| Titel: | Ueber mechanisch-elastisches Hämmern des Leders. Von G. W. Bichon. |
| Autor: | G. W. Bichon |
| Fundstelle: | Band 86, Jahrgang 1842, Nr. CI., S. 419 |
| Download: | XML |
CI.
Ueber mechanisch-elastisches
Haͤmmern des Leders. Von G. W.
Bichon.
Mit Abbildungen auf Tab.
VIII.
Bichon, über mechanisch-elastisches Hämmern des
Leders.
Vieles im Bereiche der Industrie hat in dem Jahrhundert, in welchem wir leben, sich
der größten Fortschritte zu erfreuen, und die Gerberei
mehr in diesem, als in allen frühern gewonnen, allein nichts ist so vollkommen, als
daß es nicht einer Verbesserung fähig wäre; so zum Beispiel:
Wenn wir die verschiedenen Ledersorten, jede insbesondere untersuchen, so finden wir,
daß ihre Eigenschaften sehr von einander abweichen. Die eine Ledersorte muß ihren
Hauptwerth durch große Elasticität und Geschmeidigkeit, die andere aber durch
Festigkeit und Dichtheit darthun. Diese Eigenschaften werden öfters beide durch mechanische Arbeiten
hervorgerufen, abgesehen von den schon dahin wirkenden Vorarbeiten und Substanzen,
welche bei der Fabrication des Leders bei dem Gerben
angewendet wurden. Ohne uns zunächst in weitere Einzelnheiten einzulassen, müssen
wir bemerken, daß vorliegender Aufsaz nur die Fabrication des Sohlleders
betrifft.
Von den vielen Eigenschaften, welche ein gutes Sohlleder kennbar machen, ist
unbedingt seine große Festigkeit und Dichtheit, ohne im mindesten narbenbrüchig oder
gar spröde zu seyn, ein Haupterforderniß. Festes und dichtes Sohlleder, welches
vorzüglich seyn soll, muß folgende Probe bestehen:
Wenn aus irgend einer Haut Sohlleber eine mit einem Zirkel gezogene Kreislinie
ausgeschnitten, und diese Kreisfläche im Wasser erweicht wird, so darf dieses Stük
unter den Streichen des Schusterhammers nichts von seiner Gestalt verlieren, sondern
es muß die genaue Form jenes ausgeschnittenen Zirkels seyn und bleiben, höchstens
darf es um ein unbedeutendes dünner geworden seyn. Aber auch im trokenen Zustande
soll gutes Sohlleder seine Festigkeit und Dichtheit durch den hellklingenden Schall
unter dem Schlage eines Hammers oder eines andern Instruments zu erkennen geben, und
muß beinahe gleich einer Gloke vibriren.
Diese Unterscheidungsmerkmale wurden von jeher gefordert, und nicht zu läugnen ist
es, daß selbige vorzugsweise ihr Entstehen einer gut geleiteten Bearbeitung und
richtigen Gerbung verdanken. Doch immer blieb und bleibt ein höherer Grad von
Festigkeit und Dichtheit des Sohlleders zu wünschen übrig, daher man schon im
vorigen Jahrhundert durch Einreiben einer Mischung von Fett und Harz dieser
Forderung zu entsprechen gedachte, und ein sogenanntes wasserdichtes Sohlleder
hervorzubringen bemüht war. Ohne hier in eine Kritik der Ausübung und des Erfolgs
solcher Operation einzugehen, fragen wir bloß, ob die fraglichen Eigenschaften nicht
hauptsächlich durch eine noch größere Cohäsion der Hautfasern, wodurch die Poren
vermindert werden, entstehen?
In dieser Absicht Pflegen einige Gerber der Rheinlande die gegerbten Leder zu
schleimen und mehrmals auszusezen. In Deutschland und allgemein in Frankreich werden
die beinahe trokenen Leder auf einem großen Stein mit kupfernen Hämmern stark
geschlagen, wodurch die Cohäsion des Gewebes der Haut sehr vermehrt wird. In Holland
und in andern Ländern, wo diese Operation nicht bewerkstelligt wird, und bloß den
Verrichtungen des Schusters überlassen ist, wird nicht selten ein für feuchte
Witterung unpassendes Leder verarbeitet.
Das Hämmern des Leders durch Arbeiter bewerkstelligt, ließ sowohl in praktischer als ökonomischer
Hinsicht vieles zu wünschen übrig; und schon seit langer Zeit zielten erfinderische
Gerber dahin, diese Operation durch einen Hammer, einen Stampfer oder eine Keule,
welche von Wasser oder Dampf getrieben, oder selbst von mehreren Arbeitern, deren
Kräfte auf denselben Punkt hinstrebten, in Bewegung gesezt werden sollte. Viele
derartige Constructionen wurden vergebens gemacht, denn die Leder, durch diese
Mechanik gehämmert, wurden so spröde wie Glas, sie waren gleichsam verbrannt;
– eine natürliche Folge des allzufesten Pressens. Vor einigen Jahren wurde
durch zwekmäßige Verbesserungen diesem Hauptfehler abgeholfen, indem man die Leder
durch einen oder zwei Hämmer schlug, welche horizontal in Bewegung gesezt wurden.
Das also gehämmerte Leder erhielt bald sein verdientes Lob, da es sich sowohl durch
seine Festigkeit und Dichtheit, als durch seine glatte und glänzende Oberfläche
auszeichnete. Jezt steht das durch Mechanik gehämmerte Leder in solchem Ansehen, daß
die mit der Hand gehämmerten Leder wenig Zutrauen mehr im Handel genießen.
In einer nicht unbedeutenden Fabrik der Umgebung von Paris, in der
Sohlledermanufactur der HHrn. Delbut und Comp. in St.
Germain en Laye, wo zuerst die durch Dampf bewirkte Schwizoperation eingeführt
wurde, findet sich der vorhin erwähnte Hammer, welcher täglich ungefähr 30 Häute
hämmert und zwei Arbeiter beschäftigt. Der Hammer, höchstens 20 Pfd. schwer, schlägt
mehrmals dieselbe Stelle, und arbeitet so schnell, daß man in einer Minute 200 bis
220 Schläge zählen kann. Bei dem Hämmern mit der Hand, wo gewöhnlich vier Arbeiter
ans Werk gestellt werden, können höchstens 25 Häute in einem Tage gehämmert werden,
und dennoch steht dieses gehämmerte Leder in jeder Beziehung dem mechanisch
zubereiteten an Güte nach.
Was die Oekonomie dieser Einrichtung betrifft, so wird man sich erst ihren wirklichen
Werth anschaulich machen können, wenn wir auseinandergesezt haben, wie seit Kurzem das mechanische System in dieser Hinsicht einer
großen Modification unterworfen wurde.
Die Leder werden nun durch einen senkrecht fallenden Stampfer gehämmert. In der
genannten Fabrik findet sich auch diese verbesserte Mechanik vor, jedoch die
Gerechtigkeit erheischt es, zu bemerken, daß der großen Gerberei der HHrn. Sterlingue und Comp. der Vorzug gebührt. – Mit
dieser Keule, wovon wir eine Beschreibung und Zeichnung beifügen, werden in einem
Tage wenigstens 60 Häute gehämmert und gleichfalls nur zwei Arbeiter erfordert. Die
Keule kann man in einer Minute, je nachdem die Maschinenkraft ausreicht, 60 bis 80
Schläge thun lassen, und jeder Schlag reicht hin, eine Kreisfläche von 16 Centimeter (die etwaige Größe des Diameters der Keulenfläche) so
dicht, fest und eben zu schlagen, daß ein Weiteres nicht zu wünschen ist. Nach Abzug
aller Unkosten stellt sich ein Gewinn von wenigstens 75 Proc. an Arbeitslohn
mittelst dieser Operation heraus. In der Manufactur der HHrn. Sterlingue und Comp. soll sich dieser Ertrag auf 20,000 Fr. belaufen.
Endlich bleibt uns noch zu bemerken, daß der Amboß, auf welchem die Keule das Leder
hämmert, durch Dampf geheizt wird, so daß er ungefähr eine Wärme von 30 Grad N. hat.
In genannter Fabrik wird eine Röhre mit der vorhandenen Dampfmaschine in Verbindung
gesezt, so daß durch diese der Amboß erwärmt wird, und zwar durch solchen Dampf,
welcher der Maschine bereits seine Bewegungskraft lieh, und sonst verloren gehen
würde. Dieses Heizen dient meistens dazu, um dem Leder ein schöneres Weiß zu
verleihen, und um es reiner zu erhalten, da das erwärmte Kupfer, woraus der obere
Theil des Amboß, so wie der untere Theil des Stampfers gebildet ist, weniger die
Feuchtigkeit der Luft an sich zieht, die in Verbindung mit dem feinen Lohstaub,
welcher immer mehr oder minder dem frisch gegerbten und gebürsteten Leder anhängt,
seine glänzende Außenseite verdunkeln würde, welche das Ansehen gefälliger machen
muß.
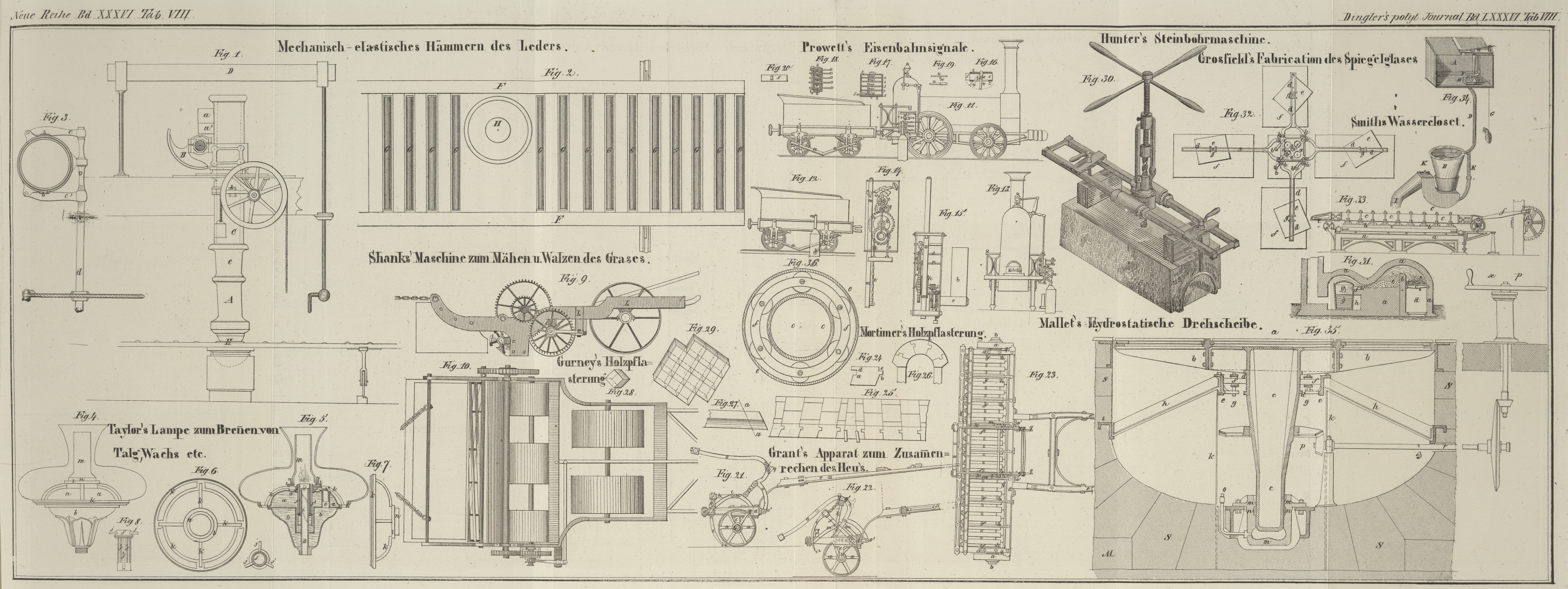
Erläuterung der Zeichnung.
Fig. 1
Verticale Ansicht der Keule oder des Stampfers.
Fig. 2
Horizontale Ansicht des mit Walzen versehenen Tisches, so wie des Amboßes.
Fig. 3
Horizontale Ansicht des Apparates, wodurch die Keule gebremst werden kann.
Die Zeichnung ist im dreißigsten Theile der natürlichen Größe.
A ist die Keule aus Gußeisen, welche 600 Pfd. schwer
ist, und ungefähr 15 Centimeter hoch fällt.
a, a' sind Hebelatten von Holz, woran die Keule gehoben
wird.
Diese Hebelatten sind in zwei entsprechenden Oeffnungen, welche sich im obern Theil
der Keule befinden, mittelst hölzerner Keile befestigt. Das Heben der Keule
geschieht durch den Hebedaumen B.
C ist das cylindrische Führungsstük der Keule, welches
den Zwek hat, die Keule immer in senkrechter Lage zu erhalten. An zwei Seiten der
Keule sind Nuthen angebracht, in welche zwei Stükchen Holz b,
b' eingreifen, welche durch die Bremsvorrichtung gegen die Keule gedrillt
werden können. Durch das stärkere Andrüken dieser Holzbaken, und durch die dadurch
vermehrte Reibung an der Keule kann der Schlag derselben beliebig vermindert, und
sogar das Herabfallen der Keule gänzlich verhindert werden.
An dem einen Ende der Achse d, Fig. 3, ist eine
Schnurscheibe befestigt, über welche ein Seil geht, welches an seinem einen Ende mit
einem Handgriffe, an dem andern aber mit einem Gegengewicht versehen ist. Wird an
dem Handgriffe gezogen, so dreht sich die Schnurscheibe und mit ihr die Achse d. Auf dieser Achse d
befindet sich bei v, v ein rechtes und ein linkes
Schraubengewinde, welches bei der Drehung die Hebelarme c,
c' einander nähern, und so die Holzbaken b, b'
gegen die Keule pressen.
e ist eine hohle Verzierung, welche dazu dient, das Oehl
aufzufangen, welches zum Schmieren der Keule verwendet wurde, und welches ohne diese
Vorrichtung an der Keule hinabrinnen und das Leber beschmuzen würde.
D ist ein waagerechter Querbalken (Prellbaum), welcher
verhindert, daß die Keule höher geworfen werden kann, und dazu dient, den Fall der
Keule zu beschleunigen.
F ist ein Tisch mit Walzen G, auf welchen das zu hämmernde Leder gelegt wird. Dieser Tisch steht auf
Rädern, welche auf einer Eisenbahn laufen.
H kupferne Fläche des Amboßes, auf welchen die Keule
schlägt. Das Fundament dieses sonst aus Eisen gegossenen Amboß ist aus Holz gebaut,
welches durch dazwischen gelegte Federn von dem eigentlichen Amboß getrennt ist,
damit die Erschütterung des Locals, wo diese Operation stattfindet, weniger stark
sey, und mithin den so schädlichen Folgen der Erschütterung vorgebeugt wird.
Schließlich bemerken wir, daß dieser in jeder Hinsicht dem Zwek entsprechende
senkrechtfallende Hammer in der Fonderie et construction de
machines de M.
Fargot, rue Moreau No.
1 in Paris verfertigt wird. Jener anerkannte Mechaniker lieferte die beiden Hämmer
der erwähnten Gerberei, und hat auch die da wirkende Dampfmaschine construirt,
welche sich von allen derartigen Maschinen durch die veränderliche Expansion des
Dampfes auszeichnet, wodurch sich eine große Oekonomie hinsichtlich der
Heizungskosten herausstellt. Die durch genannten Mechaniker eingeführte Art der
Vertheilung des Dampfes wird erzwekt, ohne daß die Maschine dadurch in ihrer
Construction complicirter würde.
Tafeln