| Titel: | Verbesserungen in der Verfertigung von Schraubstöken, worauf sich Samuel Wilkes, Eisengießer zu Dalston, in der Grafschaft Stafford, am 16. April 1840 ein Patent ertheilen ließ. |
| Fundstelle: | Band 80, Jahrgang 1841, Nr. XXI., S. 98 |
| Download: | XML |
XXI.
Verbesserungen in der Verfertigung von
Schraubstoͤken, worauf sich Samuel Wilkes, Eisengießer zu Dalston, in der Grafschaft Stafford, am
16. April 1840 ein Patent ertheilen
ließ.
Aus dem Repertory of Patent-Inventions. Jan. 1841,
S. 33.
Mit Abbildungen auf Tab.
IV.
Wilkes' verbesserte Schraubstoͤke.
Meine Erfindung betrifft 1) ein Verfahren Schraubstöke zu verfertigen, indem man sie
aus hämmerbarem Eisen gießt, und einem Glühproceß unterwirft; 2) eine Methode die
Schraubstokbaken zu verstählen, und 3) die Construction der sogenannten
Parallel-Schraubstöke. Indem ich zur Beschreibung meines Verfahrens übergehe,
bemerke ich zunächst in
Beziehung auf die Fabrication der Schraubstöke, daß man gegenwärtig die Baken
sowohl, als auch den Hauptkörper oder die Schenkel der Schraubstöke gewöhnlich aus
Schmiedeisen schmiedet, und Stahlplatten an die Bakenflächen schweißt; eine solche
Schmiedarbeit erfordert aber große Geschiklichkeit der Arbeiter, und ist
kostspielig. Meiner Erfindung gemäß bedarf man bei der Verfertigung von
Schraubstöken jezt nur der nöthigen Sorgfalt in der Herstellung guter Modelle für
die Formen. Obgleich zur Darstellung von Modellen jedes gewöhnliche Material für
diesen Zweig meiner Erfindung sich eignet, so gebe ich doch bei Verfertigung von
Sandformen zum Guß der verschiedenen Theile des Schraubstoks den messingenen
Modellen den Vorzug. Es ist bekannt, daß man gegenwärtig die Schraubstöke in
verschiedener Form und Größe verfertigt, je nach dem Zwek, wozu sie bestimmt sind;
ich erwähne dieses Umstandes, um festzustellen, daß meine Erfindung auf keine
eigenthümliche Gestalt oder Größe der Schraubstöke sich beschränkt, sondern sich,
wie oben bemerkt, lediglich auf den Guß verschiedener Theile derselben und den
nachherigen Glühproceß bezieht. Aus Messing verfertige ich Modelle von den
verschiedenen Theilen der Schraubstöke, und arbeite sie genau so aus, wie man
überhaupt Messingmodelle zur Bildung von Sandformen herstellt. Ich ziehe es vor, die
Oeffnungen für die Schraubenbüchsen mit Hülfe von Sandkernen zu bilden, wie dieß den
Formern wohl verständlich ist. Auch bei derjenigen Gattung von Schraubstöken, wo die
Schenkel und Baken dadurch sich öffnen, daß sie um einen an ihrem unteren Ende
befindlichen Bolzen im Bogen sich bewegen, bilde ich die Oeffnung für einen solchen
Bolzen mit Hülfe eines Sandkerns. Unter Anwendung der oben erwähnten Modelle nun
richte ich die zur Aufnahme des geschmolzenen Metalls bestimmten Formen her, und
sorge dafür, daß aus denselben ein möglichst reiner wohlgestalteter Guß hervorgehe.
Hiezu verwende ich die unter dem Namen „hämmerbarer Guß“ (malleable cast) bekannte Eisengattung, welche sich
schmelzen und gießen läßt. Solche Güsse können durch Ausglühen ausnehmend zäh und
stark gemacht werden, und man wird finden, daß sie sich insbesondere für die Baken
und Schenkel oder Körper von Schraubstöken eignen, indem diese nicht nur mit
geringeren Kosten verfertigt werden können, sondern auch sich stärker und
dauerhafter erweisen, als wenn sie aus Schmiedeisen verfertigt werden.
Nachdem ich den Guß der oben erwähnten Schraubstoktheile aus hämmerbarem Gußeisen
bewerkstelligt habe, schreite ich zu dem Proceß des Glühens, welcher nöthig ist, um
den Theilen die für Schraubstöke geeignete Zähigkeit und Stärke zu geben.
Denjenigen, welche mit
dem Proceß des Glühens von hämmerbarem Eisen vertraut sind, ist wohl bekannt, daß
dieser Proceß in gewissem Grade verschieden seyn kann. Ich ziehe es jedoch vor,
reiche Eisenerze von Cumberland im Zustande feiner Zertheilung in den Glühtöpfen
anzuwenden, und finde es sehr zwekmäßig, die Theile der Schraubstöke senkrecht in
die Glühtiegel oder verschlossenen Oefen zu stellen, wobei ich die zwischen ihnen
enthaltenen Räume mit dem Pulver eines solchen reichen Eisenerzes oder eines anderen
zum Glühen des hämmerbaren Gußeisens gewöhnlich verwendeten Materials anfülle. Je
nach der Größe der gegossenen Stüke lasse ich das Glühen längere oder kürzere Zeit
dauern. Die größeren Gegenstände erfordern natürlich längere Zeit. Im Allgemeinen
finde ich, daß Artikel von 1/2 Zoll Dike am besten in 4 Tagen sich glühen lassen,
wobei man mit blutrother Hize anfängt und den Proceß mit einer sehr intensiven
Rothglühhize oder beinahe Weißglühhize endigt. Man läßt sodann die Glühtiegel oder
Oefen mit ihrem Inhalte abkühlen, worauf die Theile des Schraubstoks bereit sind,
durch Entfernung etwaiger Unregelmäßigkeiten des Gusses ihre Vollendung zu
empfangen. Die Modelle richtet man so ein, daß sie in jeder Bake des Schraubstoks
eine schwalbenschwanzartige Vertiefung hervorbringen, welche zur Aufnahme der
Einfassung von temperirtem Stahl dient. Dieser wird in die genannte Vertiefung fest
eingetrieben.
In Beziehung auf diesen Theil meiner Erfindung bemerke ich, daß ich auf die
Verfertigung von Büchsen und Bolzen oder Schrauben für Schraubstöke aus hämmerbarem
Gußeisen bereits ein Patent erhalten habe. Ich nehme daher diese Theile in
gegenwärtigem Patente nicht in Anspruch; denn der erste Theil meiner gegenwärtigen
Verbesserungen beschränkt sich hauptsächlich auf die Methode, die Baken und Schenkel
der Schraubstöke aus hämmerbarem Gußeisen zu verfertigen und hinterher auszuglühen.
Ich habe indessen auch eine Verbesserung in dem Verfahren angebracht, Bolzen oder
Vaterschrauben an größeren Schraubstöken, wenn diese aus hämmerbarem Gußeisen
bestehen, zu verfertigen. Diese Verbesserung besteht darin, daß man solche Bolzen
oder Vaterschrauben hohl gießt, indem man einen Sandkern in die Form bringt. Ich
habe gefunden, daß, wenn man Schrauben von 1 3/4 Zoll Durchmesser eine Höhlung von
3/8 bis 1 Zoll Durchmesser gibt, das Glühen besser von statten geht. Diese hohlen
Bolzen oder Vaterschrauben können dann mit fest einzutreibenden Cylindern von
Schmiedeisen ausgefüllt, oder hohl, wie sie sind, verwendet werden. Hiebei bemerke
ich, daß das Verfahren, Stahlflächen auf die oben erwähnte Weise an den
Schraubstokbaken anzubringen, auch auf geschmiedete Schraubstöke sich anwenden läßt.
Sie gewähren, wie sich
zeigt, eine bedeutende Ersparniß, indem man, wenn die Stahlfläche durch eine andere
ersezt werden soll, begreiflicher Weise nur nöthig hat, dieselbe in einer Richtung
herauszuschlagen, welche der Richtung, nach welcher sie eingetrieben wurde,
entgegengesezt ist; denn die Vertiefung besizt eine leichte Verjüngung. Man kann nun
ein neues Stahlstük eintreiben, anstatt dieses, wie gegenwärtig üblich ist,
festzuschweißen. Dadurch gewinnt man viel Zeit, und man hat nicht nöthig, den
Schraubstok für einige Zeit außer Gebrauch zu sezen.
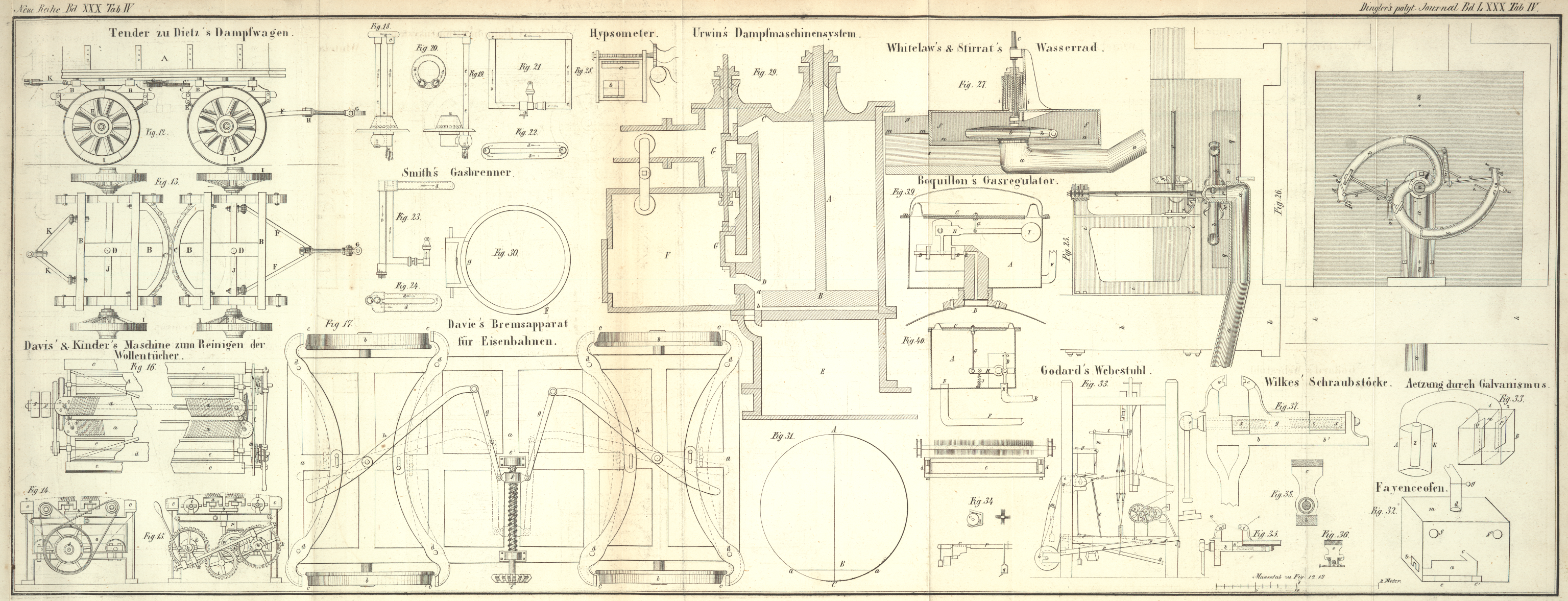
Der dritte Theil meiner Erfindung ist in der beigefügten Zeichnung dargestellt.
Fig. 35 zeigt
einen kleinen Schraubstok, einen sogenannten Parallel-Schraubstok, bei
welchem sich die Baken in gerader Linie gegen einander bewegen.
Fig. 36
stellt einen Querschnitt desselben dar. a ist die
feststehende Schraubstokbake. An der Platte b, mit deren
Hülfe der Schraubstok an einen Werktisch befestigt wird, befinden sich zwei
hervorragende, schwalbenschwanzartige Leitungen b', auf
jeder Seite der Platte eine. c ist die bewegliche Bake,
deren Platte die Leitungen b umfaßt; diese Theile passen
ganz genau ineinander, damit eine recht regelmäßige Bewegung erzielt werde. An die
untere gleitende Fläche der beweglichen Bake c ist eine
Schraubenmutter befestigt, welche in den zwischen den Platten b der feststehenden Bake gebildeten offenen Raum paßt; diese Theile
bewegen sich wie ein Schieber zwischen Ruͤken, und die Verbesserung besteht
in der Anordnung der seitlichen Leitungen b, um eine
genaue und sichere Bewegung der schiebbaren Bake c zu
erzielen, wie aus der näheren Prüfung der Zeichnung deutlich hervorgeht. Fig. 37 zeigt
einen Bank-Schraubstok und Fig. 38 einen Querschnitt
desselben einer andern Construction gemäß. Die bewegliche Bake ist im gegenwärtigen
Falle hohl und die flache Unterfläche verschiebt sich auf der Platte b'. An dieser sizt die feste Bake und der Schenkel, mit
dessen Hülfe der Schraubstok an eine Werkbank oder eine sonstige Fläche befestigt
wird. e ist eine durch die feste Bake laufende Spindel
oder Vaterschraube; f eine Röhre, welche an ihrer
unteren Seite einen von Ende zu Ende laufenden Schliz besizt. Diese Röhre ist mit
Hülfe von Schrauben an zwei hohle Hervorragungen der Platte b' befestigt. g ist eine cylindrische, an der
beweglichen Bake festsizende Schraubenmutter, welche sich innerhalb der Röhre f bewegt. Es ist klar, daß die Anwendung cylindrischer
Flächen denjenigen Theilen, die sich darauf bewegen sollen, wenn man diese genau
construirt, große Leichtigkeit gewährt, und daß man im Stande ist, auf solche Weise
einen sehr genauen und bequemen Schraubstok zu verfertigen. Ich beschränke mich daher nicht auf den
ersten Theil meiner Erfindung, obgleich ich es vorziehe, den verbesserten
Schraubstok darnach zu construiren.
Als die durch gegenwärtiges Patent mir zugesicherte Erfindung erkläre ich: 1) das
Verfahren, die Baken und Schenkel der Schraubstöke aus hämmerbarem Gußeisen zu
gießen, und darauf einem Glühproceß zu unterwerfen; 2) die Methode an den
Schraubstokbaken stählerne Oberflächen anzubringen; 3) die Methode, die
Schraubstokbaken zwischen schwalbenschwanzartigen Leitungen gleiten zu lassen, wie
die Figuren
35 und 36 zeigen; ferner die Methode, Schraubstöke mit cylindrischen Röhren oder
mit Flächen für die verschiebbaren Schraubstokbaken zu construiren.
Tafeln