| Titel: | Verbesserungen in der Verfertigung der Eisenbahn-Schienenstühle, Bolzen und Holznägel, worauf sich James Ransome und Charles May, Maschinenfabrikanten zu Ipswich in der Grafschaft Suffolk, am 15. Febr. 1841 ein Patent ertheilen ließen. |
| Fundstelle: | Band 83, Jahrgang 1842, Nr. XX., S. 92 |
| Download: | XML |
XX.
Verbesserungen in der Verfertigung der
Eisenbahn-Schienenstuͤhle, Bolzen und Holznaͤgel, worauf sich
James Ransome und
Charles May,
Maschinenfabrikanten zu Ipswich in der Grafschaft Suffolk, am 15. Febr. 1841 ein Patent ertheilen ließen.
Aus dem Repertory of Patent-Inventions. Okt. 184l,
S. 209.
Mit Abbildungen auf Tab.
II.
Ransome's und May's Verbesserungen in der Verfertigung der
Eisenbahn-Schienenstühle.
Unsere Erfindung betrifft 1) eine Methode, Eisenbahn-Schienenstühle zu gießen;
2) ein Verfertigungsverfahren der Bolzen, Holzkeile und Holznägel für Eisenbahnen,
indem wir dieselben gewaltsam in Formen hineinpressen, und in diesem Zustande der
Compression in den Formen der Hize aussezen.
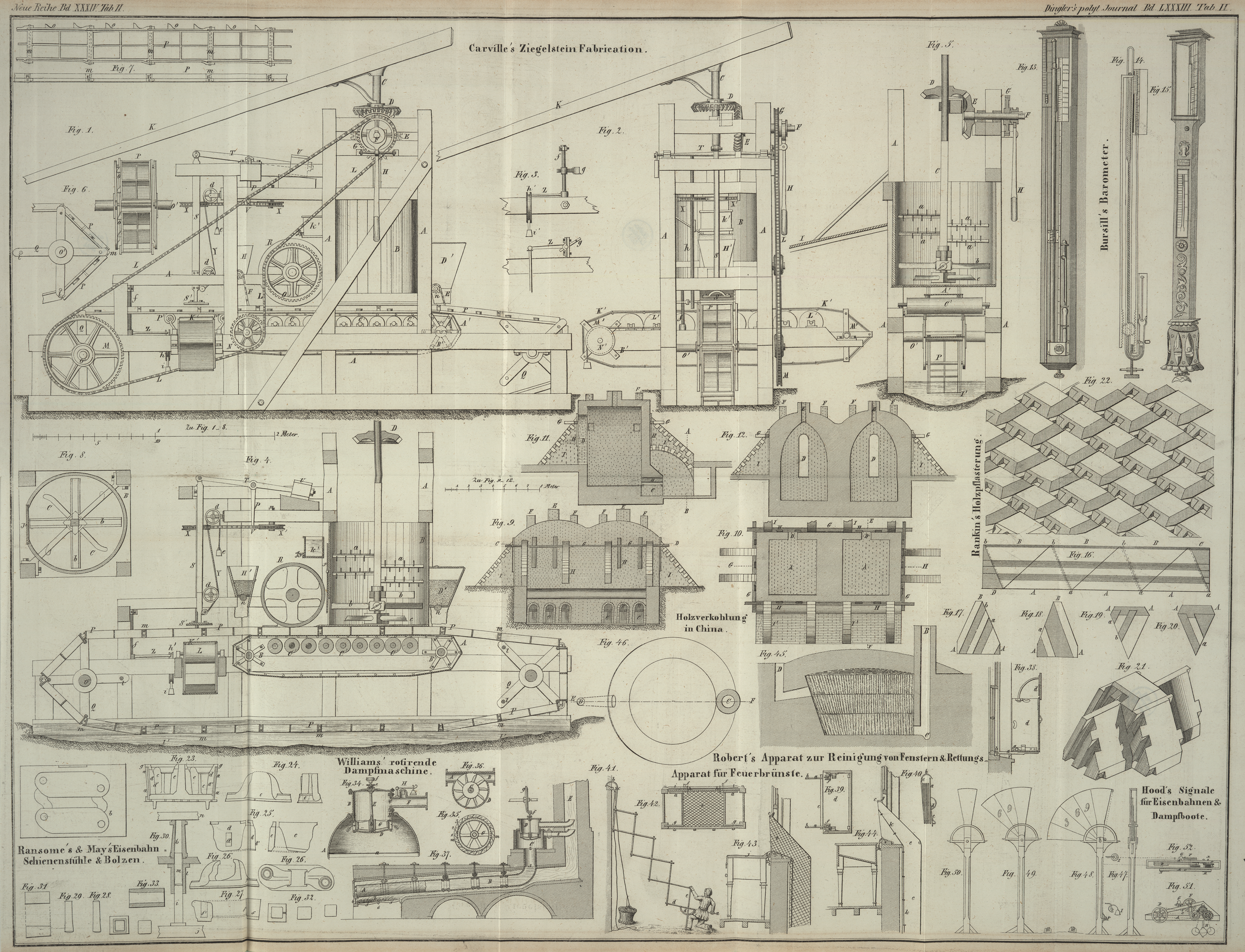
Fig. 23 stellt
den Durchschnitt einer Form zum Guß von Schienenstühlen dar.
Fig. 24 zeigt
einen zur Bildung der Form dienlichen Model von Fig. 23 getrennt. Wir
stellen diese Model vorzugsweise aus Gußeisen her, gießen sie hohl und so leicht als
möglich, und machen die äußeren Flächen derselben so glatt und gleichmäßig, als es
nur angeht.
Fig. 25 zeigt
zwei Seitenplatten oder Metallflächen, welche die Seitenwände der Formen bilden, und
beim Gießen den Kern zwischen sich fassen. Diese Metallflächen bilden einen
wichtigen Theil jeder Form, indem von ihnen die Genauigkeit des Gusses hauptsächlich
abhängt.
Fig. 26
liefert die Seitenansicht und den Grundriß eines Eisenbahn Schienenstuhls. Wir bemerken
übrigens, daß die in Rede stehende Gießmethode der Schienenstühle sich nicht auf die
in Fig. 26
dargestellte Form beschränkt, indem dieselbe durch Abänderung jener Gußformen unter
Anwendung passender Model und geeigneter Seitenplatten und Kerne umgeändert werden
kann.
Fig. 27 zeigt
einen metallenen Kern. Für die Seitenplatten und für die Kerne geben wir dem
Gußeisen den Vorzug. Sandkerne lassen sich zwar auch hiezu anwenden, aber nicht mit
dieser Leichtigkeit; auch liefern sie, wie wir finden, im Allgemeinen kein so
genaues Resultat. a ist die Flasche oder der Rahmen,
welcher die Sandform zum Gießen zweier Schienenstühle umschließt; b das Formbrett. Wir halten es für zwekmäßig,
Hervorragungen an demselben anzubringen, um für das flüssige Metall Canäle in der
Sandform zu erzeugen, anstatt diese Canäle aus freier Hand zu formen. c, c sind zwei in die Flasche a eingesezte Model für Eisenbahn-Schienenstühle. Die Seiten dieser
Model sind glatt, und dienen zur Aufnahme der Seitenplatten d, e, welche so genau an dieselben passen, daß zwischen sie und die Seiten
des Models kein Sand gelangen kann. Wenn nun die Model aus der Form herausgenommen
werden, so bilden die beiden Metallplatten d, e einen
Theil der Formseiten, mit denen das flüssige Metall beim Gießen in Berührung kommt.
Diese metallenen Seitenplatten bilden also einen Theil der Seiten eines solchen
Schienenstuhls, und da zwischen jede der beiden metallenen Seitenplatten ein Kern zu
liegen kommt, so wird dieser sehr genau an seiner Stelle gehalten, wie bei näherer
Betrachtung der Abbildung erhellen wird.
In der Vorderfläche der metallenen Seitenplatte d ist
eine Vertiefung d′ angebracht, welche zur
Aufnahme einer am Kern f befindlichen Hervorragung
dient. Dieser Kern muß an beiden Enden recht genau gearbeitet seyn, damit er, wenn
er zwischen die beiden metallenen Seitenplatten einer Form eingesezt wird, in
genauer Lage erhalten werde. Um das Eindringen der Seitenplatten d in die Form zu verhüten, sind an der Rükseite
derselben Hervorragungen angebracht, welche sich in eine in dem Rahmen a befindliche Kerbe g
legen.
Bei Herstellung einer Form fängt der Arbeiter damit an, die Model c, c auf ein Formbrett b zu
stellen; dann legt er an jede Seite eines Models eine der Seitenplatten d und e. Darauf sezt er die
Flasche oder den Formrahmen so auf das Formbrett, daß die an jeder Seite des Rahmens
befindlichen Kerben auf die an jeder metallenen Seitenplatte d befindlichen Hervorragungen passen. Jezt richtet der Arbeiter seine Form
auf die gewöhnliche Weise her, indem er Sand hineinstampft, und wenn der Formrahmen a gefüllt ist, so legt er eine durchlöcherte gußeiserne
Platte darauf. Alsdann wendet er die Form um, und nimmt die Model c, c sorgfältig heraus, die Seitenplatten d, e aber läßt er an ihrer Stelle. Darauf sezt er einen
Kern f zwischen jede der beiden metallenen Seitenplatten
d, e, wobei er Acht gibt, daß die Hervorragung f′ des Kerns genau in die an der Seitenplatte d angebrachte Vertiefung tritt. Die Form wird nun
vollendet, indem man einen etwa gußeisernen Aufsaz darauf stellt und befestigt, und
Sand hineinstampft. Ist dieß geschehen, so wird das geschmolzene Metall durch die in
dem Aufsaze angebrachten Gießlöcher eingegossen und tritt sofort in die Canäle,
welche durch die an dem Formbrett b angebrachten
Hervorragungen gebildet werden.
Nachdem somit der Guß von zwei Schienenstühlen fertig ist, nimmt man denselben,
sobald das Metall erstarrt ist, aus den Formen und treibt auch gleich darauf die
Kerne heraus. Lezteres bewerkstelligen wir in der Regel mit Hülfe eines Hammers,
indem wir jeden Schienenstuhl auf einen Eisenblok sezen, welcher die zur Aufnahme
des Schienenstuhls geeignete Gestalt hat. Der Kern kann nun herausgeschlagen werden,
während der Schienenstuhl dergestalt unterstüzt und gelagert ist, daß er durch die
zum Herausschlagen des Kerns erforderliche Kraft weder seine Form verlieren noch
brechen kann. Es ist wünschenswerth, daß der Arbeiter den Kern jedes Schienenstuhls
wo möglich unter gleicher Temperatur ausschlägt, so weit er dieses zu beurtheilen im
Stande ist, weil sonst beim Zusammenziehen der verschiedenen Schienenstühle in Folge
der Abkühlung eine Differenz sich ergeben möchte.
Wir gehen nun zur Beschreibung des zweiten Theils unserer Erfindung über. Dieser
betrifft, wie oben bereits bemerkt wurde, die Verfertigung der Befestigungsbolzen,
Holzkeile und Holznägel für Eisenbahnen, indem wir dieselben gewaltsam in Formen
hineinpressen, darin lassen und in diesem Zustande der Compression in den Formen der
Hize aussezen.
Fig. 28 zeigt
einen hölzernen Bolzen zur Befestigung der Schienenstühle an die
Unterlagsschwellen.
Fig. 29 stellt
den Bolzen vor der Compression dar.
Fig. 30
liefert den Durchschnitt einer Form und eines Apparates zum Pressen des Bolzens. h ist die Form, worin das Holz comprimirt wird; i der durch irgend eine zwekdienliche Presse in
Thätigkeit gesezte Stempel. Wir geben der hydraulischen Presse den Vorzug und
befestigen an dem oberen Ende des Kolbens eine Platte j,
womit irgend eine Anzahl, etwa 12 Stempel i fest
verbunden sind.
k ist eine Platte mit einer Reihe von Röhren l, auf jeden Stempel eine. Um das Einsezen der
Holzpflöke m in diese Röhren zu erleichtern, läßt sich
die Platte K mittelst einer Schraube oder auf sonstige
Weise höher oder niedriger stellen. Nachdem die Röhren gefüllt sind, stellt man über
jede derselben eine Form, zu welchem Zwek in der Platte K zur Aufnahme der unteren Formenden Vertiefungen angebracht sind, und
hebt die Platte K. in die Höhe, so daß die oberen Enden
der Form h gegen den Querbalken n der Presse stoßen. Jezt läßt man die Platte j in die Höhe gehen und die Holzpflöke oder Bolzen m in die Formen h hineinpressen. Ist dieß
vollständig geschehen, so läßt man die Platte j mit der
Platte K wieder herab und nimmt die Formen h heraus, von denen jede einen hölzernen Bolzen enthält.
Um die erlangte Compression beizubehalten, läßt man das Holz in den Formen, wodurch
die natürliche Elasticität desselben überwältigt wird. In der Regel sezen wir
dasselbe in dem Zustande der Compression den Einwirkungen der Hize aus, wodurch der
Proceß beschleunigt wird. Zu dem Ende bedienen wir uns vorzugsweise eines
Dampfbades, in welches wir die Formen h ungefähr 15
Minuten lang sezen; dem Dampfe geben wir eine Spannung von ungefähr 4 Pfd. Druk auf
den Quadratzoll Kesselfläche. Man nimmt darauf die Formen aus dem Bade und läßt sie
abkühlen. Sind sie abgekühlt, so schlägt man die Holzpflöke aus den Formen heraus.
Man wird finden, daß die Einwirkung der Hize auf die im Zustande der Compression in
den Formen befindlichen Holzpflöke sehr vortheilhaft ist; solche Bolzen bewähren
sich weit vorzüglicher, als die durch einfache Compression erzeugten. Es ist zu
bemerken, daß wir zur Erleichterung des Einpressens des Holzes in die Formen die
inneren Formflächen mit weicher Seife einreiben, und wenn größere Holzbefestigungen
erfordert werden, so finden wir es wünschenswerth, der Seife eine geringe Quantität
Reißblei beizumengen. An dem oberen Ende jeder Form ist eine kleine Rinne
angebracht, um in dem Maaße, als das Holz in die Formen gepreßt wird, der Luft den
Austritt aus denselben zu gestatten.
Fig. 31 zeigt
einen Holzkeil zur Befestigung einer Bahnschiene in den Schienenstuhl. Dieser
Holzkeil verjüngt sich sanft und wird aus einem hölzernen Parallelopiped Fig. 32
verfertigt.
Fig. 33 stellt
den Durchschnitt einer zum Pressen des Keils, Fig. 31, dienlichen Form
dar. Das Pressen selbst und die Art, wie das Holz der Hize ausgesezt wird,
unterscheidet sich nicht von dem oben beschriebenen Verfahren; doch sollten diese
Holzkeile wegen ihrer Größe, ungefähr 30 Minuten dem Dampfbade ausgesezt, und wenn
sie kalt sind, aus den Formen getrieben werden. Holznägel sind in der Regel entweder
vollkommen cylindrisch oder wenigstens nicht so kegelförmig wie die Eisenbahnpflöke
oder Bolzen; sie werden indessen in ähnlich gestalteten Formen gepreßt. Wir erlauben
uns die Bemerkung, daß wir auf die Compression von Bolzen, Pflöken und sonstigen
hölzernen Befestigungsmitteln für Eisenbahnen an und für sich keine Ansprüche
gründen, indem diese schon früher praktisch ausgeführt wurde. Gegenwärtiger Theil
unserer Erfindung bezieht sich einfach auf das Pressen der Holzpflöke oder Keile in
Formen, worin sie einige Zeit lang unter Compression aufbewahrt werden können;
ferner auf das Erhizen dieser im Zustande der Compression in den Formen befindlichen
Pflöke oder Keile. Zu diesem Zwek geben wir zwar dem Dampfbade den Vorzug; doch
beschränken wir uns nicht darauf. Eben so wenig beschränken wir unsere Ansprüche auf
die Anwendung der Seitenplatten beim Guß der Schienenstühle, obgleich wir denselben
zu jeder Zeit den Vorzug geben; die Hauptsache ist ein metallener Kern.
Tafeln