| Titel: | Fabrication des Gußstahles in Yorkshire. |
| Fundstelle: | Band 92, Jahrgang 1844, Nr. XXXI., S. 99 |
| Download: | XML |
XXXI.
Fabrication des Gußstahles in Yorkshire.Dieser Aufsaz bildet den Schluß des im vorhergehenden Heft des polytechnischen
Journals Bd. XCI S. 443 enthaltenen
Aufsazes.
Aus den Annales des Mines, Tom. III. 3. Lief. 1843.
durch Heßler's Jahrbuch
fuͤr Technik, Physik und Chemie Febr. 1844 S.
133.
Mit Abbildungen auf Tab.
II.
Fabrication des Gußstahles.
Die Größe des bei einer Stahlschmelzerei beschäftigten Personals richtet sich nach
der Zahl der im Betrieb erhaltenen Schmelzöfen. Eine Hütte, die 10 Schmelzöfen in
vollem Gange erhält, d.h. wöchentlich durch 5 Tage schmelzt, braucht 8 Arbeiter, als
da sind: a) der Werkführer (Schmelzer, smelter), welcher die ganze Arbeit überwacht, die rohen
Stahlstangen mit dem Hammer zerschlägt, die Beschikung für jeden Tiegel herrichtet,
den geschmolzenen Stahl in die Formen gießt und an den Reparaturen der Oefen Antheil
nimmt u.s.w.; b) zwei Gießer (Herausnehmer, takers out), denen insbesondere alle beim Gießen
erforderlichen Operationen obliegen; sie allein nehmen die Tiegel aus den Oefen und
tragen sie dem Werkführer zu; c) der Formenzurichter
(mould geter up), welcher dem Werkführer die
Gießformen herrichtet und die gegossenen Stangen nach dem Erstarren aus den Formen
nimmt; er unterstüzt auch die Gießer beim Kohksaufgeben während des Schmelzens; d) der Kohkszuträger (Coaky), welcher die Kohks in Körbe füllt und in die Schmelzhütte trägt, übrigens ebenfalls die
Gießer bei allen ihren Manipulationen unterstüzt; e) der
Rostüberwacher (boy), ein Knabe von 10–12 Jahren,
der sich gewöhnlich im Keller aufhält, um die Gießer davon in Kenntniß zu sezen,
wenn das Aussehen des Rostes die erfolgte Durchlöcherung eines Tiegels anzeigt. Oft
formt er überdieß in einem gußeisernen Model die Untersäze (Untersezer) für die
Tiegel, verkleinert mittelst eines Hammers die Scherben alter Tiegel, welche nach
Entfernung der verglasten Theile, wie früher angegeben wurde, der übrigen
Tiegelmasse zugesezt werden; endlich hilft er, wenn die Schmelzöfen nicht im Gange
sind, dem Tiegelverfertiger; f) der Tiegelverfertiger,
der, wie schon oben gesagt, in einer Hütte, die 10 Schmelzöfen in voller Thätigkeit
erhält, ununterbrochen beschäftigt ist.
Da die Schmelzöfen nur während des Tags im Gange sind, so machen die Arbeiter nur
eine einzige Schichte von 10–12 Stunden und ihr wochentlicher Arbeitslohn
beläuft sich auf 7 Pfd. 8 Schill. (an 74 fl. C. M.); ich habe nie gehört, daß der
Arbeitslohn jemals nach der Größe des Erzeugnisses wäre ermessen worden.
Unabhängig von den angeführten sieben constant und regelmäßig beschäftigten Arbeitern
wird oft, wenn die Schmelzhütte im höchsten Grade beschäftigt ist, noch ein Gehülfe
für die verschiedenen Nebenarbeiten beigesellt. In einigen kleinern Hütten mit 4
Schmelzöfen, wo wochentlich nur durch 3 Tage 3 Oefen im Feuer erhalten werden und wo
man das Personal soviel möglich zu vermindern sucht, sind nur zwei Arbeiter
beschäftigt, nämlich ein Gießer, der alle vorher angegebenen Arbeiten verrichtet,
und ein Knabe von 14–15 Jahren, der überall, wo es sein Alter erlaubt,
mithilft. Der Arbeitslohn dieser zwei Menschen beläuft sich gewöhnlich auf 2 Pfd. 3
Schill. (21 fl. 30 kr. C. M.)
Gang der Arbeit in einer Stahlschmelzhütte. – Eine
Campagne der Stahlschmelzöfen dauert nie über 5 Tage, oft nur 3 Tage, und obgleich
die Oefen während der ganzen Campagne im Feuer bleiben, so arbeiten sie doch alle 24
Stunden nur 10 Stunden. In einer Hütte, in welcher wöchentlich 5 Tage geschmolzen
wird, muß die Reparatur der Oefen immer Sonntags Abends beendigt seyn; man heizt
dann zuerst jeden Ofen mit großer Vorsicht an, damit die Ofenwände troknen und nur
sehr allmählich die zum Schmelzen des Stahles erforderliche hohe Temperatur
erlangen. Zu diesem Ende wirft man auf den Rost einige Schaufeln voll brennender
Steinkohlen, bedekt sie mit frischen Kohks, und wenn diese Masse in Brand zu
gerathen anfängt, wird noch Lösche aufgegeben, es wird der horizontale Canal mit
einem eingesezten Ziegel beinahe ganz verstopft und die Ofenmündung mit dem Dekel
Fig. 26
verschlossen. Es erfolgt
so während der folgenden Nacht eine dumpfe Verbrennung unter gehemmtem Luftzug und
durch diese die vorbesagte Austroknung und allmähliche Temperaturerhöhung bis zur
dunklen Rothgluth. Ganz in gleicher Weise wird mit allen in Gang zu bringenden Oefen
verfahren.
An demselben Abend bringt man auch auf den Rost des Tiegelbrennofens (Fig. 23 und 24) etwa 2
Zoll hoch brennendes Kohksklein, von einem Steinkohlenfeuer kommend, welches auf
einem anliegenden Rost (Fig. 24) beständig
unterhalten wird, stellt darauf die Tiegel, die den nächsten Morgen in Gebrauch
genommen werden sollen und füllt dann den Ofen ganz mit Kohksklein, so wie es im
Kohksmagazin übrig bleibt, oder mit den Kohksstüken, die unverbrannt in die
Aschenräume hinabfallen, ganz voll. Montag Mittag wird zum eigentlichen Anheizen der
Oefen geschritten. Zu diesem Ende entfernt man mit einer Krüke die pulverige Masse,
die man bis dorthin in dem Ofen belassen hat, reinigt den Rost gut und sezt die
Tiegel ein. Die Mitten (Achsen) der beiden Tiegel, die in einen Ofen zu stehen
kommen, müssen sich in der nämlichen Verticalebene und in gleichen Entfernungen von
den zwei größern Seitenwänden des Ofens befinden; sowohl zwischen die zwei Tiegel
selbst, als zwischen den Tiegeln und den kleinen Seitenwänden des Ofens bleibt (in
der besagten Verticalebene gemessen) ein 5 Cent. (22,5 Linien) breiter Raum leer.
Bei dieser Anordnung der Tiegel beträgt der Abstand der Tiegel von einander und von
den größern Seitenwänden des Ofens 95 Mill. (3,5 Zoll). Man sezt nun die Dekel auf
die leeren Tiegel, füllt die Oefen mit frischen Kohks an, verstopft die
horizontalen, zur Esse führenden Canäle und schließt die Oeffnung oben in jedem
Ofen. Es entsteht nun sogleich ein sehr starker Zug und im Verlauf von einer halben
Stunde erreicht der Ofen eine sehr hohe Hize.
Jezt wird zur Beschikung der Tiegel geschritten; zu diesem Behufe dekt man sie ab,
stekt den im Vorhergehenden erwähnten und in Fig. 33 dargestellten
Trichter von Eisenblech hinein, und nun gibt der Werkführer zuerst 2–3 etwa
35 Cent. (12,3 Zoll) lange Stahlstüke hinein. Um aber die Tiegel gegen Stöße zu
schüzen, bringt schon vorher ein Gießer in den Trichter hinein eine gerade Stange,
die in Fig.
33 angezeigte Stellung ihr gebend. Die Stahlstüke werden senkrecht an die
eine Seite des Tiegels gestellt und der Zwischenraum zwischen denselben und der
entgegengesezten Seite wird hierauf mit kleinen Stahlstüken ausgefüllt. Diese
Anordnung hat zum Zwek in die Tiegel möglichst viel Stahl hineinzubringen. Oft macht
man beim Beschiken, wie ich vorn angegeben habe, den Beschluß mit Abfällen von Stahlblech,
Stahldraht und dem Ausschuß der verschiedenen Fabricationsartikel. Die ganze
Beschikung eines Tiegels varirt von 28–36 englischen Pfd., gewöhnlich beträgt
sie 30 engl. Pfd. (24,2 W. Pfd.)
Nach erfolgter Beschikung werden die Dekel wieder auf die Tiegel gesezt, die Oefen
mit frischen Kohks gefüllt, die obern Mündungen der Oefen mit den betreffenden
Dekeln (Fig.
26) verschlossen und das Schmelzen begonnen.
Führung des Feuers. – Zur Erzeugung und
Unterhaltung der zum Schmelzen des Stahls erforderlichen hohen Hize müssen Kohks,
welche die in dem frühern Theil dieses Aufsazes angegebenen Bedingungen erfüllen,
angewendet und noch überdieß gewisse Regeln beim Aufgeben dieses Brennmaterials
beobachtet werden.
Das Aufgeben des Brennmaterials darf nicht zu oft stattfinden, weil dabei der Ofen in
doppelter Weise eine Abkühlung erfährt, einmal weil durch Oeffnen der obern Mündung
zeitweilig der Zug vermindert, und das anderemal, weil ein kalter Körper in den Ofen
gebracht wird. Es ist viel besser, selten, aber immer in großen Gichten den
Brennstoff aufzugeben. Gewöhnlich werden von Stunde zu Stunde in jedem Ofen
20–25 Kilogr. (35 1/2–44 1/2 Pfd.) aufgegeben. Zu diesem Ende werden
die im Ofen zurükgebliebenen Kohks mit einem Schüreisen zusammengehäuft und nachher
langsam die neue Gicht so aufgeschüttet, daß der leere Raum möglichst ausgefüllt
wird. Während ein Arbeiter die Kohks aufschüttet, vertheilt ein anderer mittelst
einer Schürstange die Stüke gleichmäßig, zieht jene, die in den horizontalen Essen
oder Canal hineingefallen sind, aus diesem heraus, um den Zug in gehöriger
Wirksamkeit zu erhalten und häuft die Kohks an der dem Canal gegenüberliegenden
Ofenwand zu einer geneigten Fläche an. Alles dieß muß in weniger als 2 Minuten
geschehen seyn. Da die Kohksasche feuerfest ist, so wird durch sie der Rost nicht
verstopft und sie fordert somit von Seite der Arbeiter nur geringe Sorgfalt. Nur
manchmal sieht man zwischen den Roststangen eine verglaste flüssige Masse in Fäden
hinabfallen; aber auch dann bedarf es keiner besondern Reinigung der Roststäbe
mittelst Brechstangen.
Das Schmelzen des Stahls ist gewöhnlich 4 Stunden nach dem Beschiken vollendet. Der
Gießer überzeugt sich von dem Zustand der Beschikung durch Abdeken der Tiegel. Die
Arbeiter sorgen beim Aufgeben der Kohks dafür, daß der Obertheil der Tiegel von
Kohks entblößt sey, wenn der Augenblik des Gießens herankömmt. In den Oefen, wo die
Schmelzung noch nicht ganz vollendet ist, wird immer noch etwas Brennstoff aufgegeben und man gießt aus
diesen Oefen zulezt.
Gießen und Formen des geschmolzenen Stahls. – Das
Gießen des Stahls zu Barren oder Stangen muß mit größter Schnelligkeit geschehen und
fordert das Zusammenwirken aller Arbeiter. Die Gießer ergreifen mittelst der dazu
bestimmten und in Fig. 31 abgebildeten Zange die Tiegel, welchen die Untersäze (Untersezer)
und die Dekel anhängend bleiben und stellen sie vor den Werkführer hin, der sie
wieder mit einer andern in Fig. 32 abgebildeten
Zange ergreift, mit einem schwachen Hammerschlag den Dekel losmacht und den ganzen
Inhalt sogleich in eine Gießform gießt. Das Metall ist sehr flüssig und wirft
zahlreiche Funken umher, die noch einige Secunden nach Eingießen der ganzen
Beschikung in die Form, aus dieser heraussprizen. Der Arbeiter kann den vollen 25
Kil. (45 Pfd.) schweren Tiegel nun aufheben, indem er die Zange mit beiden Händen
ergreift und fest an seinen Körper anhält. Hiebei würde er sich seine Hände und
Kleider verbrennen, wenn er sie nicht mehrfach mit Wolle umhüllt hätte. Der
entleerte Tiegel wird ohne besondere Behutsamkeit auf den Boden der Schmelzhütte
hingeworfen, wo er so lange liegen bleibt, bis auch der andere Tiegel desselben
Ofens auf gleiche Art entleert worden, wo dann beide Tiegel, mit ihren Dekeln
bedekt, leer in den Ofen zurükgebracht und darin nach Verschließung desselben und
nach Aufgeben von etwas frischen Kohks wieder gehizt werden. Auf die angegebene Art
wird ohne Unterbrechung nach und nach mit jedem Ofen der Hütte verfahren. Während
dieses Manövers richtet der Formenschifter immer neue, sorgfältig getroknete
Gießformen vor, entfernt die bereits angefüllten, nimmt sie, nachdem der Stahl
erstarrt ist, auseinander und stürzt im Hof die Gußstahlbarren heraus, damit sie,
ohne den Arbeitern im Wege zu seyn, daselbst erkalten.
Nachdem das Gießen und Wiedereinsezen der leeren Tiegel in die Oefen beendigt ist,
erhalten diese Tiegel eine frische Beschikung von rohem Cementstahl, indem hiebei
die Oefen in derselben Ordnung wie beim Gießen genommen werden, und leitet nachher
das Feuer wie vorher. Dieses zweite Schmelzen unterscheidet sich von dem ersten nur
darin, daß, da die Oefen jezt eine höhere Hize besizen, das Schmelzen gewöhnlich
schon in 3 Stunden und mit 3 Kohksgichten beendigt ist. Nach einem dritten, im
Mittel ebenfalls 3 Stunden dauernden Schmelzen kommen die Tiegel außer Dienst und
die Operation wird bis zum folgenden Tag unterbrochen. Zu diesem Ende reinigt man
sorgfältig den Rost und die Wände jedes Ofens, bringt Kohksabfälle ein, wie dieß
Tags vorher geschehen, schließt die Mündung des horizontalen Canals mit einem Ziegelstein und
die obere Oeffnung des Ofens mit dem betreffenden Dekel und sezt endlich die Tiegel,
die am folgenden Tag in Gebrauch genommen werden sollen, in den zum Brennen
derselben dienenden Ofen ein. Dienstag Abends 6 Uhr wird wieder angeheizt, so wie
dieß Montags geschehen, nur mit dem Unterschied daß, da jezt die Oefen viel heißer
sind, die Dauer des Anheizens vor der ersten Beschikung auf eine Viertelstunde
beschränkt werden kann. Es werden wieder drei Schmelzungen nach einander gemacht und
es wird in dieser Art bis Freitag Abend fortgefahren. Die Ofenwände sind dann,
selbst wenn die Materialien die gewünschte Qualität besizen, so beschädigt, daß das
Schmelzen nicht mehr fortgesezt werden kann, und man benüzt den Samstag und Sonntag
zum Abbrechen und Wiederaufbauen der innern Schachtmauer; Sonntag Abends 6 Uhr
beginnt endlich wieder das Anheizen und hiemit eine neue Campagne.
Die Tiegel sind, nachdem sie die dritte Schmelzung überstanden haben, keineswegs
absolut untauglich zu weiterm Gebrauch; die Mehrzahl derselben könnte noch eine oder
zwei Schmelzungen aushalten, allein die Erfahrung hat gezeigt, daß die Tiegel dann
doch öfter zu Grunde gehen und daß der Verlust an Stahl, der hiedurch erlitten wird,
die Ersparung auf- und sogar überwiegt, die durch öftern als dreimaligen
Gebrauch eines und desselben Tiegels erzielt wird.
Ungeachtet der großen Sorgfalt, welche bei Verfertigung der Tiegel beobachtet wird,
geschieht es doch öfters, daß sie während des Schmelzens Risse oder ein Loch
bekommen, wo dann ihre ganze Beschikung aus- und durch Einfluß des
oxydirenden Mittels, das sie passirt, ganz umgeändert in den Aschenraum hinabrinnt.
Werden die Gießer durch den Wächter, indem dieser glänzende Funken durch den Rost
hinabfallen sieht, von einem solchen Unfall noch bei Zeiten in Kenntniß gesezt, so
kann dem Verlust des ganzen Tiegelinhalts dadurch vorgebeugt werden, daß die Gießer
äußerlich an der beschädigten Stelle des Tiegels einen Klumpen oder Pfropf von
feuerfestem Thon appliciren und den Tiegel so neigen, daß die gesunde Seite den Druk
des flüssigen Inhalts zu ertragen hat. Fließt der Tiegel ungeachtet der Anwendung
dieses Mittels noch aus, so muß er schnell aus dem Ofen genommen werden, um so das
zu retten, was noch darin geblieben ist. Dieses Ausrinnen der Tiegel ist beinahe die
einzige Ursache des geringen Abgangs, der in den Stahlschmelzereien stattfindet.
Ein anderer Grund, welcher die Zahl der mit einem und demselben Tiegel vorzunehmenden
Schmelzungen beschränkt, ist die allmähliche Verminderung seines Volums die er
erleidet und welche eine
entsprechende Verminderung des Gewichtes der Beschikung nach sich zieht. Der innere
Raum eines an der Luft getrokneten Tiegels beträgt 8,85 Liter (6,19 Wien. Maaß); bei
einem Tiegel, der zu drei Schmelzungen gedient hatte und noch vollkommen
wohlerhalten war, fand ich dieses Volum aus 6,3 Liter (4,41 Maaß) vermindert, und
die Arbeiter mehrerer Schmelzhütten stimmten ganz in der Behauptung überein, daß
diese Volumsverminderung sich bei jeder neuen Schmelzung immer wieder zeige. Der
Einfluß dieser stattfindenden Volumsverminderung auf das Gewicht der
Tiegelbeschikung ist so groß, daß die drei Beschikungen eines und desselben Tiegels
im Verhältniß von 32 zu 30 und 28 Pfd. abnehmen.
Keine Ofencampagne dauert über 5 Tage; man ist aber oft, wegen minder guter Qualität
der feuerfesten Materialien, woraus der Ofen besteht, genöthigt, die Campagnen
früher zu unterbrechen. Beinahe immer zeigen sich schon nach dreitägigem Heizen die
Wände ziemlich bedeutend angefressen, so daß der Brennmaterialbedarf beträchtlich
wächst. Während der mittlere Bedarf des zweiten Schmelztages 250 Gewichtstheile
Kohks auf 100 Gewichtstheile Stahl ist, beträgt dieser Bedarf im fünften Tag oft
über 350 Gewichtstheile. Aus diesem Grunde macht man zu Zeiten, wo wegen Stokung im
Handel die Oefen nicht im lebhaftesten Betrieb erhalten werden können, gewöhnlich
lieber nur dreitägige Campagnen, als daß man die Zahl der im Gang befindlichen Oefen
vermindert.
Eigenschaften des Gußstahls. – Der Gußstahl nimmt
sehr genau die Gestalt der Formen an, in die er gegossen wird. Das Gewicht einer
gegossenen Barre varirt zwischen 12–16 Kilogr. (21 1/2–28 1/2 Pfd.).
Obgleich der rohe Cementstahl sehr zerbrechlich (spröde) ist, so sind die
Gußstahlbarren wegen ihres beträchtlichen Querschnitts doch sehr schwer zu
zerbrechen. Der frische Bruch zeigt eine graue Farbe ohne bläulichen Reflex, welche
etwas an die Farbe des unreinen Antimons erster Schmelzung erinnert. Die ganze Masse
ist gewöhnlich besäet mit sehr kleinen Vertiefungen (Höhlungen) von runder Gestalt
und irisirender Oberfläche, und beinahe immer ist in der Mitte eine viel größere
Höhlung vorhanden, deren irisirende Oberfläche mit einer großen Menge von
Stahlkrystallen bedekt ist. Uebrigens ist der Bruch körnig und uneben und zeigt, im
spiegelnden Lichte betrachtet, deutlich eine Neigung zu einem sehr regelmäßigen,
blätterigen und faserigen Gefüge. Die Fasern haben alle eine auf die anliegende
äußere Fläche perpendiculäre Richtung, so daß sie, indem sie sich begegnen, sehr
regelmäßig die Diagonalen des quadratischen Querschnitts der Barre sichtbar
machen.
Tafel über die Fabricationskosten des Gußstahls in
Yorkshire.
Textabbildung Bd. 92, S. 106
Fabricationskosten für 100
Kilogramme Gußstahl; Materialienverbrauch und Tagarbeit; Werth des Materials und
der aufgewendeten Tagarbeit; Specielle Kosten; Roher Cementstahl; Kohks; Tiegel,
welche folgende Kosten machen: Thon von Stourbridge; Thon von Stannington; Thon
für Untersäze und Dekel; Handarbeit; Verschiedene andere Kosten: für Gehülfen,
Formen der Untersäze und Dekel, Oehl zum Formen, die Formen selbst; Materialien
zur Unterhaltung der Oefen durch eine Woche; Handarbeit beim Schmelzen und
Unterhaltung der Oefen 3,07 Fr. per Tag; Nebenarbeiten; Allgemeine Kosten;
Industrielles Capital: Miethe der Hütte oder Interessen des Capitals 5 per 100;
Umlaufscapital: Interessen mit 6 per 100; Unterhaltung der Werkzeuge,
Gießformen, Schürstangen, Kohkskörbe u.s.w.; Verschiedene Auslagen für Patente,
Postporto, Kanzlei
Diese 21,08 Frks. erhalten gewöhnlich die Fabrikanten, welche den rohen Cementstahl,
der ihnen von andern Fabrikanten geliefert wird, schmelzen und in Gußstahl
umwandeln, und das in vorstehender Tabelle enthaltene Detail ist von einer Hütte
hergenommen, in welcher in den lezten Jahren 10 Oefen im lebhaftesten Gange waren
und die wochentliche Erzeugung sich auf 8763 Pfd. belief.
Raffiniren des Gußstahls. – Die Gußstahlbarren
zeigen in ihrem Mitteltheile immer Höhlungen, welche von der Zusammenziehung des
geschmolzenen Metalls beim Erstarren herkommen, und übrigens fehlt ihnen auch die
Hämmerbarkeit. Sie müssen daher, um verarbeitet werden zu können, zuvor mehrmals gehizt und
gestrekt werden, durch welche Operationen, die viel Vorsicht erfordern, jene
Stahlsorte erhalten wird, welche man in Yorkshire zweimal raffinirten Stahl heißt.
Der raffinirte Gußstahl übertrifft an Qualität im allgemeinen jene Stahlsorten,
welche aus dem nämlichen Eisen und durch zweifaches Gerben des rohen Cementstahls
erhalten werden. Er ist weniger unganz und fehlerhaft, ist homogener und behält bei
der Verarbeitung seine Stahleigenschaft besser bei.
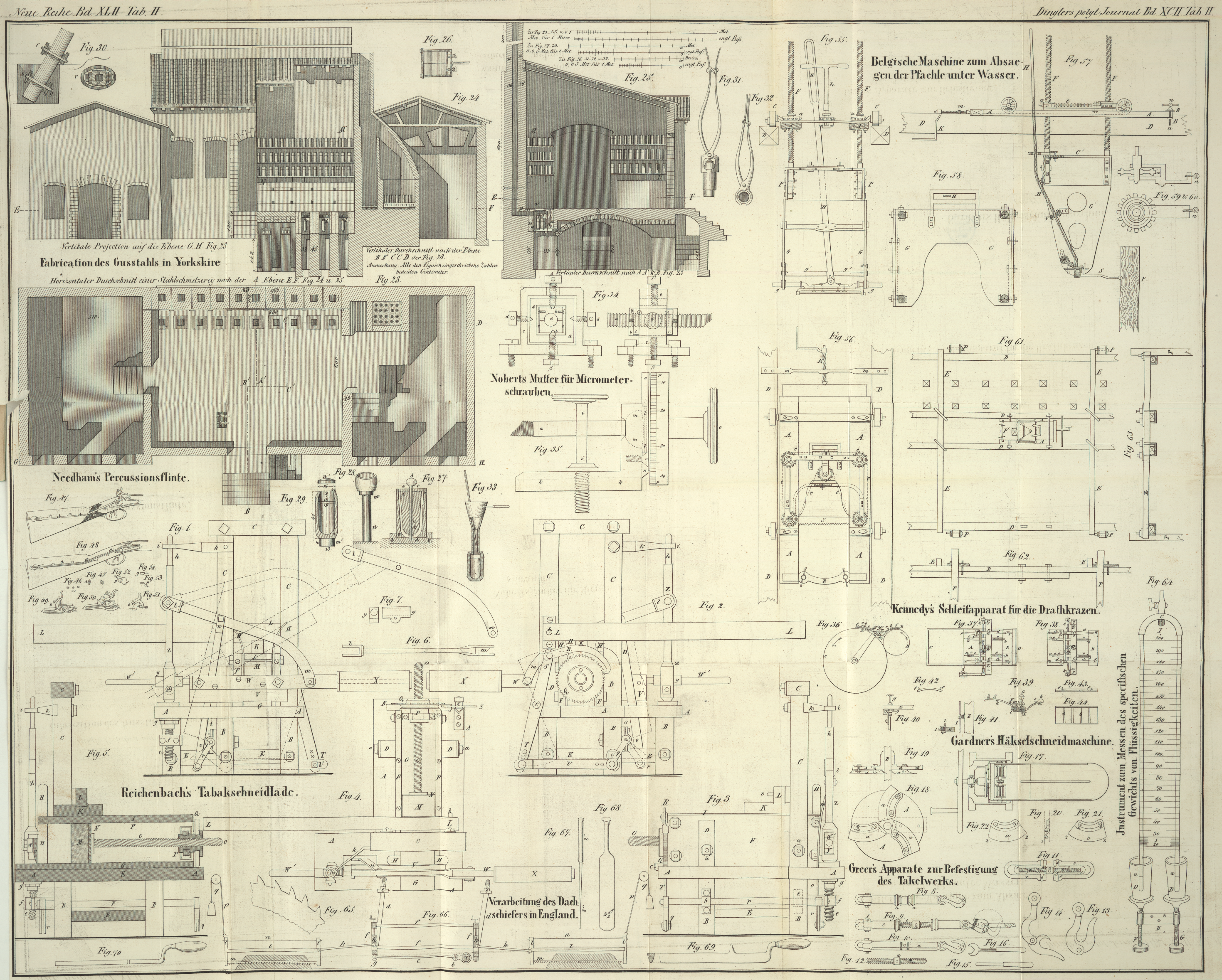
Erklärung derFig.
23–33. Diese Figuren stellen die allgemeine Einrichtung und die Details
einer der besten Stahlschmelzhütten Yorkshire's vor. Diese Hütte enthält 10 Oefen zu
zwei Tiegeln und kann wochentlich 3972 Kil. (7075 Pfd.) Gußstahl erzeugen. Fig. 23 ist
ein horizontaler Durchschnitt der ganzen Schmelzerei durch eine 0,40 Meter (15 Zoll)
über den Boden geführte Ebene. Man sieht in der eigentlichen Schmelzhütte in
Projection die obern Mündungen der Oefen und den horizontalen Durchschnitt der
zugehörigen Schornsteine. Zur linken Seite 1,2 Met. (3,79 Fuß) unter dem Boden
(Sohle) der Schmelzhütte befindet sich das Gebäude, wo die Kohks und der feuerfeste
Thon aufbewahrt und auch die Tiegel verfertigt werden. Auf der entgegengesezten
Seite befindet sich der Ofen zum Brennen der Tiegel und das Gebäude, welches als
Magazin für den rohen Cementstahl und für den Gußstahl dient.
Fig. 24 zeigt
eine Projection und verticale Durchschnitte der Schmelzhütte und der an sie
anstoßenden Gebäude nach zu der Hauptmauer der Schornsteine parallelen Ebenen. Einer
der Durchschnitte (B', C')
zeigt die Projection der Roste und Aschenräume und der andere (C, D) die innere Gestalt der Schmelzöfen und des Ofens
zum Vorbrennen der Tiegel. Man sieht in beiden die Tiegel auf den längs den Mauern
angebrachten Gestellen stehen. Fig. 25 ist ein
verticaler Durchschnitt der Schmelzhütte nach zwei auf die Hauptmauer der
Schornsteine senkrechten Ebenen. Man sieht hier zwei Tiegel in einem Schmelzofen und
den Canal, durch welchen die Verbrennungsgase aus dem Ofen in den Schornstein
abziehen; ferner die Thüre, welche zum Tiegelbrennofen führt und die drei Stiegen,
wovon die eine aus der Schmelzhütte in den Hof, die andere vom Hof in den
eingewölbten Keller und die dritte aus dem Keller in das Stahlmagazin führt. Fig. 26 ist
der Dekel, welcher die im Niveau der Sohle der Schmelzhütte liegende obere Mündung
der Schmelzöfen verschließt; Fig. 27 die Form zur
Verfertigung der Schmelztiegel; Fig. 28 eiserne Stange
mit der beweglichen hölzernen Stüze, worauf der geformte Tiegel gestellt wird, um
ihn aus der Form zu nehmen; Fig. 29 verticaler
Durchschnitt des Tiegels, seines Dekels und Untersazes; Fig. 30 zeigt die
Anordnung der Gießform im Augenblik des Gießens. Fig. 31 Zange zum
Herausnehmen des Tiegels aus dem Ofen, wenn sein Inhalt geschmolzen ist; Fig. 32 eine
zweite Zange, mit welcher der Arbeiter den Tiegel hält, wenn er den geschmolzenen
Stahl in die Form gießt, und Fig. 33 zeigt endlich die
Anordnung des Trichters und der geraden Stange, deren man sich beim Beschiken der
Tiegel bedient.
Tafeln