| Titel: | Verbesserungen in der Verbindung von Stahl und Eisen zu Stangen für Radkränze und andere Zwecke, worauf sich Charles Sanderson, Stahlfabrikant zu Sheffield, am 4. Nov. 1845 ein Patent ertheilen ließ. |
| Fundstelle: | Band 101, Jahrgang 1846, Nr. LXX., S. 338 |
| Download: | XML |
LXX.
Verbesserungen in der
Verbindung von Stahl und Eisen zu Stangen für Radkränze und andere
Zwecke, worauf sich Charles Sanderson,
Stahlfabrikant zu Sheffield, am 4. Nov. 1845 ein Patent ertheilen
ließ.
Aus dem Repertory of Patent-Inventions, Jun. 1846, S.
349.
Mit Abbildungen auf Tab. V.
Sanderson's Verbesserung in der Verbindung von
Stahl und Eisen.
Bei der Anfertigung von Artikeln, bei denen ein großer Theil
ihrer Oberfläche mit Gußstahl überzogen werden soll, bieten sich
hauptsächlich zwei Schwierigkeiten dar: 1) die Erzielung einer
vollkommenen Schweißung oder Vereinigung der beiden Metalle; 2)
die Erzielung einer solchen Vereinigung mittelst der Hitze ohne
Nachtheil für den Gußstahl. Mein Verfahren, diesen Zweck auf
eine wirksame und ökonomische Weise zu erreichen ist folgendes.
Ich nehme Eisen, welches mittelst der gewöhnlichen Procedur in
ein Stück von beliebiger Gestalt verwandelt worden ist. Dieses
Eisenstück erwärme ich und lasse es zwischen geeigneten
canellirten Walzen hindurchgehen, oder unter einem Hammer
bearbeiten, damit eine Höhlung, von hinreichender Tiefe und
Breite gebildet werde, um die Quantität des dem Eisen
einzuverleibenden Stahls aufzunehmen. Hierauf wird ein schmaler
Eisenstreifen auf die offene Seite geschweißt, wodurch eine, wie
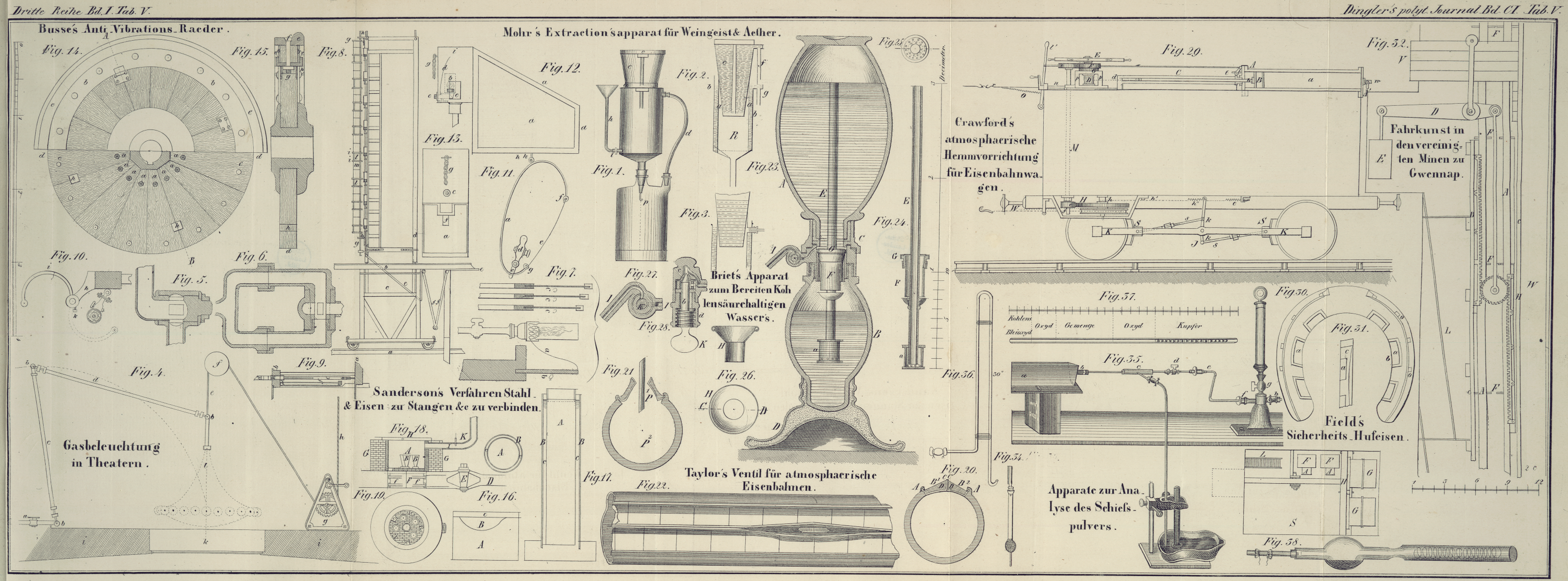
Fig.
16 zeigt, Art Röhre entsteht, in die der geschmolzene
Stahl gegossen wird. A ist das
Eisenstück, B die Höhlung und C der über die letztere geschweißte
Eisenstreifen.
Sollen zwei, drei oder sogar vier Seiten des Eisenstücks mit
Stahl überzogen werden, so geschieht dieses, indem man die
Höhlungen so anordnet, daß nachdem das Stück in die verlangte
Form verarbeitet worden ist, der Stahl an der richtigen Stelle
mit dem Eisen sich vereinigt findet. Um
runde Eisenstücke, z.B. für Kolbenstangen zu verstählen, mache
ich aus dünnem Eisen eine äußere Röhre von solchen Dimensionen,
daß der innere Durchmesser dem Durchmesser des Eisenstücks nebst
der Dicke des aufzuschweißenden Stahls gleichkommt. Der dünne
Eisenüberzug wird nachher in der Drehbank abgedreht. A, Fig.
17 ist der Durchschnitt des mit Stahl zu überziehenden
Eisenstücks; B ein eisernes Gehäuse,
ungefähr 1/16 Zoll dick und C die
Höhlung, welche mit geschmolzenem Stahl ausgefüllt werden soll.
Ist das Eisen auf diese Weise zur Aufnahme des Stahls
vorbereitet, und das untere Ende offen, so muß das letztere
natürlich vor dem Einfüllen des geschmolzenen Stahls auf irgend
eine geeignete Art verschlossen werden.
Zum Schmelzen des Stahls kann man sich zwar des gewöhnlichen
Ofens bedienen; um jedoch den Stahl auf die möglichst
ökonomische Weise in flüssigem Zustand zu erhalten, gebe ich der
Fig.
18 dargestellten Anordnung den Vorzug, wo A den Ofen vorstellt, welcher zwei
oder mehrere auf seinem Boden C
ruhende Schmelztiegel B enthält. Der
Boden kann aus feuerfesten Ziegeln gebaut und in geeigneten
Entfernungen mit Löchern C, Fig. 19, versehen seyn. Der Wind wird von einem
Gebläse durch die Röhre D geliefert
und mittelst eines Hahns oder Ventils E regulirt. Die Windkammer, welche eben so wie der
äußere Theil G des Ofens selbst aus
gußeisernen Platten bestehen kann, ist mit einer schmalen Thür
f, f versehen, um den Ofen
reinigen zu können. Das Brennmaterial wird nach Entfernung des
Deckels H von oben aufgegeben. Der
Schornstein I, durch welchen Rauch
und Gase entweichen, ist mit einem Dämpfer K versehen. Mit diesem Ofen bin ich
im Stande mittelst Regulirung der Ventile E und K nicht nur einen
größeren, sondern auch einen gleichförmigeren Hitzgrad zu
erzielen, wobei ich Brennmaterial von weit geringerer Qualität,
als das sonst zu demselben Zweck gebräuchliche anwenden
darf.
Wenn das Eisen zur Aufnahme des Stahls in Bereitschaft ist, so
nehme ich die Schmelztiegel aus dem Ofen, gieße den flüssigen
Stahl in die zu seiner Aufnahme vorbereiteten Höhlungen und
bringe die Schmelztiegel wieder in ihren Ofen um von neuem mit
Stahl gefüllt zu werden. Die noch nicht mit einander verbundenen
oder zusammengeschweißten Eisen- und Stahlblöcke erhitze
ich alsdann in einem gewöhnlichen Flammofen allmählich bis zu
einer Schweißhitze, nehme sie heraus und setze sie den Schlägen
eines schweren Hammers aus, um eine vollkommene
Zusammenschweißung der beiden Metalle zu erzielen. Derselbe
Zweck kann auch erreicht werden, und diesem Verfahren gebe ich
den Vorzug, indem man die in der Schweißhitze aus dem Ofen
kommenden Blöcke durch ein Walzwerk gehen läßt, oder einer
kräftigen Presse aussetzt.
Tafeln