| Titel: | Bessemer's patentirte Verbesserungen in der Fabrication des gegossenen Spiegelglases. |
| Fundstelle: | Band 86, Jahrgang 1842, Nr. XXXIX., S. 182 |
| Download: | XML |
XXXIX.
Bessemer's patentirte
Verbesserungen in der Fabrication des gegossenen Spiegelglases.
Aus dem Mechanics' Magazine. Jul. 1842, S.
98.
Mit Abbildungen auf Tab.
V.
Bessemer's patentirte Verbesserungen in der Fabrication des
gegossenen Spiegelglases.
Die in diesem Patent vom 23. Sept. 1841 begriffenen Verbesserungen sind, wir müßten
uns denn sehr irren, von größerer Wichtigkeit, als irgend eine seit einer langen
Reihe von Jahren in der Glasfabrication gemachte. Sie beziehen sich hauptsächlich
auf das sogenannte Spiegelglas und das optische Flintglas. Was das erstere betrifft,
soll hier ausführlich beschrieben werden; hinsichtlich des Flintglases aber werden
wir, da der Erfinder noch mit Versuchen beschäftigt ist, welche auf diesen
Gegenstand vieles Licht zu werfen versprechen, die Mittheilung darüber auf einige
Wochen versparen, um die Resultate jener Versuche derselben einverleiben zu
können.
Die bisherige Verfertigung des Spiegelglases wird von Hrn. Bessemer als in folgenden Einzelnheiten fehlerhaft bezeichnet:
1) Man hat gefunden, daß, weil das Glas ein schlechter Wärmeleiter ist, die obere
Schicht in den Gießhäfen ungefähr um 2500° F. heißer ist als die auf dem
Boden. Da nun das zum Glassaz kommende kohlensaure Kali oder Natron verdunstbar ist,
so muß offenbar die Zusammensezung des Glases im oberen Theile durch die daselbst
vorhandene größere Hize sehr verschieden seyn von jener auf dem Boden des
Gießhafens. In Folge des großen Salzverlustes erleidet auch die strahlenbrechende
Eigenschaft des Glases eine Veränderung, so wie auch seine Fähigkeit, sich in
verschiedenen Temperaturen zu expandiren und zu contrahiren, einen Einfluß davon
erfahren kann, während die Dünnflüssigkeit der oberen Schicht die allgemeine
Ungleichheit der Masse noch vermehrt. Wird ein solcher Gießhafen voll Glas auf die
Gießtafel ausgegossen und zu einer Platte ausgewalzt, so kommen die verschiedenen
Theile des Glases von ungleicher Beschaffenheit in Berührung mit einander und wo das
mehr mit dem minder strahlenbrechenden zusammenkommt, entsteht der so häufig
vorkommende (im Verkehr Wellenwerfen [waviness] genannte) Fehler. Dasselbe bricht dann auch
viel leichter in Folge der ungleichen Zusammensezung der verschiedenen sich
berührenden, oder vielmehr miteinander verbundenen Theile von verschiedener
Expansion und Contraction. 2) Ein anderer Fehler des gegenwärtigen Systems entsteht
dadurch, daß die Hize vorzüglich auf die Oberfläche des Glases im Gießhafen wirkt,
wodurch die obere Schicht des Glases heißer und specifisch leichter wird als die untere und die die
Masse bildenden Theile in der Circulation gehindert werden, indem die kälteren und
schwereren Schichten stets unten bleiben; hiedurch wird die gewünschte gleichförmige
Mischung der Ingredienzien sehr beeinträchtigt und das Aufsteigen und Entweichen von
tausend Luftblasen verhindert, weil sie durch die Masse nicht entweichen können. 3)
Beim alten Verfahren wird, um die Reverberirhize bestens zu benuzen, die Mündung des
Gießhafens unbedekt gelassen. Hiedurch aber kann Staub einfallen, manchmal Rauch
hinzutreten, was Fleken (Verfärbung) im Glase, wo es berührt wird, veranlaßt;
manchmal auch fallen kleine Stükchen von den Eken der Ziegel- oder anderen
Steine, aus welchen das Gewölbe gebildet ist, sogenannte Thränen herunter; diese
Thränen bilden sich durch die Verdunstung des Alkali's, welches auf die Steine wirkt
und ein halbdurchsichtiges Glas bildet, das, in den Gießhafen fallend, bedeutende
Uebelstände veranlaßt. 4) Beim alten Ofen ist es schwer, einen Gießhafen vom Plaz zu
heben, ohne die zurükbleibenden Häfen dabei abzukühlen; hiedurch wird Uebereilung
und Confusion beim Ausgießen hervorgerufen, weil es nöthig ist, zum Ausleeren aller
Gießhäfen so wenig Zeit zu brauchen, daher es häufig vorkommt, daß das Glas in dem
zulezt herausgenommenen Gießhafen nicht brauchbar ist oder doch an seiner Qualität
sehr verloren hat. Endlich ist das alte Heizverfahren den Oefen sehr nachtheilig,
indem ihr Dach oder Gewölbe die Hize aufnehmen muß, welche den Gießhäfen zu
ertheilen ist, und wenn diese Oefen einmal im Feuer sind, kann man sie nicht wieder
ausgehen lassen, ohne das Gewölbe zu zerstören, woher es kommt, daß sie nur kurze
Zeit lang dauern, manchmal nur 15 Monate.
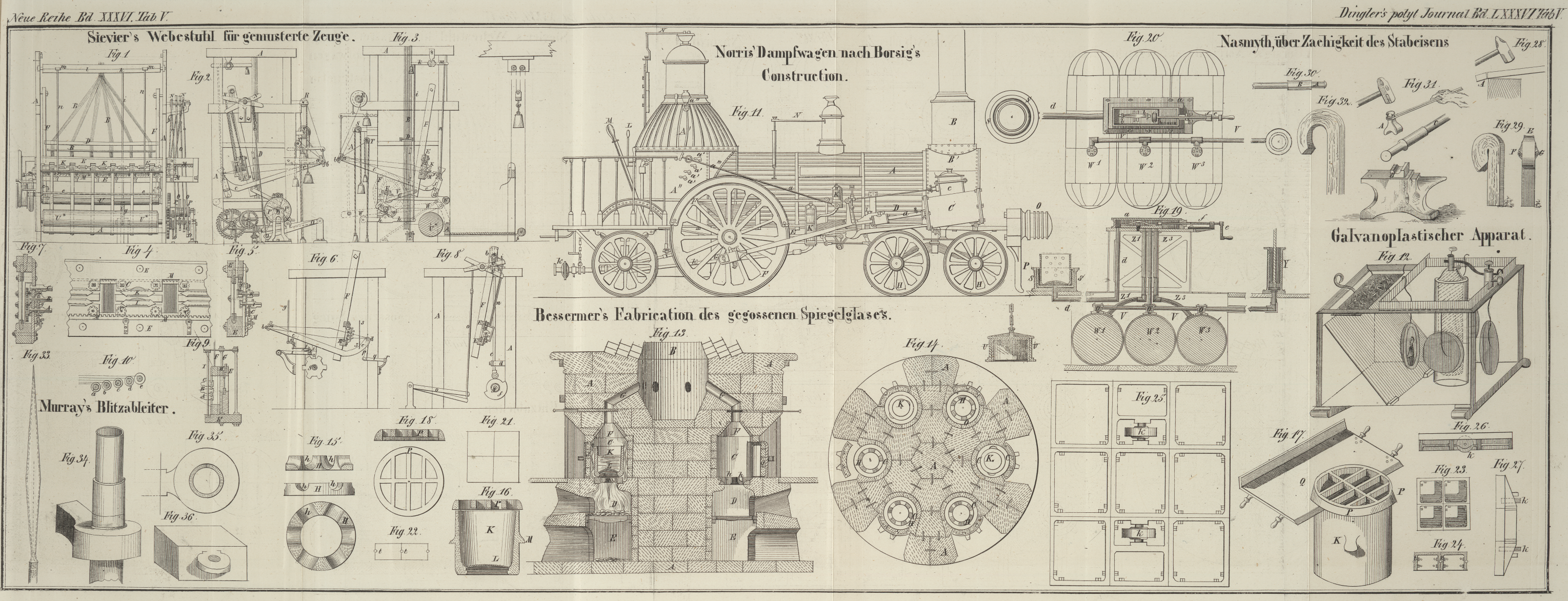
Um diesen Uebelständen zu begegnen, sezt Hr. Bessemer eine
oder mehrere Scheiben von Platin in den Boden des Gießhafens ein, wie in den
Abbildungen Fig.
13 und 14 zu sehen ist und stellt den Gießhafen so, daß der Boden desselben der
directen Einwirkung des Feuers ausgesezt ist. Die erhizte Luft und die Flamme treten
sodann durch die Oeffnungen unterhalb des Gießhafens in den oberen ringförmigen
Raum, wo sie den Gießhafen einschließen, als stäke er in einem Flammencylinder,
welcher oben in einem Kegel zusammenläuft und dann in den Fuchs entweicht. Der Zwek
jedoch, daß der Gießhafen mit der Flamme so umgeben wird, ist mehr, die
Wärme-Ausstrahlung vom Gießhafen aus zu verhindern, als dem Glas Wärme
zuzuführen. Die Wirkung der Erhizung durch Vermittelung der dünnen Platinplatte am
Boden ist, daß jene Glastheilchen, welche sie zuerst aufnehmen, expandirt werden und
durch ihre Ausdehnung
ihr specifisches Gewicht vermindert wird, wodurch sie in die Höhe steigen, während
die kühleren und schwereren Theile sich von Oben herabsenken. Hiedurch entsteht eine
Vollkommene Mischung des Materials und eine beinahe vollkommene Gleichförmigkeit der
Hize, des flüssigen Zustandes und der Zusammensezung der Masse. Eine aus solchem
Metall (Glas) gebildete Platte hat keine falsche Strahlenbrechung, keine Wellen, und
bricht nicht so leicht, weil sie in allen ihren Theilen gleichartiger ist. Einen
noch wichtigeren Vortheil aber gewährt diese neue Vorrichtung, daß nämlich tausend
Bläschen, welche zu klein sind, um sich aus einer ganz in Ruhe befindlichen
Glasmasse herausarbeiten zu können, leicht an die Oberfläche der Flüssigkeit
hinaufsteigen, deren Theilchen sich in beständiger Bewegung befinden. Ferner ist
durch die Erhizung von Unten der Fabrikant in den Stand gesezt, auf den Gießhafen
einen Dekel zu sezen, wodurch verhindert wird, daß Staub und Rauch sich
hineinziehen, so wie auch Stükchen des Gewölbes und die sogenannten Thräuen gänzlich
davon abgehalten werden. Auch kann der Ofen nicht so wie beim bisherigen Verfahren
leiden, bei welchem das Gewölbe die Hize zuerst auszuhalten hat. Wenn man aber den
Gießhafen auch unbedekt lassen wollte, so können doch unmöglich Stükchen von den
Eken der Baksteine hineinfallen, weil der Patentträger den Ofen in der Fig. 13
abgebildeten, unten näher beschriebenen Weise, mit einem Kegel von feuerfestem Thone
bedekt, der aus einem einzigen Stüke besteht und einen größeren Durchmesser hat als
der Gießhafen. Diese Erhizung von Unten hat endlich den Vorzug, daß an Brennmaterial
und Zeit bedeutend erspart wird, in. dem die Wärme leichter durch Platin als durch
Thon hindurchgeht.
Eine andere schäzbare Verbesserung des Hrn. Bessemer
besteht darin, daß er jeden Gießhafen in einen besonderen Raum sezt, wo. durch ein
jeder, wenn das Glas darin völlig gut ist, zum Ausgießen herausgenommen werden kann,
ohne daß dabei die Temperatur der übrigen Häfen erniedrigt wird. Bei den bisherigen
Oefen dürfen für jeden der sechs Gießhäfen (die gewöhnliche Zahl) zum Gießen fünf
Minuten gebraucht werden; wenn man aber länger dazu brauchte, würde der lezte kalt
werden und wenn man ihn im Ofen lassen wollte, bis er wieder gehörig erhizt wäre, so
würde das Glas durch die Verdunstung des Alkali's verändert werden.
Wir haben nun zunächst die Verbesserung des Kühlofens zu erwähnen, welche darin
besteht, daß auf dem Boden des Ofens eine flache Oberfläche gebildet wird, welche
groß genug ist, eine Spiegelplatte abzukühlen. Der Ofen kann viele solche Flächen
enthalten. Jede solche Fische ist aus einer Anzahl Blöke oder hohler Röhren von feuerfestem Thon
oder anderem paffenden Material, welches vorher einer wenigstens viermal so starken
Hize unterzogen wurde, als es nachher auszuhalten hat, zusammengesezt. Nach dem
Erkalten werden sie durch Bolzen und Schraubenmuttern mit einander verbunden (ihre
Seiten sind abgeschliffen, damit sie genau aneinander paffen); hohle Würfel sind
hiezu am zwekmäßigsten, weil sie sich am besten an einander anlegen und die
erforderliche Stärke bei geringem Gewichte besizen. Diese Kühlflächen werden genau
flach geschliffen mittelst der Schleifvorrichtung, welche man jezt zum Schleifen des
Spiegelglases hat. Auf diesen Flächen kühlt man die Tafeln von plastischem Glase ab;
da sie in Berührung mit der glatten Fläche in festen Zustand übergehen, so werden
sie selbst glatt. Hiedurch wird sehr viel erspart, indem in Folge der sehr unebenen
Fläche des bisherigen Ofens das Glas oft so uneben und von so ungleicher Oberfläche
ausfällt, daß mehr als die Hälfte des Glases weggeschliffen werden muß, bis es
verkäuflich ist.
Wir gehen nun zur Beschreibung der Abbildungen über und werden dabei Gelegenheit
finden, auf einige untergeordnete, aber sehr nüzliche Verbesserungen aufmerksam zu
machen.
Fig. 13 ist
ein senkrechter Durchschnitt eines nach Hrn. Bessemer's
Methode construirten Spiegelglasofens und Fig. 14 der horizontale
Durchschnitt oder Grundriß nach der Linie AB durch
die oberen Oeffnungen, wo die Gießhäfen eingesezt werden.
A, A ist das Mauerwerk des Ofens, welcher aus
feuerfestem Stein auf gewöhnliche Weise erbaut ist. B
ist der Hauptkamin; C, C, C, C, C, C sind sechs
Oeffnungen oder Abtheilungen, deren jede einen besonderen Ofen mit Feuerraum D und Aschenraum E bildet.
Die Oefen C sind innerlich mit feuerfesten Steinen
ausgelegt und oben hat jeder eine konische Deke F von
demselben Material. Diese Deken haben oben mit den kleinen Zügen G communicirende Oeffnungen, die in den Hauptkamin B führen. Die Züge G sind
alle mit Schiebern versehen. Die eigenthümliche Form der Deke F in den Oefen C ist von größerer Bedeutung,
als man auf den ersten Blik glauben möchte. Die sich sonst in Folge der
Verflüchtigung des Alkali's an der Deke verdichtenden und in die Schmelzhäfen
herabfallenden sogenannten Thränen sind, wie schon erwähnt, von sehr nachtheiliger
Wirkung. Aus diesem Grunde hat hier die Deke Kegelform erhalten (und wird innen noch
mit einer Glasur überzogen), so daß jede sich darauf bildende Flüssigkeit sich auf
die Basis des Kegels herabzieht und außerhalb des Hafens abtropft. H, H ist ein kreisförmiges Stük von feuerfestem Thon,
welches so geformt ist, daß es die Bank (I) zwischen dem Ofen C und dem Feuerraum D abgibt, auf welcher der Hafen steht. Fig. 15 zeigt
diese Bänke in größerem Maaßstabe; es befinden sich Höhlungen (h) darin, welche das Feuer und die Wärme aus dem
Feuerraume hindurch und um die Gießhäfen herum circuliren lassen. J, J sind Thüren von Baksteinen, welche durch eiserne
Bänder fest zusammengehalten werden und den Ofen während des Schmelzprocesses
verschließen. K ist der Gießhafen aus der gewöhnlichen
Masse und von der gewöhnlichen Form, nur daß der Boden L, wie schon erwähnt, von Platin und beweglich ist, so daß er nöthigenfalls in
andere Gießhäfen gestekt werden kann. Dieser Gießhafen ist in Vergrößertem Maaßstabe
in Fig. 16 zu
sehen.
Wenn der Gießhafen aus dem Ofen gezogen ist, pflegt man gewöhnlich vor dem Ausgießen
des Metalls (Glases) das sogenannte Abschäumen vorzunehmen, um die verschiedenen
Unreinigkeiten von der Oberfläche des Metalls zu entfernen, zu welchem Behufe eine
Anzahl Männer, mit langgestieltem Schaumlöffel versehen, den Gießhafen umgibt, das
Glas in kleinen Portionen herausnimmt und über deck Rand des Gießhafens ausgießt.
Der Uebelstand dieses Verfahrens ist, daß sie nicht sehen können, wie viel oder wie
wenig sie abgeschöpft haben, indem das intensive Licht und die Hize ihre Augen
afficirt; hiebei aber unvermeidlich viele Luftblasen durch das Niederfallen des an
dem Schaumlöffel hängenden Glases in die Masse kommen müssen.
Um nun dieses Abschäumen zu bewerkstelligen, ohne Luftblasen in die Masse des
geschmolzenen Glases zu bringen, legt Hr. Bessemer mit
Stangen gegitterte Ringe P, P auf die Töpfe, hält die
Glasmasse in der Höhe, in welcher der Ring auf dem Topfe aufsteht, und indem er nun
eine Metallplatte Q zwischen den Ring und den Hafen
hindurchschiebt, siehe Fig. 17, bleibt der Ring
und der innerhalb desselben befindliche Schaum über dieser Platte und kann also
leicht vom Hafen entfernt werden. Dieses ist in Fig. 18, wo der Ring in
vergrößertem Maaßstabe abgebildet ist, deutlich zu sehen.
Die Vorrichtung zum Entfernen der Luftblasen, welche beim Läuterungsproceß etwa nicht
entwichen, ist in dem Aufriß und Grundriß Fig. 19 und 20 zu
sehen.
Sobald nämlich das geschmolzene Glas aus den Oefen C
genommen wird, wird der Gießhafen in einen Metallcylinder S gestellt, welcher mit feuerfesten Steinen ausgefüttert ist, damit die
Wärme so wenig als möglich entweichen kann; der Boden dieser Bekleidung ist gerippt
oder ausgekerbt, so daß er mit der Oeffnung T in der
Mitte eine Communication hat. Der obere Rand des Cylinders S ist mit dem cylindrischen Dekel U, der über
ihm hängt, genau
abgeschliffen und ihm angepaßt und sobald der Gießhafen im Cylinder steht, wird
dieser Dekel darauf herabgelassen. Y ist eine durch eine
Dampfmaschine in Thätigkeit gesezte Luftpumpe, welche durch die Röhre V mit den drei cylindrischen Gesäßen W¹, W² und W³, den Vacuumkammern, in Verbindung steht. An
diesen Kammern sind die Röhren Z¹, Z² und Z³
angebracht, welche mit der Ventilbüchse a in Verbindung
stehen und in Fig.
19 mit dem Schieber b geschlossen vorgestellt
sind; dieser Schieber ist mit einer Feder versehen und hat eine Oeffnung C in der Mitte, um, wenn er über die Oeffnungen der
Röhren Z (durch Umdrehen des Griffes e) bewegt wird, eine Verbindung zwischen der
Ventilbüchse und den Vacuumkammern herzustellen; wenn aber die Stellung so gegeben
wird, wie Fig.
19 zeigt, so wird eine Verbindung hergestellt zwischen der Ventilbüchse
und der Atmosphäre, wo dann die Luft durch die Röhre d
in den Cylinder S eindringen und der Dekel U gehoben werden kann; e ist
eine Handhebe, deren Schraubenspindel in einer Büchse f
läuft, wodurch das Ventil rük- und vorwärts bewegt werden kann. Der Zwek
dieses Apparates ist, alle Luft oder Luftblasen, welche im geschmolzenen Glase noch
zurükgeblieben seyn können, nachdem dasselbe aus dem Läuterungsofen geschoben ist,
vor dem Gießen desselben zu Spiegelplatten auszuziehen; es ist einleuchtend, daß,
wenn in den Kammern W¹, W², W³ ein Vacuum erhalten wird,
die im Cylinder S und im Dekel U enthaltene Luft durch die Röhre Z¹ in
das Gefäß W¹ überziehen muß, wobei sie an
Dichtigkeit in dem Verhältniß verliert, als das Gefäß W¹ größer ist als der leere Raum im Cylinder S und Dekel U. Das weitere Drehen der Handhebe
e bringt den Schieber b
über die zweite Röhre Z, hebt die Verbindung zwischen
dem Cylinder 8 und Gefäß W¹ auf und stellt
dagegen die des Gefäßes W² mit Cylinder S her; die geringe Menge im Cylinder S zurükgebliebene Luft vertheilt sich nun wieder
gleichheitlich in dem so hergestellten größeren Raume. Die weitere Fortbewegung des
Handgriffs e bringt nun den Schieber b über die Oeffnung der lezten Röhre Z³ und hebt die Verbindung mit dem Gefäße W² auf, wodurch die nur noch sehr kleine Menge in
S und U zurükgebliebene
Luft in dem durch die Eröffnung von W³
vergrößerten Raum sich ausbreitet. Durch diese Vorrichtung mit leicht auszupumpenden
Kammern erhält man ein beinahe vollkommenes Vacuum in weit kürzerer Zeit, als wenn
die Operation mit einer Luftpumpe in directer Communication mit dem Cylinder, nach
dem Hineinstellen des Gießhafens in denselben, ausgeführt werden müßte. Da der
atmosphärische Druk auf diese Weise von der Oberfläche des geschmolzenen Glases
entfernt wird, so dehnen sich die darin enthaltenen Lustbläschen sehr aus und werden leicht genug, um
sich auf die Oberfläche zu erheben; auch erfordert diese Operation nur 2 Minuten, in
welcher Zeit das Glas kaum etwas von seiner Wärme verliert. Es ist nun vollkommen
gußfertig.
Die Construction des verbesserten Kühlofens ist in den Figuren 21, 22, 23 und 24 besonders
dargestellt; eine jede derselben stellt aber nur ein Siebentel vom Querschnitt des
Ofens bar. Er besteht aus einer Anzahl vierekiger Blöke, die hohl und unten offen
sind (wie in den Fig. 23 und 24 besonders zu sehen).
Sie können je nach der Gestalt des Ofens von jeder beliebiger Größe seyn, doch zieht
Hr. Bessemer vor, sie von etwa 4 Fuß im Quadrat zu haben.
Ihre Seiten werden geschliffen und aneinander gepaßt und durch Schrauben und Muttern
mit einander verbunden; in den Seiten eines jeden Bloks sind auch Vertiefungen
angebracht, in welche Lehm oder Kitt gedrükt wird, damit sie sich nicht verschieben,
wie bei t in Fig. 22 und 24 zu sehen
ist. Wenn das Ganze zusammengepaßt ist, so bildet es auf der oberen Seite eine
Fläche, wie in Fig.
21, und ehe diese in den Ofen kommt, bringt man sie unter die gewöhnliche
Schleifmaschine, um sie so eben wie möglich zu machen, worauf sie wie gewöhnlich in
Sand gesezt wird. In manchen Fällen kann es erwünscht seyn, bewegliche Böden in den
Kühlöfen zu haben, zu welchem Zwek der Patentträger Rollen k,
k anwendet (wie Fig. 25, 28 und 27 zeigen), auf welchen
der Boden nach Belieben ein- und ausgeschoben werden kann.
Tafeln