| Titel: | Verbesserungen im Prägen und Formen von Metallblech, worauf sich Thomas Griffiths zu Birmingham am 3. Febr. 1846 ein Patent ertheilen ließ. |
| Fundstelle: | Band 104, Jahrgang 1847, Nr. XVIII., S. 83 |
| Download: | XML |
XVIII.
Verbesserungen im Prägen und Formen von
Metallblech, worauf sich Thomas
Griffiths zu Birmingham am 3. Febr.
1846 ein Patent ertheilen ließ.
Aus dem London Journal of arts, Nov. 1846, S.
218
Mit Abbildungen auf Tab.
II.
Griffith's Verbesserungen im Prägen und Formen von
Metallblech.
Vorliegende Erfindung besteht
1) in einer verbesserten Gestalt der zum Prägen von Artikeln aus Metallblech
gebräuchlichen Formen, wonach das Blech an den Seiten des anzufertigenden
Gegenstandes nicht, wie früher, dünner und dünner wird, sondern in allen seinen
Theilen beinahe die Dicke der ursprünglichen Metallplatte, woraus der Artikel
geprägt wurde, beibehält;
2) in der Verbindung der Proceduren des Glättens und Prägens, so daß der Proceß der
Prägung dem der Glättung sowohl vorangeht als auch nachfolgt;
3) in der Anwendung eines eigenthümlichen Glühungsprocesses, wodurch das Prägen und
Glätten in die verlangte Form wesentlich erleichtert wird.
Bei der seitherigen Art das Metallblech durch Prägen zu formen, hängt die Seitendicke
des Artikels wesentlich von dem Grade der Ausdehnung und Streckung des Metalls ab;
das Metall ruht während des Prägens mit seiner Peripherie auf einer hervorstehenden
Flansche, welche an der oberen Fläche der Form horizontal angebracht ist. Diese
Flansche wird in dem Maaße, als die Ausdehnung oder Streckung des Metalls vor sich
geht, nach und nach reducirt, so daß vom Boden bis zum oberen Rande die Dicke des
Metalls stetig abnimmt, was von Nachtheil ist. Zugleich muß das Metall wegen der
strengen Behandlung, der es unterliegt, öfters geglüht werden, um Beschädigungen
während der stufenweise erfolgenden Ausprägung zuvorzukommen. Rach der älteren
Methode ist der Grad der Streckung und Ausdehnung des Metalls so bedeutend, daß die
Scheibe, woraus ein Gefäß von wenigen Zollen Durchmesser zu einer beträchtlichen
Ausdehnung geprägt werden soll, nur einen etwa 3/4 Zoll größeren Durchmesser haben
darf, als das geprägte Gefäß, während nach meiner Methode die zur Erzeugung irgend
eines Artikels nöthige Blechscheibe, wenn die Seiten desselben nahezu aufrecht seyn
sollen, einen Durchmesser hat, der dem des Gefäßes plus
dem der Tiefe desselben gleichkommt. Soll z.B. das geprägte Gefäß 6 Zoll im Durchmesser und
3 Zoll in der Tiefe halten, so muß die Blechscheibe etwa 9 Zoll Durchmesser haben,
und wenn der daraus geprägte Artikel in den Seiten und dem Boden Einschnitte erhält,
so müssen dennoch alle seine Theile gleiche Dicke, nämlich die des ursprünglichen
Metallblechs zeigen. Dieser Proceß wird sich zugleich vortheilhafter herausstellen,
als der nach der alten Methode, indem die Artikel nicht nur ohne Gefahr einer
Beschädigung des Metalls tiefer ausgeprägt werden können, sondern auch das Ausglühen
nicht so oft erforderlich ist, wie bei der alten Behandlung.
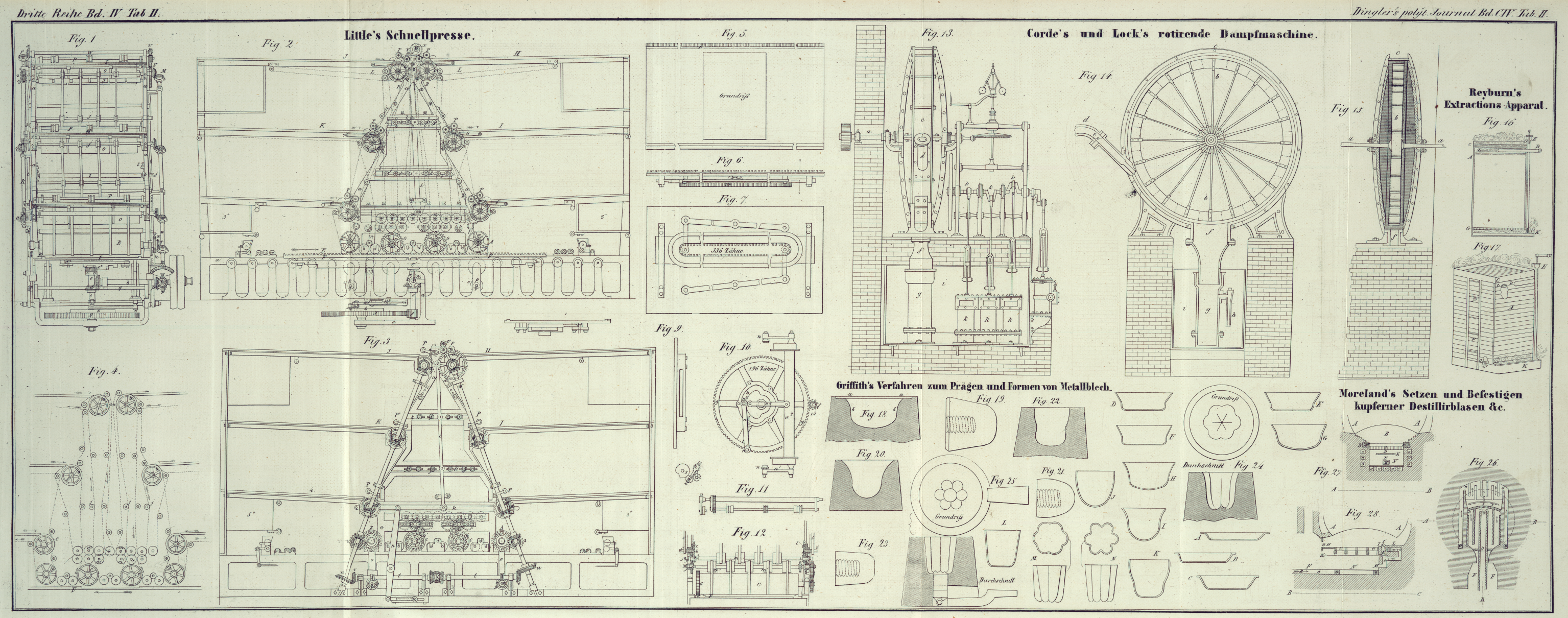
Fig. 18
stellt den Durchschnitt einer dem ersten Theile meiner Erfindung gemäß construirten
Prägform dar. a, a ist die obere tragende Fläche (die in
Vergleich mit der früheren Ausführung klein ist). Diese Form trägt den äußeren Rand
oder Umkreis der Blechscheibe. Durch eine Reihe von Stempeln wird der Artikel
stufenweise in die Formen A, B, C getrieben und somit
ist das Prägen dem gewöhnlichen Prägen von Metallplatten ähnlich; aber nun kann die
alte Procedur des Prägens, wobei jederzeit an der oberen Fläche der Form eine
Flansche zurückbleibt, nicht fortgesetzt werden, da beinahe das ganze Metallstück in
die Form gedrückt worden ist und also bloß eine kleine Flansche für den äußeren Rand
zurückbleibt.
Nun kommt das wesentlich Neue der Fig. 18 in Anwendung. Das
geprägte Metall hat an den Seiten eine conische Gestalt, entsprechend derjenigen des
oberen Theils der Form zwischen a und b, angenommen; eben in dieser Anwendung von Formen mit
solchen zweiten Tragpunkten b, b besteht das
Eigenthümliche dieses Theiles meiner Erfindung.
Jetzt bedarf es der Anwendung einer weiteren Reihe von Stempeln, um den Artikel nach
und nach in die Formen D, E, F, G zu drücken, wobei sich
der Theil der Form zwischen a und b als eine Form verhält, durch welche das Metall schon gegangen ist. Das
Metall wird auf diese Weise am oberen Theil des Artikels stufenweise im Durchmesser
reducirt, was eine Folge des successiven Druckes der Stempel auf den unteren Theil
des Artikels ist; denn der obere oder conische Theil des Metalls wird durch die
Stempel nicht angegriffen. Zu der Anfertigung des Artikels G braucht man sieben Stempel für die Form 18; doch variirt die Zahl der
Stempel nach der Beschaffenheit des Metalls und des zu producirenden Artikels.
Nachdem der oben beschriebene Artikel so weit als möglich ausgeprägt ist, wird er
glatt um eine Art Amboß oder erhabener Form Fig. 19, die aus Gußeisen
oder dem besten Schmiedeisen angefertigt ist, gelegt. Auf diese Weise entsteht der Artikel H, welcher sofort noch einmal in eine Form Fig. 20
gedrückt wird, wobei der Stempel nicht auf die Seiten, sondern bloß auf den Boden
einwirkt. So entsteht die Form J, welche sofort um den
Kern Fig. 21
gelegt und geglättet wird, wodurch der Artikel die Gestalt von J erhält; und so entstehen durch abwechselndes Prägen
und Glätten die Formen K und L.
In ähnlichem Sinne kann die Operation noch weiter fortgesetzt werden und zwar ohne
Nachtheil für den Artikel, und der Arbeiter kann in der Gestalt und Tiefe der Formen
und Kerne, je nach der Natur des betreffenden Artikels, Abänderungen treffen. Soll
der Artikel L eine cannelirte Gestalt erhalten, so muß
er unter immer weiterem Prägen endlich in die Form Fig. 24 gebracht werden.
Auch hier wirkt der Stempel nur auf den unteren Theil der Form, wogegen er den
oberen Theil des Artikels beim Eindrücken nicht berührt. Es entsteht hiedurch die
Gestalt M. Zur Vollendung des Artikels bediene ich mich
der Form Fig.
25, bei welcher der Stempel den Artikel an allen Stellen berührt und somit
alle Theile desselben in die Figur der Form hineindrückt, mit Ausnahme der Mitte des
Bodens, wo die Form offen ist, um von unten herauf einen Stempel zuzulassen, welcher
den Artikel aus der Form herausdrückt.
Bei der obigen Beschreibung des ersten und zweiten Theils meiner Erfindung habe ich
es nicht für nöthig gehalten, von dem von Zeit zu Zeit nöthigen Ausglühen des
angewandten Metallblechs zu reden, da dieses von der Natur des Metalls abhängt und
die öftere Wiederholung desselben der Beurtheilung des Arbeiters überlassen bleiben
muß. Da aber die Art des Glühens des Metallblechs während obiger Operationen einen
Theil meiner Erfindung ausmacht, so will ich nun erläutern, wie dieses ins Werk zu
setzen sey.
Bisher war es beim Glühen des Metallblechs, um es dem Proceß des Prägens, Glättens
und Formens zu unterwerfen, gebräuchlich, die Artikel bei den verschiedenen Stufen
ihrer Erzeugung in einen sogenannten Muffelofen zu legen, und nachdem sie auf einen
gewissen Grad erhitzt worden sind, wieder erkalten zu lassen. Ich habe aber
gefunden, daß durch ein solches Glühverfahren die Oberfläche, namentlich des Eisens,
gern Schuppen bekommt, welche nicht nur bei Reducirung der Dicke des Metallblechs
schädlich sind, sondern selbst die Formen angreifen, so daß es wirklich schwer ist,
mit dem Glätthammer solche Eisenflächen zu bearbeiten. Ich habe nun entdeckt daß,
wenn man bei dem wiederholten Ausglühen des Eisenblechs während des Prägens,
Glättens und Formens eine besondere Methode beobachtet (derjenigen ähnlich, welche
beim Glühen von
Artikeln aus hämmerbarem Gußeisen gebräuchlich ist), daß dann auf der Oberfläche des
Eisens keine Schuppen sich bilden, und daß ein auf diese Weise geglühtes Eisen nicht
nur weicher und leichter auszuprägen, sondern daß auch das Glättwerkzeug leichter
dar auf zu brauchen ist. Die zu glühenden Artikel werden, ehe sie die weiteren
Processe des Prägens, Glättens und Ausformens durchmachen, in Gefäße gepackt, welche
den zum Glühen von Artikeln aus weichem Gußeisen gebräuchlichen ähnlich sind. Die
Zwischenräume werben mit fein gepulvertem Rotheisenstein, vermengt mit Kohksstaub
oder feinem Sand ausgefüllt, die Gefäße mit einem eisernen Deckel geschlossen und
mit Lehm verkittet. Dabei muß ich bemerken, daß ich solches Eisenerz, welches beim
Glühen von Waaren aus hämmerbarem Gußeisen schon gebraucht wurde, dem frischen
vorziehe. Auf 8 Theile Steinkohle oder Sand nehme ich 1 Theil Eisenerz. Die auf
solche Weise eingepackten Artikel werden sodann in einen geeigneten Ofen der
Rothglühhitze etwa zwölf Stunden lang ausgesetzt, worauf das Ganze der Abkühlung
überlassen wird.
Tafeln