| Titel: | Verbesserungen in der Fabrication der Scharniere, worauf sich Samuel Wilkes, Eisengießer in Darlesten in der Grafschaft Stafford, am 21. Jan. 1840 ein Patent ertheilen ließ. |
| Fundstelle: | Band 79, Jahrgang 1841, Nr. XVI., S. 82 |
| Download: | XML |
XVI.
Verbesserungen in der Fabrication der Scharniere,
worauf sich Samuel Wilkes,
Eisengießer in Darlesten in der Grafschaft Stafford, am 21. Jan. 1840 ein Patent ertheilen ließ.
Aus dem Repertory of Patent-Inventions. Okt. 1840,
S. 201.
Mit Abbildungen auf Tab.
II.
Wilkes' Verbesserungen in der Fabrication der
Scharniere.
Meine Erfindung betrifft eine Verfertigungsmethode der Scharniere, indem ich die zwei
Seiten oder Lappen und die daran befindlichen Scharniergewinde zugleich an eine
geeignete Achse gieße. Zur bessern Erläuterung meiner Erfindung gehe ich sogleich
auf die Beschreibung der beigefügten Zeichnungen über.
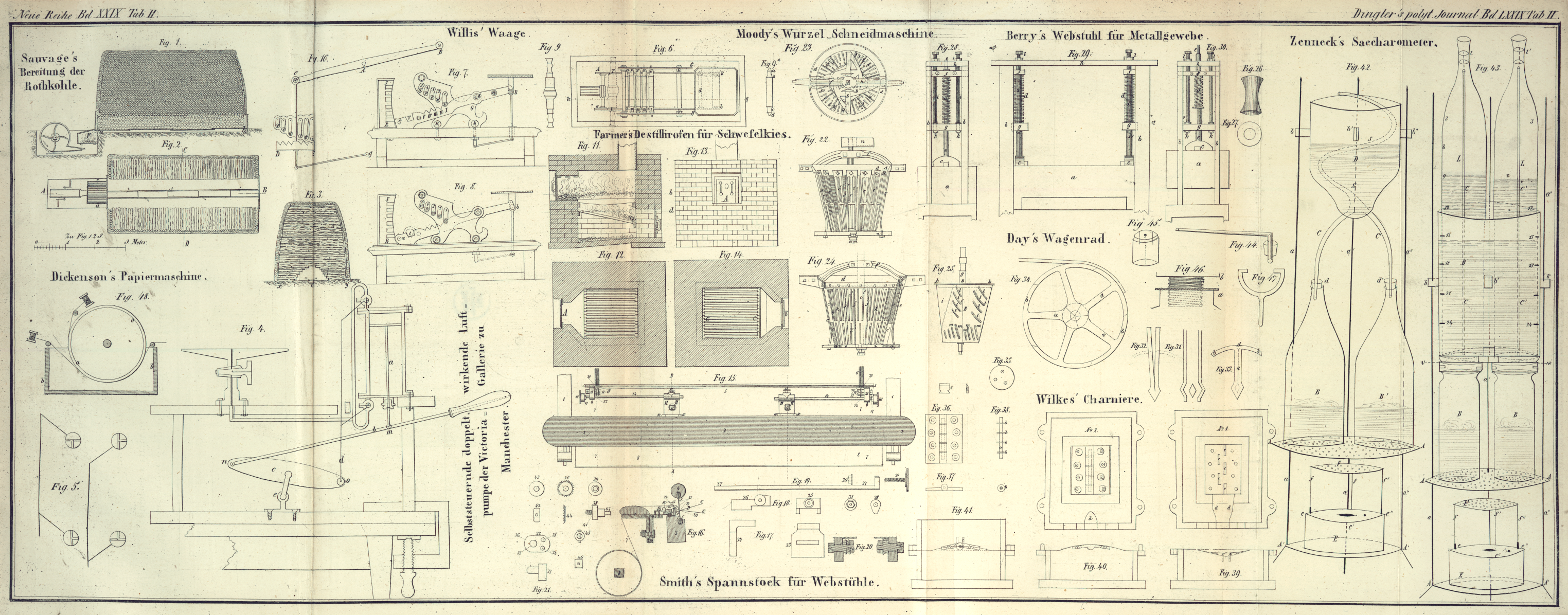
Fig. 36 zeigt
den Grundriß eines meiner Erfindung gemäß construirten Scharniers.
Fig. 37 ist
eine Seitenansicht von Fig. 36.
Fig. 38 ist
eine Achse, worauf gewisse Scheiben oder Platten angebracht sind, welche die Theile
des Scharniergewindes getrennt halten, und das Zusammenfließen des geschmolzenen
Metalls verhindern. Die Zwischenplatten sind, wie aus der Figur erhellt, dünne
kreisrunde Scheiben aus Eisen oder anderem Metall. Wenn das Scharnier gegossen ist,
so bleiben diese Platten als Theile des Scharniers zurük; dieß ist indessen nicht
absolut nothwendig, indem die fraglichen Platten aus dikem übertünchtem und
bestreutem Papier oder sonst geeignetem Material bestehen können, welches während
des Gießens benuzt wird, um zu verhüten, daß das flüssige Metall der beiden Lappen
oder Seitenstüke an den Scharniergewinden zusammenlaufe, deren Theile somit getrennt
bleiben. Ich halte es übrigens für besser, metallene Scheiben (Fig. 36) für den
angegebenen Zwek anzuwenden. Die Scheiben b sind in
ihrer Mitte durchbohrt, und gleiten schlußdicht auf der Achse a; sie werden in geeigneten Abständen von einander auf die leztere
geschoben und halten auf derselben hinreichend fest. Die Achse und die auf ihr
befindlichen Scheiben werden mit gebranntem Thon übertüncht und überstäubt, und sind
nun so weit vorbereitet, daß sie in die Form eingesezt werden können; diese nimmt
das geschmolzene Metall, woraus das Scharnier bestehen soll, auf, wobei dann, indem
das Metall über die genannten Theile fließt, jene zwei Lappen oder Seitenstüke nebst
den Scharniergewinden sich bilden. Nachdem ich somit das meiner Erfindung gemäß
durch gleichzeitiges Angießen zweier Lappen an eine angemessene Achse gebildete
Scharnier dem Wesen nach beschrieben habe, will ich nun erklären, wie ich die Formen
zum Gießen der Scharniere herstelle. Ich nehme einen Rahmen von derselben
Beschaffenheit, wie ein solcher, dessen man sich gewöhnlich in der Förmerei bedient,
fülle ihn mit Sand und wende ihn, nachdem ich den Sand gehörig hineingepreßt habe,
auf die andere Seite, um die ebene glatte Fläche benuzen zu können; darauf lege ich
je nach der Größe der Form eine oder mehrere Scharniermodelle auf die Fläche. Der
leichteren Beschreibung wegen habe ich nur eine kleine Form, die sich zum Gießen
eines Scharniers auf einmal eignet, in der Zeichnung angegeben. Der Gießer wird
indessen wohl begreifen, daß, wenn die Form weit genug ist, mehrere Scharniere darin
gegossen werden können.
Nachdem ich die Vorderfläche des Scharniers in den Sandrahmen eingedrükt habe, lege
ich in jedes der offenen Gewinde des Scharniers eiserne Ausfüllungen c. Darauf deke ich einen leeren Rahmen über den ersten
und fülle ihn mit Sand, den ich gehörig einstampfe, um eine geeignete Formhälfte zu
erhalten, ein Verfahren, welches den Förmern wohl bekannt ist. Nachdem ich den
oberen Rahmen gefüllt habe, bedeke ich ihn mit einem Brett, wende beide Rahmen um,
und nehme den ersten Sandrahmen von dem unteren hinweg, wobei dieser das Scharnier,
die Vorderfläche aufwärts gekehrt, im zweiten Rahmen zurükläßt. Darauf deke ich
einen leeren Rahmen auf den zweiten Rahmen, fülle ihn mit Sand, um einen Abdruk von
der Formhälfte, worin das Scharniermodell sich befindet, zu nehmen, und nachdem ich
ihn gefüllt und den Sand festgestampft habe, nehme ich den lezten Sandrahmen ab,
worauf eine für den Gebrauch fertige Formhälfte Nr. 2 hergestellt ist. Nun seze ich
wieder die erste Form, oder technisch ausgedrükt den Oberkasten (odd-side-mould) auf die eine Form, welche
das Scharniermodell enthält, lege ein Brett auf die obere Sandfläche, wende beide
Rahmen um, und deke den oberen Nahmen ab. Somit ist auch die Formhälfte Nr. 1 für
den Gebrauch fertig hergestellt, und es müssen nur noch die Ausfüllungen an ihre
Stelle geschoben werden, um die hohlen, in der Formhälfte Nr. 1 sichtbaren Gewinde
zu bilden. Ich erlaube mir indessen zu bemerken, daß ich mich in solchen Fällen, wo
die Gewindöffnungen weit sind, und dem Sand gestatten, fest genug zusammenzuhalten,
um obige Ausfüllung zu ersezen, keiner eisernen Ausfüllungsstüke bediene. Es ist
ferner klar, daß wenn die Gewindöffnungen klein sind, die Ausfüllungen dünn seyn
müssen.
Fig. 39 zeigt
die Formhälfte Nr. 1, Fig. 40 die Formhälfte
Nr. 2 im Durchschnitt.
Fig. 41
stellt einen Durchschnitt der beiden Formhälften Nr. 1 und Nr. 2 dar, wie sie zum
Behuf des Gießens mit einander verbunden sind. d, d, Nr. 1 und 2, sind
die Rinnen, durch welche das geschmolzene Metall, woraus das Scharnier gegossen
werden soll, in die Form läuft, welche zu dem Ende in geneigter Lage aufgestellt
ist.
Nachdem ich somit das Princip meiner Erfindung und das Verfahren, sie praktisch
auszuführen, beschrieben habe, erkläre ich als die Erfindung, worauf ich Anspruch
mache, die Verfertigungsmethode von Scharnieren, indem ich die zwei Seiten oder
Lappen und die daran befindlichen Scharniergewinde zugleich an eine geeignete Achse
gieße.
Tafeln