| Titel: | Verbesserungen an den Maschinen zur Fabrication von Röhren, röhrenartigen Cylindern und andern Artikeln aus Metall etc., worauf sich John Hanson, Bleiröhrenfabrikant in Huddersfield in der Grafschaft York, und Charles Hanson, Kleinuhrmacher ebendaselbst, am 31. August 1837 ein Patent ertheilen ließen. |
| Fundstelle: | Band 78, Jahrgang 1840, Nr. XLI., S. 202 |
| Download: | XML |
XLI.
Verbesserungen an den Maschinen zur Fabrication
von Roͤhren, roͤhrenartigen Cylindern und andern Artikeln aus Metall etc.,
worauf sich John
Hanson, Bleiroͤhrenfabrikant in Huddersfield in der Grafschaft York,
und Charles Hanson,
Kleinuhrmacher ebendaselbst, am 31. August 1837
ein Patent ertheilen ließen.
Aus dem London Journal of arts. August 1840, S.
344.
Mit Abbildungen auf Tab.
III.
Hanson's verbesserte Maschinen zur Fabrication von Roͤhren
und roͤhrenartigen Cylindern etc.
Vorliegende Verbesserungen an Maschinen oder Apparaten zur Fabrication metallener
Röhren beziehen sich auf einen Apparat zur Verfertigung bleierner oder zinnerner
Röhren oder Röhren aus einer Composition von Blei und andern Metallen, z.B. Zinn
oder Zink, oder irgend einer andern Legirung weicher Metalle. Diese lassen sich im
festen Zustande unter Anwendung eines starken Druks aus einem Cylinder oder
Recipienten zwischen Formmündungen, welche einen Kern enthalten, hindurchquetschen
oder herauspressen, ein Verfahren, welches bereits in der Specification eines dem
Thomas Burr zu Shrewsbury unterm 11. April 1820
ertheilten Patentes beschrieben worden ist (polyt. Journal Bd. IX. S. 332).
Die erwähnten Verbesserungen nun bestehen:
1) In der Construction und Anwendung eines kurzen
feststehenden, den innern Durchmesser oder das Kaliber der genannten Röhren
bestimmenden Kerns, im Gegensaz zu dem in der Specification des genannten Thomas Burr beschriebenen langen
beweglichen Kern, welcher bei seinem Apparate an dem Kolben des Cylinders
befestigt ist, und wegen der Ungleichförmigkeit der Ausdehnung und Zusammenziehung
des Metalls in Folge wechselnder Temperatur, ungleichförmiger Pressung und anderer
Ursachen, Gefahr läuft, sich zu werfen und aus der ihm genau angewiesenen Linie und
dem Centrum der Formmündung zu weichen.
2) In einer verbesserten Methode der Construction, Anordnung und Adjustirung der den
äußern Röhrendurchmesser bestimmenden Formmündungen, deren Zwek darauf hinausgeht,
den Arbeiter in den Stand zu sezen, die Mündung leicht und ohne Mühe mit dem Kern zu
centriren, wenn er, um Röhren von verschiedenem Kaliber zu bilden, neue Formstüke und Kerne
in den Cylinder bringt oder wenn dieselben aus irgend einer Ursache aus ihrer
richtigen Stellung weichen sollten.
3) In der Construction und Anwendung der genannten verbesserten Theile, wodurch wir
im Stande sind, zwei, drei oder mehrere Röhrenlängen gleichzeitig und im Verlauf
einer und derselben Operation zu verfertigen.
4) In der Anordnung eines fixirten Querstüks oder eines Steges, welcher in der Nähe
der Formmündung an dem Cylinderende in der Absicht angebracht ist, dem langen
beweglichen, an den Kolben befestigten Kern als Leitung zu dienen und ihn im Centrum
der Formöffnung zu halten, vorausgesezt, daß überhaupt diese Art von Kern bei der
Röhrenfabrication in Anwendung kommen soll.
Durch diese verschiedenen Verbesserungen sind wir in den Stand gesezt, den genannten
Apparat in einer von der Anordnung der Burr'schen
Maschine abweichenden Stellung in Wirksamkeit zu sezen und die Arbeit in diesem
Fabricationszweig bedeutend zu erleichtern. Unser verbesserter Apparat ist so
gestellt, daß er die Röhren nach Unten zu anstatt aufwärts liefert, wodurch die
Nothwendigkeit beseitigt ist, den Cylinder durch die Formöffnung selbst, oder durch
die zu diesem Zwek in das massive Cylinderende gebohrten Löcher mit dem
geschmolzenen Metall zu füllen. Solche Oeffnungen müssen, wenn sie angewendet werden
sollen, nachher mit Stöpseln oder Schrauben verschlossen werden.
Der Cylinder oder Recipient unseres verbesserten Apparates wird an dem der
Formmündung und ihrem Kern gegenüberliegenden Ende gefüllt, indem man das
geschmolzene Blei durch eine seitwärts in der Cylinderwand unmittelbar unter dem
Kolben angebrachte Oeffnung hineingießt, wenn nämlich Formmündung und Kolben im
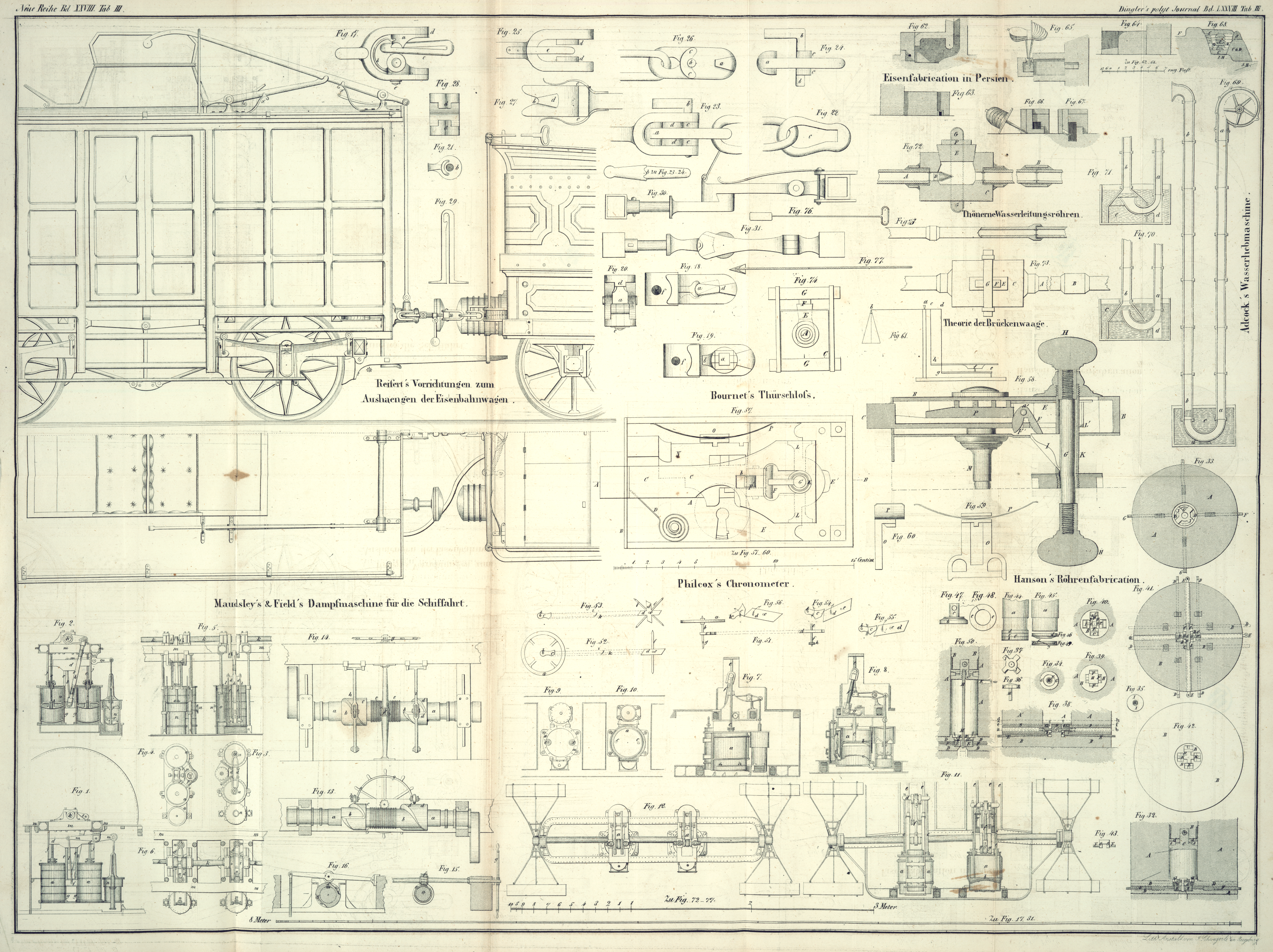
Maximum ihrer Entfernung stehen, wie Fig. 50 zeigt. Die
genannte Oeffnung schließt sich, so wie der Kolben an ihr vorübergeht. Wir sind
ferner in den Stand gesezt, der Mündung und ihrem Kern, oder andern an dem
Cylinderboden befindlichen Theilen leicht Oehl oder sonstige Schmiermittel
beizubringen, ehe eine neue Ladung des Materials eingegossen wird. Zu erwähnen ist
endlich noch eine verbesserte Construction des Kolbens in Anwendung auf den für den
Proceß der Röhrenfabrication gebräuchlichen Cylinder. Alle diese Verbesserungen
werden verständlicher werden, indem ich mich auf die beigegebenen Abbildungen
beziehe, von denen mehrere den Cylinder im Durchschnitt und Aufriß darstellen,
andere nach einem größeren Maaßstabe einzelne Theile des Apparates
repräsentiren.
Fig. 32 ist
ein senkrechter Durchschnitt von der untern Partie des Cylinders mit dem daran
befindlichen Kolben; derselbe Durchschnitt stellt auch unsere verbesserte
Construction eines kurzen Kerns mit der dazu gehörigen Formöffnung dar. Fig. 33 ist
ein horizontaler Durchschnitt des Cylinders nach der Linie a,
b, Fig.
32, gerade über dem zur Leitung des Kerns dienenden Steg oder Querstük;
Fig. 34
ein ähnlicher partieller Durchschnitt desselben, nach der Linie c, d, Fig. 32, gerade unter dem
Steg genommen, um die Formöffnung deutlich zu zeigen; Fig. 35 ein Grundriß der
Formöffnung, welcher die Lage des Kerns innerhalb der ringförmigen Oeffnung zeigt;
Fig. 36
ist eine Seitenansicht des kurzen feststehenden Kerns mit seinem Quersteg; Fig. 37 die
obere Ansicht desselben. A, A stellt einen Theil des
Cylinders dar, B die in dem obern Theil des starken
Maschinengestelles befestigte Kolbenstange; c den mit
der Stange fest verbundenen Kolben, von welchem die verschiedenen Details Fig. 44 bis
49
inclus. abgesondert sichtbar sind; die nähere Beschreibung des Kolbens wird unten
folgen. D ist die mit dem Cylinder fest verbundene
untere Bodenplatte, welche an eine starke hohle Säule, an eine oben auf den
gewöhnlichen hydraulischen Preßkolben befindliche Tafel oder Platte befestigt ist.
E ist die Formöffnung, welche, wie die Abbildungen
zeigen, in einen vertieften Raum im Boden des Cylinders eingelassen ist; F, F sind Stellschrauben, um die Lage des Formrings
rüksichtlich des Kerns zu reguliren. G ist eine aufs
genaueste in die genannte Vertiefung des Cylinderbodens eingelassene dünne
Stahlplatte, welche verhüten soll, daß das Blei oder sonstige Metallgemisch zwischen
die Ränder des Formrings in das Innere der Vertiefung und zu den Richtschrauben oder
Schraubengängen gelange und eine Stokung verursache. H
ist der kurze feststehende Kern, welcher auf eine passende Weise in das Querstük,
den Steg oder Hälter J, J eingelassen ist; lezterer ist
gleichfalls genau in eine andere in die untere Cylinderplatte gearbeitete etwas
weitere Senkung eingesezt, welche über derjenigen Vertiefung liegt, in welcher sich
das Mündungsstük befindet.
Der Act der Röhrenfabrication ist nun folgender: Nachdem ein Formstük und ein Kern
von erforderlichem Durchmesser an die Bodenplatte des Cylinders befestigt, genau
gerichtet, und der Cylinder mit seinen übrigen Theilen niedergelassen worden ist, so
läßt man aus einem Behälter, welcher das geschmolzene Metall enthält, eine Füllung
Bleies oder andern weichen Metalls durch die an der Cylinderwand unmittelbar unter
dem Kolben angebrachte Füllöffnung eintreten. Sobald das Metall sich gesezt hat und
zu erhärten beginnt, wird, bevor es erkaltet, die Kraft der hydraulischen Presse in
Thätigkeit gesezt. Indem nun der hydraulische Preßkolben, die hohle Säule, die
Preßplatte und der Cylinder oder Bleibehälter sammt seinem Boden, worin Formmündung
und Kern sich befinden, in die Höhe geht, wird zuerst die Füllöffnung durch den
stehenden Kolben verschlossen. Das Metall ist darauf genöthigt, nach der Richtung
der Pfeile Fig.
32 zwischen den Armen des Kreuzsteges oder Hälters J hindurch in die Vertiefung der Bodenplatte D,
D und von da durch den ringförmigen Raum zwischen der Form E und dem Kern H zu treten
und den Cylinder in Gestalt einer Röhre oder eines röhrenförmigen Stüks zu
verlassen, dessen Weite von dem Durchmesser der Form oder des Kerns abhängt. Die
Röhre wikelt sich, so wie sie aus der Maschine tritt, auf eine Trommel oder einen
Haspel.
Ich bemerke hier, daß man annehmen könnte, das bei seinem Herabsteigen durch die vier
Arme des Stegs zertheilte Metall werde sich in dem Moment seines Eintritts in den
ringförmigen Raum zwischen Kern und Formöffnung nicht leicht wieder vereinigen.
Praktische Versuche jedoch haben das Gegentheil gelehrt, indem das Metall unsern
verbesserten Apparat als vollkommen solide und compacte Röhre verläßt.
Fig. 38 ist
ein anderer senkrechter Durchschnitt des untern Cylindertheils, welcher den neuen
Bau unseres verbesserten Mechanismus und seine Anwendung zeigt. Diesem ist eine
solche Einrichtung gegeben, daß sich gleichzeitig vier verschiedene Längen von
Röhren oder Röhrenstüken aus einem Cylinder bilden
lassen. Fig.
39 zeigt einen horizontalen theilweisen Durchschnitt desselben nach der
Linie g, h, Fig. 38. Fig. 40 einen
horizontalen Durchschnitt nach der Linie e, f mit
entfernter Platte H. Fig. 41 ist ein anderer
horizontaler Durchschnitt durch Form und Kern nach der Linie a, b, Fig. 38. Fig. 42 ist ein Grundriß des Cylinderbodens, wobei Form und Kern, um
seinen Bau zu zeigen, entfernt sind; Fig. 43 eine
Seitenansicht eines aus der Maschine genommenen Kerns. A,
A stellt den Cylinder, B, B den Boden desselben
und C, C die Formstüke dar, deren Oeffnungen bei
gegenwärtiger Construction horizontal liegen. D, D sind
Schrauben, um die waagerechte Stellung der Formöffnungen nach den Kernen genau zu
richten und zu adjustiren; E, E sind Keile, um die
senkrechte Stellung der Formöffnungen nach den Kernen zu richten. Die Kerne F, F sind innen befestigt und bilden einen Theil der
ineinander gefügten Metallstüke G, G, welche, wie die
Abbildungen darthun, in den Boden des Cylinders so eingelassen sind, daß dabei die
Stabilität ihrer Lage gesichert ist. Die Pfeile deuten den Weg des in Gestalt von
Röhren aus dem Cylinder tretenden Metalls an, wie dieß auch in den andern Figuren
ersichtlich ist. H ist die dünne Stahlplatte, in welche
vier Oeffnungen gearbeitet sind. Sie correspondirt mit den in dem Cylinderboden
befindlichen Vertiefungen und ist oben an den Formöffnungen angebracht, um den Zutritt
des Metalls zu den Richtschrauben zu verhindern; i, i
sind dergleichen Platten, zu demselben Zwek vorn an den Formöffnungen angebracht, um
nämlich zu verhüten, daß das Metall zu den Keilen gelange. In den Boden des
Cylinders sind vier Vertiefungen K, K gearbeitet, welche
Fig. 42
einzeln sichtbar sind, um dem Metall den Zutritt zu den verschiedenen Formöffnungen
zu gestatten.
Fig. 44 zeigt
die Kolbenstange vom Cylinder getrennt, mit unserer verbesserten Construction des
daran befestigten Kolbens. Fig. 45 ist eine ähnliche
Ansicht mit den auseinander genommenen Fig. 46, 47, 48 und 49 einzeln sichtbaren
Theilen des Kolbens. a ist die Kolbenstange, b das untere Ende oder die untere Platte des Kolbens,
welche mit Hülfe des Pfloks c an die Stange befestigt
ist; d die obere Kolbenplatte. Zwischen den kegelförmig
abgedrehten Platten d und b
befindet sich der Fig. 48 in der oberen Ansicht und Fig. 49 im Durchschnitt
sichtbare Ring e. Dieser ist gegen das Centrum zu
gleichfalls kegelförmig gearbeitet und in der Richtung der Linie f, g, Fig. 49, aufgesägt, so
daß er nunmehr nothwendigerweise sich ausdehnen, unter starker Pressung einen engen
Kolbenschluß bewirken, und dadurch das Entweichen des Metalls neben dem Kolben
verhüten muß. Die Verbindung des Kolbens mit seiner Stange a wird durch einen Bolzen h, welcher durch die
Kolbenstange und den Pflok c gestekt ist, oder auf eine
sonstige passende Weise bewerkstelligt.
Fig. 50 ist
der verticale Durchschnitt eines Cylinders und Kolbens, welcher unsere lezte in
Ausführung gebrachte Verbesserung zeigt. Diese betrifft nämlich die Anwendung einer
Leitung oder eines Stegs, durch welchen der lange an den Kolben befestigte Kern in
der Absicht, ihn mit der Formöffnung central zu erhalten, geführt ist. A, A ist der Cylinder, B die
Kolbenstange, C der Kolben, D der Cylinderboden, E die Formöffnung, G die dünne Stahlplatte, F
die Richtschrauben, H ist der lange an den Kolben C befestigte Kern, welcher, mit dem Kolben zugleich
arbeitend, frei durch die Leitung oder den Steg i, i
gleitet, der zu diesem Zwek ein genau ausgebohrtes Loch besizt. Hieraus folgt, daß
der Kern sich stets stabil und mit der Formöffnung central erhalten muß. K ist die Oeffnung, durch welche der Cylinder mit
geschmolzenem Metall gefüllt wird.
Wir müssen hier noch den Wunsch zu erkennen geben, daß man nicht annehmen möge, wir
haben die Absicht, uns selbst auf die oben beschriebene Fabricationsmethode zu
beschränken, indem wir den Cylinder mit dem hydraulischen Drukkolben und andern
Theilen sich aufwärts bewegen lassen, während der Kolben stille steht; der Erfolg
bleibt ja derselbe, wenn der Cylinder fest steht, die Kraft der hydraulischen Presse aber auf den
obern Theil der Kolbenstange wirkt, und sie in den Cylinder hinabtreibt. Eben so
wenig beschränken wir uns auf die Verfertigung des vierarmigen Querstüks oder Stegs
zum Halten und Leiten des kurzen oder langen Kerns, möge der Steg überdieß mit
einem, zwei oder drei Armen versehen seyn. Alle diese Modificationen können leicht
jedem Mechaniker in Vorschlag gebracht werden, ohne von unserer Erfindung
abzuweichen.
Nachdem wir nun das Wesentliche unserer Verbesserungen und die Mittel sie mit Erfolg
anzuwenden, ins Detail beschrieben und erläutert haben, müssen wir noch bemerken,
daß wir nicht beabsichtigen, auf irgend einen Theil des Cylinders oder des Kolbens
oder auf die Art ihn nach dem Maschinenwerk der Presse oder eines sonstigen
Apparates einzurichten, eben so wenig auf die Methode sie mit einander zu verbinden,
Anspruch machen, indem diesen Anordnungen nichts neues zu Grunde liegt; sie mögen
daher, um auf verschiedene mechanische Constructionen zu passen, auf diese oder jene
Weise modificirt werden.
Unsere Erfindung besteht, wie in gegenwärtiger Darstellung oben bereits erwähnt
wurde, erstens in der Anordnung und Construction des kurzen feststehenden Kerns H zur Bestimmung der innern Röhrenweite; zweitens in
einer verbesserten Methode, die Formmündung, welche die äußere Röhrenweite bestimmt,
vorzurichten und zu adjustiren; drittens in einer solchen Anordnung der genannten
verbesserten Theile, daß zwei, drei oder mehrere Röhren gleichzeitig im Verlauf
einer und derselben Operation verfertigt werden können; viertens in der Anwendung
des befestigten Leitungsstegs, um den langen beweglichen, an den Kolben befestigten
Kern in seiner Bahn zu halten, und ihn mit der Formöffnung zu centriren; endlich in
dem zum Behuf der Röhrenfabrication verbesserten Kolben C.
Tafeln