| Titel: | Verbesserungen in der Fabrication des Spiegelglases, worauf sich Joseph Crosfield, Seifenfabrikant zu Warrington in der Grafschaft Lancaster, am 25. März 1840 ein Patent ertheilen ließ. |
| Fundstelle: | Band 86, Jahrgang 1842, Nr. CIII., S. 424 |
| Download: | XML |
CIII.
Verbesserungen in der Fabrication des
Spiegelglases, worauf sich Joseph
Crosfield, Seifenfabrikant zu Warrington in der Grafschaft Lancaster, am
25. Maͤrz 1840 ein Patent ertheilen
ließ.Man vergl. Bessemer's im polytechn. Journal Bd. LXXXVI. S. 182 beschriebene
Verbesserungen in der Spiegelglas-Fabrication.A. d. R.
Aus dem London Journal of arts, August 1842, S.
23.
Mit Abbildungen auf Tab.
VIII.
Crosfield's Fabrication des Spiegelglases.
Vorliegende Verbesserungen bestehen erstens in einer ökonomischeren Anwendung des
Brennmaterials zum Schmelzen der rohen Materialien, woraus das Glas besteht. Diese
Operation geht in einem Flammofen, d.h. in einem Ofen vor sich, welcher denjenigen
gleicht, wie man sie zum Schmelzen des Kupfers oder anderer Erze oder zum
Umschmelzen des Gußeisens anwendet. Das geschmolzene Glas läßt man dann in einen
gewöhnlichen thönernen Glashafen auslaufen.
Die Flammösen können entweder mit gewöhnlichen Glasöfen in Verbindung gebracht, oder
die Einrichtung kann so getroffen werden, daß jeder Hafen seinen eigenen Ofen
besizt; auch kann diese Schmelzmethode entweder auf einen festen oder einen
beweglichen Schmelzhafen angewendet werden.
Zweitens, in der Anordnung von vier rechtwinkelig zu einander gestellten
Schleifbänken zum Schleifen des Spiegelglases, deren Obergestelle gleichzeitig durch
einen Krummzapfen in Bewegung gesezt werden, wobei sich der untere Stein mittelst
Rädern auf einer Eisenbahn bewegt. Diese entweder durch die Hand oder durch
mechanische Hülfsmittel vor- und rükwärts erfolgende Bewegung bringt den
Vortheil, daß man beim Schleifen großer Glasplatten die Stellung des Oberkastens
nicht zu verändern braucht.
Drittens, mit Bezug auf die Polirmaschinen, in der Anwendung einer größeren Anzahl
von Polirstangen, als bisher üblich war; vier Polirstangen wird indessen der Vorzug
gegeben. Hieraus ergibt sich der Vortheil, daß eine größere Quantität Glases in
derselben Zeit fertig gemacht werden kann, als mit der gleichen Anzahl Polirbänken,
die jedoch nur mit zwei Polirstangen versehen sind.
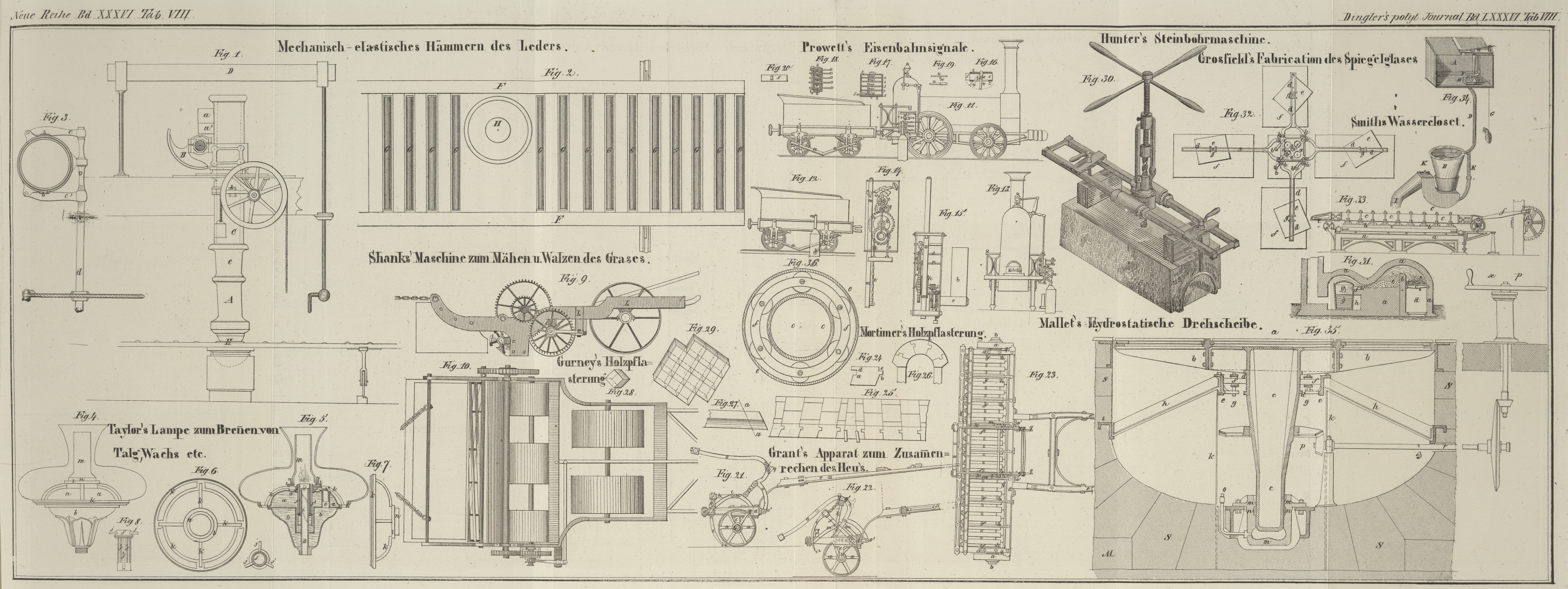
Fig. 31
stellt einen senkrechten Längendurchschnitt des Schmelzofens a, a, a, a dar; b ist die Brüke, welche das
Feuer von den Materialien trennt; c der Rost und d der Aschenfall. Das Material wird auf den geneigten
Boden des Ofens bei e geschüttet und fließt, wenn es ins
Schmelzen kommt, durch die Thonröhre f in den ebenfalls
in dem Ofen befindlichen und von demselben erhizten Hafen g. Bei h befindet sich eine
Hülfs-Feuerstelle zum Erhizen des Hafens.
Fig. 32 ist
der Grundriß einer Schleifmaschine, welcher die verbesserte Einrichtung der
Schleifbänke erläutern soll. a, a ist der Schwungrahmen;
b, b sind die Kurbeln am Fundamente; c, c die Kurbeln am Schwungrahmen; d, d Lenkstangen mit Schlizen, in denen die Reiber e, e mit den obern Glastafeln sich verschieben lassen;
f, f steinerne Platten, auf denen die untern
Glastafeln ruhen; g, g Centralzapfen mit Schlizen zur
Adjustirung der Reibzeuge e, e: h, h Scharniere zur
Verbindung der Lenkstangen d, d mit dem Schwungrahmen
a, a. Das Ganze wird durch die Haupttreibkurbel b* in Bewegung gesezt.
Fig. 33
stellt die Seitenansicht einer Maschine zum Poliren der Glastafeln dar mit der
verbesserten Anordnung der Polirstangen. Auf dem Hauptgestell a, a der Maschine ruhen die Schieferplatten b,
auf welche die zu polirenden Glastafeln gelegt werden. c,
c ist eine von den vier Polirstangen mit den oben erwähnten Reibzeugen,
welche auf die übliche Weise durch Kurbeln und Lenkstangen f,
f in hin- und hergehende Bewegung gesezt werden.
Tafeln