| Titel: | Verbesserungen an Eisen- und Messinggießformen, worauf sich David Stewart, Eisengießer zu Montrose in Schottland, am 14. Jul. 1846 ein Patent ertheilen ließ. |
| Fundstelle: | Band 104, Jahrgang 1847, Nr. LII., S. 245 |
| Download: | XML |
LII.
Verbesserungen an Eisen- und
Messinggießformen, worauf sich David Stewart, Eisengießer zu Montrose in Schottland, am 14. Jul. 1846 ein Patent ertheilen
ließ.
Aus dem Repertory of Patent-Inventions, März 1847,
S. 155.
Mit Abbildungen auf Tab.
IV.
Stewart's Verbesserungen an Eisen- und
Messinggießformen.
Meine Erfindung besteht in einer Methode Formen zum Gießen von eisernen und
messingenen Röhren zu verfertigen, wobei viel an der bis jetzt zum Rammen des Sandes
erforderlichen Arbeit erspart wird, und zugleich die Fehler, welche bei der
Construction der Formen für solche Zwecke aus der Verfertigung derselben in
einzelnen Theilen entsprangen, verhütet und dagegen Formen von größter Richtigkeit
und Genauigkeit erzielt werden.
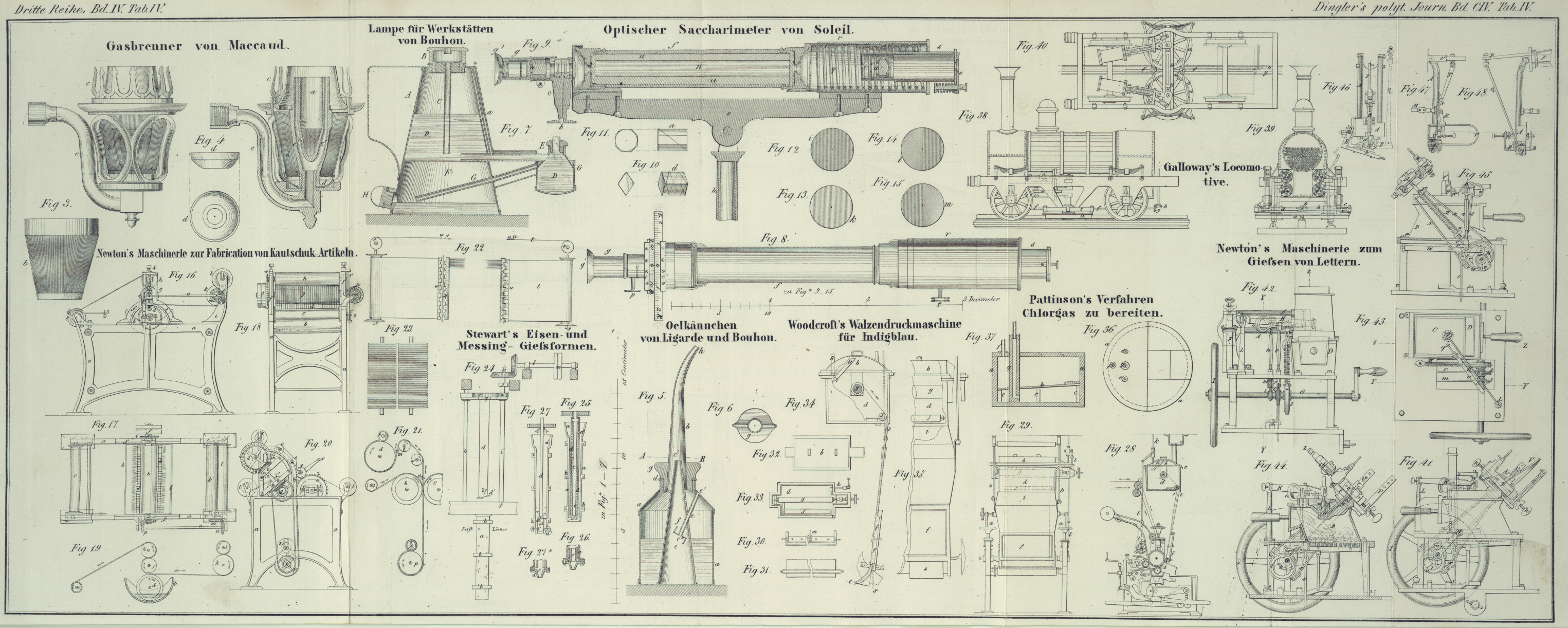
Fig. 24
stellt die Seitenansicht einer Maschine, wie ich sie zur Ausführung meiner Erfindung
anwende, dar.
Fig. 25 ist
ein verticaler Durchschnitt der verschiedenen Theile; a,
a ist eine cylindrische Formbüchse, die ich am liebsten aus zwei mit
einander verbundenen Theilen bestehen lasse, welche wie man sieht, mit durch die
Lappen gehenden Bolzen zusammengehalten und mittelst Keilen befestigt werden. Am
unteren Ende befindet sich ein Lager zur Aufnahme des unteren Endes des Musters oder
Formstücks c, welches am besten aus Metall besteht. d ist der Theil, den ich den Presser nennen will, da es
dieses Instrument ist, durch welches der Sand in die Formbüchse a rings um das Muster d
gepreßt wird. Der Presser d besteht aus einer Röhre von
dünnem Metallblech, und hat an seinem Ende eine hervorstehende Flansche d', oder ein Stück Schraube, welche aber nicht ganz
herumreichen, sondern einen Zwischenraum zwischen den zwei Enden des Ganges der
Schraube oder Flansche lassen. f ist eine Hervorragung,
welcher eine ähnliche auf der andern Seite entspricht, oder es können auch mehrere
vorhanden seyn; sie lockern den Sand über der Flansche oder geneigten Fläche d' auf. Die Röhre d nimmt
das Muster c in sich auf und erhält dasselbe aufrecht;
sie dreht sich um das Formstück und indem sie sich dreht, wird sie durch die
geneigte Fläche d', welche immerfort Sand hineingießt
und denselben auf den unmittelbar unter ihr befindlichen hinabpreßt, aufzusteigen
gezwungen; auf diese Weise wird der Sand fest in die Form gepreßt. Am oberen Ende dieser Röhre d ist ein Stirnrad e
befestigt. Dieses obere Ende der Röhre dreht sich in einer Oeffnung des Querstücks
g, welches bei seinem Aufsteigen durch die
Leitstange h und die viereckige in den Lagern j, j sich drehende Stange i
geleitet wird. An dem oberen Ende der Achse i befindet
sich ein conisches Zahnrad k, welches seine Bewegung von
der Achse I mittelst eines andern daran befestigten
conischen Rads erhält. Diese Achse I aber wird von einer
Dampfmaschine oder andern Kraft mit Hülfe eines um die feste Rolle m geschlagenen Riemens oder irgend ein anderes passendes
Mittel in Bewegung gesetzt, n ist ein an der Achse i verschiebbares, aber mit ihr herumgehendes Getriebe.
Bei der Verfertigung einer Form für Cylinder oder Röhren wird der Arbeiter
folgendermaßen verfahren.
Angenommen die Formbüchse a sey leer, so muß er zuerst
das Formstück an seinen Platz herabschieben, hierauf den Presser d, so daß die geneigte Fläche d auf den Boden der Büchse a kommt, worauf er
beginnt allmählich Sand hineinzuschütten und endlich die Maschine in Bewegung setzt,
wodurch die Röhre d in Umdrehung gesetzt werden wird.
Der Presser d wird hiedurch, weil die geneigte Fläche
d' auf den oben herabkommenden Sand drückt,
aufsteigen; der Sand zwischen dem Innern der Büchse a
und dem Formstück c wird allmählich niedergepreßt, indem
die geneigte Fläche aufwärts gehoben wird; und so wird denn eine Form, außen und
innen von cylindrischer Gestalt gebildet werden. Wenn aber der zu gießende Cylinder
eine Röhre mit Hülse bilden soll, so muß, so wie die geneigte Fläche über den Punkt
a' in der Büchse a zu
stehen kommt, der Presser d entfernt und eine
Erweiterung über das Formstück a angeordnet werden, so
daß sie ein geeignetes Muster für die Außenseite der Hülse der Röhre bildet; die
Form aber muß dann mit der Hand vollendet werden, indem man Sand um den obern Theil
des Formstücks c einrammt, nachdem die Erweiterung daran
angebracht worden.
Nun wird das Formstück mittelst eines Krahns oder sonst geeigneten Mittels entfernt.
Ich ziehe vor, die Erweiterung in der Form liegen zu lassen, während des Ausziehens
des cylindrischen Formstücks c, durch die zum Zweck der
Bildung der Hülse nach der oben beschriebenen Weise angebrachte Erweiterung.
Nach Entfernung des Formstücks wird nun auch die Erweiterung herausgenommen, die Form
ist sodann zum Trocknen fertig und bereit den Sandkern aufzunehmen, welcher sorgfältig an seine
Stelle zu bringen ist; das Metall kann nun in die Form hineingegossen werden.
Sollte verlangt werden, am Ende der Röhre oder des Cylinders eine Flansche oder
hervorragende Fläche anzubringen, so schiebe ich über das Ende des Formstücks c ein anderes c', wie Fig. 26 zeigt,
in welchem Fall ich nach Herausziehung des Formstücks c
das untere Ende der Formbüchse a entferne und das
Formstück c' hinwegnehme; dasselbe muß von der Gestalt
seyn welche man dem Ende der Röhre oder des Cylinders geben will. Zuweilen kann auch
anstatt eines langen Formstücks c ein kurzes in der Art
angewendet werden, daß es aufgehoben wird während die geneigte Fläche aufsteigt.
Oder ich bringe wie Fig. 27 zeigt, einen
Cylinder c² an dem Ende der Presserstange d an, mit der geneigten Fläche d¹; dieser Cylinder wird dann die Stelle des Formstücks vertreten
und aufsteigen so wie die Form gebildet wird; auf diese Weise wird zugleich der
Uebelstand vermieden, eine Länge des Formstücks c durch
den Sand entfernen zu müssen, nachdem die Form vollendet ist. In diesem Fall bediene
ich mich, um den Knauf c¹ oder eine andere
Vorragung zu bilden, des Deckels a und entferne
denselben, so wie die Form für das Aeußere der Röhre gebildet ist, und setze an
dessen Stelle zur Aufnahme des Endes des Kerns e einen
passend geformten Deckel a, Fig. 27*.
Wenn in diesem Fall der geformte Cylinder eine Hülse am Ende haben soll, so wird,
sobald der Cylinder c² entfernt ist, der über dem
Punkt a befindliche Theil der Form mittelst Anwendung
eines erweiterten Theils, wie oben beschrieben, gebildet. Dieser erweiterte Theil
muß aber einen Stiel besitzen, welcher in das Innere der Form unter dem Punkt a paßt; der Sand muß hineingetrieben und wie oben
beschrieben behandelt werden; es wird indessen einleuchten daß in der Anordnung der
Theile manche Abänderungen getroffen werden können.
Tafeln