| Titel: | Maschine zu gewundener Holzarbeit; von Wilh. Pflüger und Sohn in Ludwigsburg. |
| Fundstelle: | Band 129, Jahrgang 1853, Nr. XLIII., S. 198 |
| Download: | XML |
XLIII.
Maschine zu gewundener Holzarbeit; von Wilh. Pflüger und Sohn in
Ludwigsburg.
Aus dem Württembergischen Gewerbeblatt, 1853, Nr.
15.
Mit Abbildungen auf Tab.
IV.
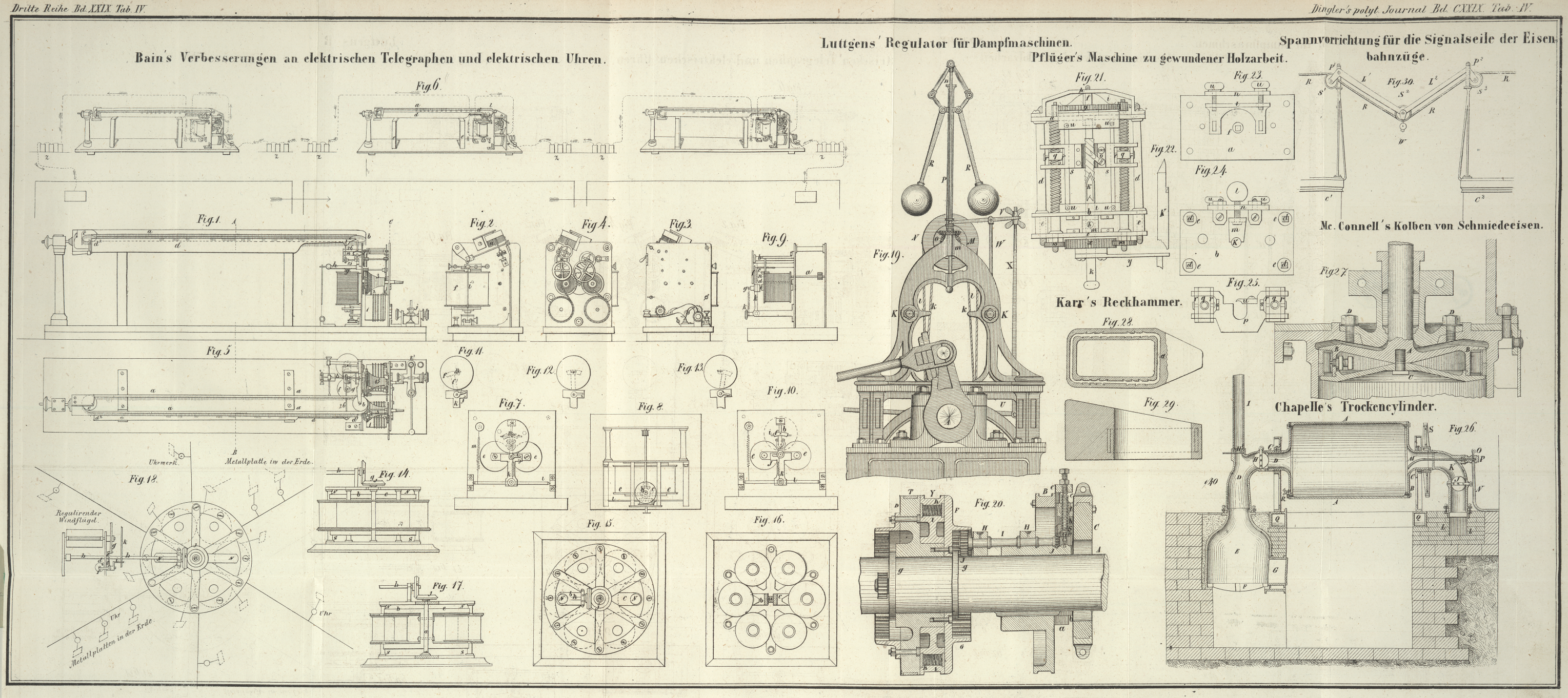
Pflüger's Maschine zu gewundener Holzarbeit.
Diese in Fig.
21 bis 25 dargestellte Maschine ist in vierfacher Größe ausgeführt, vorzüglich
brauchbar zu schnellem, reinem und gleichförmigem Ausschneiden gewundener hölzerner
Posamentirformen und anderer dergleichen Arbeiten, welche in Quantitäten zu liefern
sind, und bei denen die Ausarbeitung von Hand sonst so mühsam und zeitraubend, daher
auch kostspieliger ist, während ihr gefälliges Aussehen sie zu allgemeinerem
Gebrauch empfiehlt. Daß übrigens dieselbe Einrichtung, in entsprechend vergrößertem Maaßstabe und mit
den nöthigen Modificationen hinsichtlich der Schraubensteigung und des Verhältnisses
des Räderwerks ausgeführt, auch auf größere gewundene Arbeiten Anwendung finden
könne, und daß, je nachdem die Form des schneidenden Meißels beschaffen ist, die
Windungen statt der mit scharfem Rand abwechselnden Hohlkehlen auch in Gestalt von
Rundstäben und anderem Leistenwerk ausgeschnitten werden können, ist leicht zu
erkennen.
Die Maschine ist hier gezeichnet, wie sie am solidesten von Eisen ausgeführt wird,
und so eingerichtet, daß man cylindrische, conische und bauchige Formen, links oder
rechts gewunden, drei-, vier-, fünf- und sechsgängig auf
derselben schneiden kann. In allen Figuren bezeichnen die gleichen Buchstaben
einerlei Maschinentheile.
a, b und c sind die Platten
des Gestells; d, d, d, d vier Säulen, von denen in Fig. 21 nur
zwei zu sehen sind, mit Schrauben und Muttern an den Enden, durch welche die Platten
in der gehörigen Entfernung von einander fest verbunden sind. Zu diesem Behuf sind
zwischen b und c
cylindrische Hülsen e, e, e, e über die Säulenzapfen
geschoben und diese, so weit sie durch b und c treten, viereckig angesetzt.
Durch die Mitte der Platte a läuft die Spindel f. Vornen hat sie ein viereckiges Loch zur Aufnahme des
einen Endes der zu windenden Arbeit, hinterwärts auf viereckigem Ansatz ein Zahnrad
von 60 Zähnen, g; ihr hinterer Zapfen dreht sich in
einem über die Platte a herlaufenden, auf beiden Seiten
angeschraubten Bogen h; eine Feder i läßt das Zahnrad nicht rückwärts weichen.
Correspondirend mit der Spindelachse läßt sich in der Mitte der beiden Platten b und c eine runde, vorn
eine Strecke weit flach angefeilte Pinne k, Fig. 21 und
22,
passend hin- und zurückschieben, auf deren Spitze das andere Ende der Arbeit
sich dreht und die durch die Stellschraube l, Fig. 21 und
24,
mittelst der Schere m, welche zwischen den Platten b und c auf die Pinne drückt
und deren Mutter in einem in Fig. 21 weggelassenen, in
Fig. 24
durch n bezeichneten Deckplättchen sich befindet,
festgestellt werden kann. Die Art der Befestigung des letztern ist aus Fig. 24
ersichtlich. Ein zweites winkelförmiges Deckplättchen n', Fig.
23, ist an die Platte a angeschraubt; beide
nehmen die vier später vorkommenden Stellschrauben u, u, u,
u auf.
Zu beiden Seiten der zwischen Spindel und Pinne eingespannten Arbeit und in gleicher
Entfernung von derselben, jedoch etwas mehr gegen den obern Rand der drei Platten,
sind die Lager für die zwei Leitschrauben o, o
durchbohrt, welche den Schlitten p während des
Ausschneidens der
Windungen mittelst der zwei Schraubenmuttern q, q
vorwärts schieben. Ihre Steigung kann auf jeden Schraubengang 1 1/2''' betragen.
Jede Mutter hat zwei runde Zapfen, in zwei Platinen r, r
beweglich, welche die an beiden Enden des Schlittens p
befindlichen Doppelgabeln von oben nach unten ausfüllen und dem Schlitten eine
allmähliche Bewegung, entweder geradlinig auf- oder abwärts, oder auch
bogenförmig, je nachdem der Schlitten geleitet wird, gestatten, während die Muttern
stets in einerlei gerader Richtung vorwärts treiben. Diese Leitung bewirken zwei
Leitstangen s, s, von a bis
zu b reichend und dort durch die beiden Stege t, t, welche die Zapfen der Leitstangen aufnehmen, mit
Hülfe von vier Stellschrauben u, u, u, u stellbar in der
nöthigen Höhe; ihre gerade oder bogenförmige Gestalt und ihre Senkung oder Erhöhung
auf a und b bestimmt die
Bewegung des Schlittens nach auf- und abwärts. Mitten auf diesem und in
gleicher Höhe mit der Achse der Leitschrauben ist die Schneide des Hohlmeißels v, der mit Schrauben auf dem Schlitten befestigt ist.
Fig. 21
und 25.
Vorwärts der Platte c trägt jede der beiden Leitschrauben
ein Zahnrad w, w von 12 Zähnen und zwischen diesen läuft
ein solches x von 24 Zähnen auf der runden Stange der
Pinne k und wird durch eine in der Zeichnung nicht
vorgestellte Schere so gehalten, daß es sich nicht von der Platte c entfernen kann. Auf letzterem Zahnrad ist die Kurbel
y festgeschraubt, durch deren Umtrieb die beiden
Leitschrauben gleichzeitig sich drehen.
Am entgegengesetzten Ende jeder Leitschraube hinterwärts der Platte a ist ein viereckiger Ansatz und auf einem derselben ein
7- oder mehrzähniges Rädchen, sogenannter Trieb, z, befestigt, der in das Zahnrad g der Spindel
eingreift.
Beim Gebrauch wird der Schlitten rückwärts geschraubt und die Arbeit, welche ihre
äußere Form bereits auf der Drehbank empfangen hat, zwischen Spindel und Pinne fest
eingespannt. Beim Umtreiben der Kurbel wird nun die Schneide des Meißels auf der
Arbeit vorwärts geschoben, während diese zu gleicher Zeit durch die Umdrehung der
Spindel der Schneide entgegen kommt. Beide Bewegungen zusammengenommen machen Einen
Gang oder Eine Windung auf der Arbeit. Nun läßt man den Schlitten zurücklaufen,
setzt das Rad g der Spindel außer Eingriff mit dem Trieb
z, dreht dasselbe und zugleich die Spindel sammt der
Arbeit um den dritten, beziehungsweise vierten, fünften oder sechsten Theil um,
bringt es an derselben Stelle des Triebes, die man bezeichnet hat, wieder in den Eingriff und
schneidet durch Umdrehen der Kurbel den zweiten Gang; so fährt man fort, bis
sämmtliche Windungen ausgeschnitten sind.
Je nachdem Holz und Meißel beschaffen ist, kann es nothwendig werden, die Arbeit
zweimal durchzuschneiden, zuerst seichter und dann erst in der verlangten Tiefe und
Weite, wobei die Arbeit reiner ausfällt.
So wie die Maschine gezeichnet ist, liefert sie links gewundene Arbeit; soll diese
rechts gewunden seyn, so bringt man den Trieb z auf die
andere Leitschraube und befestigt einen andern Meißel, der dieser Windung
entspricht, andererseits auf den Schlitten. Die Auskehlung der Schneide richtet sich
eben so nach der verlangten Tiefe und Weite der Gänge.
Die Berechnung der Steigung einer einzigen Windung, der Länge der Arbeit nach
gemessen, so wie der einzelnen Gänge, je nachdem diese 3, 4, 5 oder 6 Gänge bekommen
soll, geschieht, indem man das Verhältniß der Zähne-Anzahl des Triebes z in die des Zahnrades g
(bei einem Siebener-Trieb = 60/7 = 8 4/7) mit der Steigung der Leitschraube
(1 1/2''') multiplicirt, was hier 12 6/7''' für Eine
Windung, bis dieselbe einmal um die Arbeit herumkommt, ergibt.
Schneidet man nun 3gängig, so ist jeder Gang 1/3 von 12 6/7''' = 4 2/7''', 4gängig
1/4 von 12 6/7 = 3 1/5''', 5gängig = 2 4/7''' und 6gängig 2 1/7''' breit in der
Richtung der Achse der Arbeit.
Bei einem Achter-Trieb hingegen, unter Beibehaltung der übrigen Daten, ist
60/8 = 7 1/2 und 1 1/2mal 7 1/2 gäbe 11 1/4''' für eine Windung. Ein Gang ist daher
hier bei 3gängigem Schnitt (11 1/4)/3 = 3 3/4''', 4gängig = 2 4/5''', 5gängig = 2
1/4''' und 6gängig = 1 7/8''' in der Weite.
Tafeln