jährlich mehrere
hunderttausend Stüke, und einige Häuser, denen mehrere Fabriken gehören, können,
wenn Begehr dafür eintritt, eine Million Stüke liefern. Es ist jedoch hiebei zu
berüksichtigen, daß auch sehr viele geringe und falschfärbige Waare fabricirt wird,
weil zum Theil für Gegenden gearbeitet wird, wo man die Aechtheit der Farben weniger schäzt, und
nur möglichst wohlfeile Waare haben will.
Man kann überhaupt im Ganzen annehmen, daß in Europa jährlich über 17 Millionen Stüke
gedrukter Kattune erzeugt werden, die einen Werth von wenigstens 140 Millionen
Gulden Conv. Münze repräsentiren, und 3 1/2 Millionen Menschen mit Einschluß der
Spinn- und Weberei Beschäftigung gewähren.
Wir wollen jezt die Ursachen der Wohlfeilheit brittischer Drukwaaren beleuchten, die
hauptsächlich in Nachstehendem ihren Grund haben.
1) In dem wohlfeilen Einkauf der weißen Waare, dann der meisten zur Fabrication
derselben nöthigen Stoffe, als da sind: vor Allem das Brennmaterial, die meisten
Farbstoffe, die Chemikalien, die im Lande in ungewöhnlich niederm Preise zu haben
sind; die vervollkommneten und dabei überaus schnell fördernden Maschinen,
Hülfswerkzeuge und Eisenwaaren jeder Gattung u.s.w. Von diesen sinken viele
Erzeugnisse, z.B. Töpferwaaren, hauptsächlich dadurch sehr im Preise, weil durch die
Fabriken, indem sie immer in großer Anzahl beisammen liegen, eine ungeheure
Consumtion bewirkt wird. Auch ist von sehr vielen zur Fabrication nöthigen Stoffen
kein zinsverzehrendes Lager hinzulegen, da Waaren aller Art aus den vielen
Ungeheuern Doks, wo sie in Massen aufgehäuft, zu jeder Stunde zu beziehen sind.
2) Ein anderer Vortheil der englischen Fabriken besteht darin: daß das ungeheure Feld
ihres Absazes ihnen in einzelnen Artikeln große Massen zu arbeiten erlaubt, weßhalb
die meisten sich auch nur auf einige Artikel beschränken, die sie dadurch natürlich
in größerer Vollkommenheit produciren, weil die Arbeiter damit vollkommen vertraut,
und Ausschuß nur selten vorkommt, und dadurch auch die Kosten für theure Coloristen
wegfallen. In vielen Fabriken sind besondere Leute aufgestellt, für nichts anderes,
als zum Durchsehen der Waare selbst, wo alles Anstößige ausgeschossen wird.
Der Nachtheil des theuren Lebens, so wie der theuren Arbeiter gleicht sich durch die
größere Geschiklichkeit derselben theilweise aus, theils wissen ihn die Fabrikanten
auch auf andere Weise zu ersezen; so befindet sich z.B. in der Fabrik von Walter Crum nicht ein einziger Model, der zweimal
abgeschlagen wird, wie dieses selbst bei den dunkelsten Wollengründen der Fall ist.
Die Mödel sind überall in jeder nur etwas schweren Partie gefilzt, und mit
Kupfer- oder Holzeinfassung versehen, wodurch der schwerste Deker nicht
theurer bezahlt wird, als der Vordruk, oder die leichteste Paßfarbe, die alle in
einem Preise, und zwar in Glasgow in folgendem Verhältnisse stehen: ist das Stük 3 Mödel
breit 6 1/2 Den. (19 1/2 kr. rheinisch), 4 Mödel 8 Den. (24 kr.), 5 Mödel 9 Den., 6
Mödel 10 Den. Die meisten Mödel sind daher sehr breit und auf 3 Reihen eingerichtet.
Die Formschneider verlieren an ihrer Kostspieligkeit durch die unbegreifliche
Schnelligkeit im Arbeiten; auch wird ihnen leztere dadurch erleichtert, daß alle
Mödel von einer Art Ahorn oder Platane (englisch plane
tree) gemacht werden. Das Holz wird aus dem schottischen Hochlande bezogen,
indem das der Höhe dem des Flachlandes vorgezogen wird. Es ist für die feinste und
zarteste Stecherei geeignet. Für Oesterreich, Bayern und die Schweiz dürften die
Tyroler- und Schweizer-Gebirge dasselbe von gleicher Güte liefern.
In sehr vielen Fabriken Englands, welches in Schottland nicht der Fall ist, trifft
man gar keine Taglöhner, sondern alles wird nach der Anzahl der Stüke bezahlt:
Bleicher, Färber, Wascher, Manger u.s.w. Man nimmt dabei an, daß eine große
Ersparung dadurch erwachse, und durch große Aufsicht, Strenge und Geldstrafen das
Hudeln sehr leicht verhindert werde.
Ein anderer kostspieliger Artikel, besonders in England, sind zwar die Maurer, wo
einer häufig wöchentlich 1 1/2 Pfd. St. verdient. Die englischen Fabrikanten wissen
sie aber bei ihren Bauten möglichst entfernt zu halten, indem sie ihre Gebäude
selten massiv herstellen, statt Mauerwerk im Innern gußeiserne Säulen, und selbst
den äußern Theil erlaubt das gelinde Klima leichter als bei uns aufzuführen.
3) Einen weitern wesentlichen Vortheil: die Ersparung der Handlöhne, bieten die
Maschinen dar, welche einfacher für Führung simpler Arbeiter eingerichtet sind, als
bei uns. So wird z.B. eine 6 Farbenwalzendrukmaschine durch 2 gemeine Arbeiter
versehen, denen nur noch zwei Knaben, die noch ein halb Duzend andere Maschinen im
Ab- und Zutragen zu bedienen haben, beigegeben sind. Eine solche Maschine
wird in derselben Zeit in Gang gebracht, als man bei uns eine zweifarbige in Betrieb
sezt. Auch sind die Arbeiter sehr geschikt in der Nachahmung von jeder Art des
Handdruks durch ihre Maschinen. Man sieht z.B. mit der Drei- und
Vierfarbenmaschine Vordruk, Eindruk und Dekfarben zugleich druken; eben so Weißpapp
und Chromorangepapp für Dunkelblau, dann die schwersten und dunkelsten Catechudeker
u.s.w., viel auf dem Rouleau druken, wofür häufig ganze Walzen aus freier Hand
gravirt werden, wie denn überhaupt das Graviren aus freier Hand in England viel mehr
als auf dem Festlande vorkommt.
4) Zu den Hülfsmitteln, die zur Wohlfeilheit brittischer Drukwaaren beitragen, gehört
noch die gute Haushaltung in den Fabriken selbst. Sehr viele Fabrikanten bereiten
sich z.B. ihr Wachstuch für die Siebe selbst. Mit großer Sparsamkeit wird die
chromgelb oder indigoblau gefärbte Waare erst in einer Kufe ausgewaschen und nach
einiger Sättigung die Flüssigkeit wieder verwendet, oder bei leztern der Indig
mittelst einer Säure niedergeschlagen, durch welches Verfahren, besonders bei
Dunkelblau, manches Pfund Indig wieder gewonnen wird.
Auf die Reinigung und Conservirung der Siebe und Druktücher wird gleichfalls
besondere Aufmerksamkeit verwendet.
Uebrigens versteht es sich von selbst, daß zur Vollendung der Ursachen der wohlfeilen
englischen Waaren noch die leichte Communication im Lande und die leichte Versendung
beiträgt.
Tafeln