| Titel: | Beschreibung eines Verfahrens beim Drücken und Aufziehen von Röhren und andern gezogenen Gegenständen; von Hrn. Palmer zu Paris. |
| Fundstelle: | Band 134, Jahrgang 1854, Nr. IV., S. 7 |
| Download: | XML |
IV.
Beschreibung eines Verfahrens beim Drücken und
Aufziehen von Röhren und andern gezogenen Gegenständen; von Hrn. Palmer zu
Paris.
Aus dem Bulletin de la Société
d'Encouragement, Mai 1854, S. 302.
Mit Abbildungen auf Tab.
I.
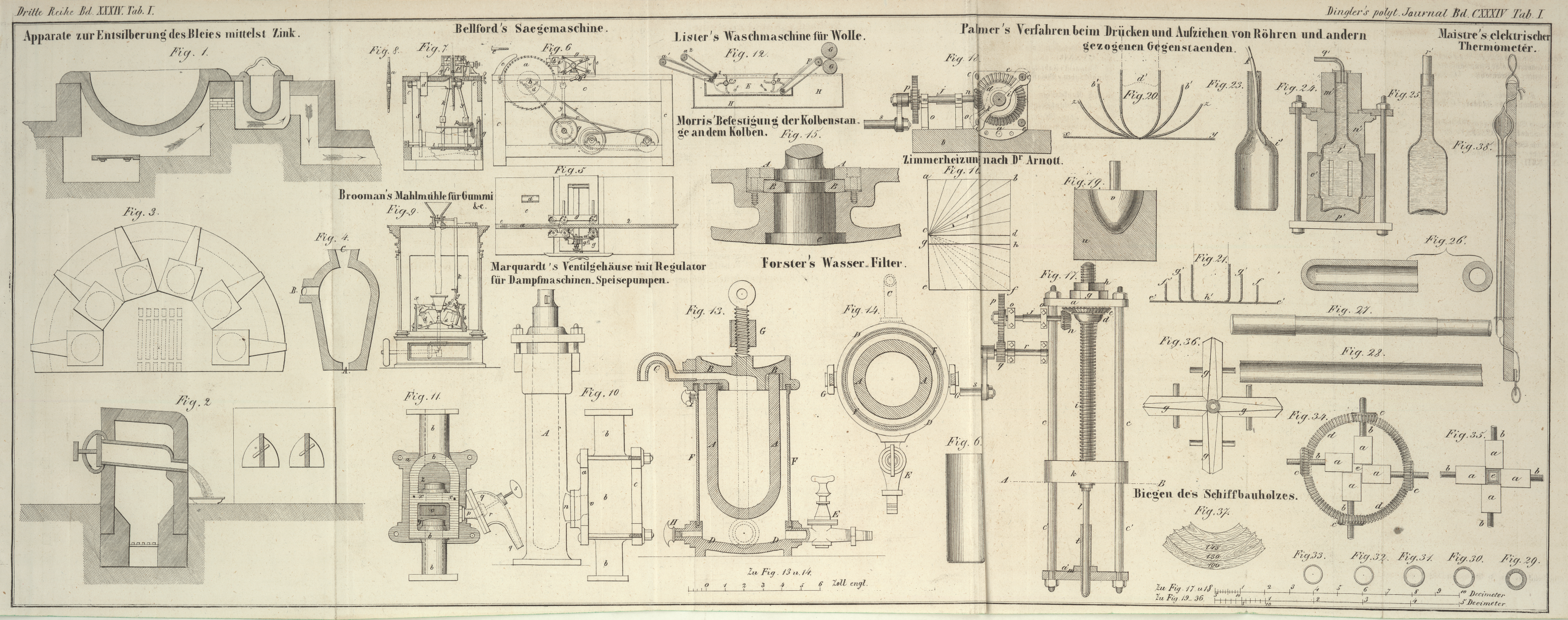
Palmer's Verfahren beim Drücken und Aufziehen von Röhren und andern
gezogenen Gegenständen.
Hr. Palmer hat schon wiederholt von der Société d'Encouragement Medaillen für
seine trefflichen Arbeiten in gezogenen und gedrückten Gegenständen erhalten; wir
wollen hier seine Verfahrungsarten nebst den Werkzeugen beschreiben, deren er sich
bei der Herstellung dieser Fabricate bedient.
1. Maschine zum Drücken und Aufziehen
von Röhren ohne Löthung für Dampfkessel.
Diese Maschine soll den Prägestempel und die Ziehbank ersetzen, und sie kann auch
dazu dienen, die Bearbeitung der schon mit dem Stempel vorbereiteten Gegenstände,
ehe sie zur Ziehbank kommen, zu erleichtern. Man kann mittelst derselben Röhren von
jeder Weite und Länge aufziehen.
Die Maschine ist in Fig. 17 im Grundriß und in Fig. 18 im senkrechten
Durchschnitt nach der Linie AB von Fig. 17 dargestellt; sie
vereinigt die Eigenschaften des Prägewerks und der Ziehbank, und besteht aus
folgenden Theilen:
a, a', zwei Platten, sind auf einer Bank b angebracht und durch vier Stäbe c, c, c, c verbunden, an deren Enden sich Muttern befinden.
Durch die Platte a geht eine Schraubenmutter d, mit welcher ein Winkelrad e fest verbunden ist, das sich frei in der Mittlern Oeffnung der Platte
a dreht.
Eine Schraubenmutter g und eine Gegenschraubenmutter h verhindern die Längenverschiebung der beweglichen
Schraubenmutter d, durch welche eine lange Schraube i geht, die in der Querstange k eingelassen ist, die als Führer dient, und welche in diagonaler Richtung
zwei Stäbe c', c' umfaßt.
Das Ende der Schraube i nimmt den Dorn l auf; an der Platte a' ist
das Zieheisen m befestigt, welches den veränderlichen
Durchmesser des Aufziehens über den Dorn regulirt.
Mit dem Winkelrade e steht ein conisches Getriebe n im Eingriff, dessen Welle j sich in den Lagern o, o dreht und die auch
mit dem großen Rade p versehen ist. In letzteres greift
ein Getriebe q und an seiner Welle r sitzt die Kurbel s.
Man kann aber auch das Rad p und sein Getriebe weglassen
und die Kurbel unmittelbar an der Welle j anbringen.
Nachdem die Maschine auf diese Weise vorgerichtet und der Dorn l an der Schraube i befestigt, das
aufzuziehende Metall f aber aus das Zieheisen in gelegt
ist, wird das Aufziehen des Metalles auf folgende Weise bewirkt:
Die Drehung der Kurbel wird durch das Räderwerk der Hauptschraubenmutter d mitgetheilt und diese führt die Schraube i der Länge nach, so daß das Metall durch das Zieheisen
gedrückt wird.
Wenn die Maschine die ganze Arbeit des Aufziehens bewirken soll, so wird die
Metallplatte, aus der die Röhre gebildet werden soll, auf das Zieheisen gelegt und
die Maschine wirkt zuerst wie ein Stempel. Nach mehreren Durchgängen und der
successiven Verlängerung des Metalles wird dasselbe von dem Dorn durch das Zieheisen
getrieben und auf diese Weise in die bestimmte Form gebracht, wie Fig. 17 zeigt, und es
wird die Arbeit bis zur Vollendung der Röhre fortgesetzt.
Um die Schraube i mit dem Dorn l schneller zurückziehen
zu können, wird die Welle j so eingerichtet, daß sie mit
dem Winkelrade n leicht ausgerückt werden kann,
letzteres also mit dem Winkelrade e nicht mehr im
Eingriff steht; mit dem hinteren Theil der Schraube i
steht ein Räderwerk in Verbindung, welches den raschen Rückgang der Schraube mit dem
Dorn bewirkt.
2. Anwendung des Aufziehens bei der
Anfertigung der Reservoire und Brenner der Lampen, so wie der Patronen von
Eisenblech.
Der Erfinder bewirkt das vollständige Aufziehen oder Drücken, oder das Aufziehen und
Ausziehen dieser Gegenstände, auf dieselbe Weise wie das Aufziehen der Kesselröhren.
Zum Körper von Lampen nimmt er eine Scheibe von irgend einem geschmeidigen Metall,
schneidet daraus ein gehörig großes Blatt und durchbohrt es in der Mitte. Dann wird
daraus eine cylindrisch-conische Schale mittelst des Stempels oder der
Maschine geformt, und diese auf einen stählernen Dorn aufgezogen, den man durch das
Loch steckt.
Das Metall wird während der Bearbeitung wiederholten Glühungen unterworfen, damit es
seine Geschmeidigkeit wieder bekommt.
Die Anwendung des Aufziehens bei der Anfertigung der Lampenkörper macht jede
Seiten- und Bodenlöthung unnöthig, wodurch diese Cylinder eine große
Steifigkeit erlangen. Die auf dieselbe Weise angefertigten Lampenbrenner können sehr
dünn gemacht werden und eine Röhre von gleicher Dicke bilden, welche sich auf ihrem
Umkreise gleichförmig erwärmt; der Docht verkohlt sich alsdann nicht mehr und brennt
mit großer Regelmäßigkeit.
3. Das Aufziehen von leichten und
weniger festen Gegenständen, wie Federhaltern, metallenen Patronen,
Opernguckerröhren u. s. w.
Beim Aufziehen solcher Gegenstände verändert Hr. Palmer
die Construction seiner Maschine und wendet eine ununterbrochene rotirende Bewegung,
ohne Rückgang und ohne Ausrücken an. Die wiederkehrend geradlinige Bewegung des
Dorns wird durch die ununterbrochene Drehung der Hauptwelle bewirkt, und wenn an der
Maschine eine entsprechende Vorrichtung angebracht wird, so kann ein Arbeiter
mehrere Maschinen zugleich bedienen; diese Kombination zur Vermittlung zwischen der
bewegenden Kraft und dem Dorn kann entweder in einer Kurbel und Lenkstange, oder in
einem Excentricum und einer Curve bestehen.
4. Das Aufziehen von
Kerzenformen.
Die Anwendung aufgezogener Kerzenformen statt gegossener gewährt den Vortheil,
leichtere, dünnere und verhältnißmäßig festere und im Innern glattere Formen zu
erhalten.
Der Erfinder verfertigt auf diese Weise Formen von Weißblech, Zink, Zinn oder andern
Metallen und Legirungen, die er mit einem sie schützenden Ueberzug versieht; solche
Formen erkalten rascher, ein Vortheil, den man mit zinnernen gegossenen Formen nicht
erreichen kann.
Die Verfertigung dieser Formen wird durch Aufziehen mit den oben beschriebenen
Apparaten in angegebener Weise bewirkt, und ebenso kann man auch Säbelscheiden ohne
Löthnaht verfertigen.
5. Verbesserungen und Veränderungen beim
Aufziehen.
Der Erfinder bemerkt, daß er bald die Unmöglichkeit erkannt habe, gute Röhren aus
gegossenem Metall zu fabriciren und daß er daher zu gewalztem Blech habe greifen
müssen.
Nach der Größe des aufzuziehenden Gegenstandes, schneidet Hr. Palmer aus Kupfer-, Zink-, Weiß- oder Schwarzblech
von zweckmäßiger Dicke eine Scheibe aus und bearbeitet sie alsdann auf folgende
Weise:
Er legt sie auf die conische Oeffnung einer Matrize u,
Fig. 19,
oder auf eine ebenfalls conische, aber weitere und minder tiefe Matrize, besonders
bei der ersten Operation, und treibt dann mittelst eines Prägewerks oder einer
Maschine, wie die beschriebene, den Stempel oder Dorn
v in die Matrize ein, so daß das Blech die Form
derselben annimmt.
Indem nach und nach immer engere Matrizen und Stempel angewendet werden, erhält man
ein conisch-cylindrisches Gefäß, welches nun den Dorn aufnehmen und mittelst
der Maschine vollendet werden kann.
Fig. 20 zeigt
die stufenweise Umwandlung eines Blechstückes.
Die ebene runde Scheibe x, y, welche aus einem Stück
Blech ausgeschnitten ist, erhält beim ersten Durchgang die Form von z, z, bei den zweiten die von b',
b'; beim dritten Durchgange nähern sich die Ränder einander auf solche
Weise, daß sie innerlich einen Dorn d' aufnehmen können,
mit dessen Hülfe das Aufziehen vollendet wird.
Bei diesem Verfahren erhält das Blech keine Brüche, wie dieß bei dem gewöhnlichen Drücken und Aufziehen der Fall ist, wovon
Fig. 21
eine Vorstellung gibt. Es wird nämlich beim ersten Durchgange die Scheibe e', e' rechtwinkelig in die Form von f', f' aufgebogen; beim zweiten Durchgange erhält man
die Form g', g', und nach und nach den Cylinder h'. Nun erhält die Scheibe bei einer solchen Behandlung
leicht Brüche, die beim Auf- und Ausziehen an den Orten hervortreten, wo die
rechtwinkelige Biegung erfolgt ist.
Bei dem Palmer'schen Verfahren hingegen krümmt sich die
Scheibe, ohne daß das Metall Brüche erleidet, und dasselbe behält seine ganze
Zähigkeit; nach den Durchgängen wird es ausgeglüht.
Will man Flaschen oder andere sich verengende Gefäße verfertigen, so ist das
Verfahren nachstehendes:
Zuerst wird das Blechstück von Kupfer, Schwarz- oder Weißblech oder Zink, auf
angegebene Weise, von cylindrischer Form, Fig. 22, hergestellt;
darauf wird das offene Ende durch Aufziehen oder Drücken verengt, bis die Flasche
die Form i', Fig. 23, erlangt hat.
Dabei erhält aber das Gefäß an der Stelle wo der Hals beginnt, Falten, welche durch
eine der drei folgenden Arbeiten wieder verschwinden.
Das Gefäß wird in eine Form gesteckt, welche aus mehreren Theilen besteht, die
vollkommen concentrisch zusammenpassen. Die innern Wände dieser Formtheile haben
genau die Gestalt der Flasche, so daß, wenn man dieselbe hineintreibt, sie die
Gestalt der Form annimmt; darauf bringt man letztere mit der Flasche auf eine
Drehbank und steckt durch den Hals einen Polirstahl k'
in das Innere, wodurch man alle Falten ausstreichen kann und die Flasche vollkommen
gut gebildet aus der Form hervorkommt.
Dieses Verfahren ist jedoch nur dann anwendbar, wenn die Dimensionen der Flasche und
ihres Halses von der Art sind, daß man den Polirstahl hineinbringen kann; ist dieß
nicht der Fall, so erreicht man den Zweck mittelst einer hydraulischen Presse oder
eines Prägewerks.
Wir haben bemerkt, daß wenn die Flasche die Wirkung zweier entgegengesetzten Aufzüge
erhalten hat, an der Stelle, wo sich Hals und Bauch schneiden, Falten entstehen,
welche fortgeschafft werden müssen. Kann nun der Polirstahl nicht angewendet werden,
so umgibt man die Flasche l' mit der aus mehreren
Theilen m', i', o', p' bestehenden Form, deren
Einrichtung Fig.
24 verdeutlicht; darauf verbindet man alle Theile der Form, füllt die
Flasche voll Wasser und unterwirft sie einem starken Druck mittelst einer
hydraulischen Presse, deren Leitröhre mit q' bezeichnet
ist.
Dieser Druck, den man nach Erforderniß verstärken kann, bringt nicht allein alle
Falten der Flasche ins Gleiche, sondern treibt auch das Blech in alle Vertiefungen
der Form, so daß die Flasche eine vollkommen regelmäßige Gestalt erhält.
Das dritte Mittel besteht darin, die Flasche mit Wasser zu füllen, nachdem sie in die
Form gebracht ist, und mehrmals den Kolben r', Fig. 25, durch
ein Prägewerk schnell zu bewegen; da der Kolben genau in den Hals der Flasche paßt,
so entsteht ein Druck des Wassers gegen die inneren Wände der Flasche.
6. Aufziehen von
Gewehrläufen.
Das Verfahren, welches der Erfinder zum Aufziehen von Röhren aus Kupfer, Messing,
Zink, Eisen oder Stahl anwendet, deren Inneres cylindrisch, das Aeußere aber conisch
ist, besteht in Folgendem:
Wir wollen annehmen daß der herzustellende Flinten- oder Carabinerlauf 60
Centimeter (24 Zoll) Länge haben soll. Die Platine, d.h. das Stück Metall, aus
welchem der Lauf gebildet werden soll, wird alsdann auf eine Länge von etwa 60
Centimeter, von der Pulverkammer ab, auf einem cylindrischen Dorn aufgezogen. Darauf
wird ein conischer Dorn hineingebracht und das Aufziehen auf eine Länge von 50
Centimeter fortgesetzt. Bei diesem Durchgange wird der Lauf nur in dem ersten
aufgezogenen Theil niedergedrückt und der übrige Theil verlängert sich. Um alsdann
den Lauf zu vollenden, führt man einen cylindrischen Dorn ein, dessen Durchmesser
dem kleinsten Durchmesser der vorhergehenden Dorne entspricht. Endlich walzt man das
Rohr vom dünnern Ende aus, durch zwei Walzen mit excentrischen Kalibern, um die innere cylindrische
Oeffnung nach der Pulverkammer zurückzuführen und das Aufziehen zu vollenden.
Der Erfinder wendet dieses Verfahren mit Erfolg bei der successiven
Uebereinanderlegung oder Bedeckung der Röhren von gleicher oder verschiedener Stärke
an.
Wenn es sich in diesem Falle, wie vorhin, um einen Gewehrlauf handelt, so zieht man
getrennt mehrere metallene Röhren auf, wovon man sich mittelst Fig. 26 eine Vorstellung
machen kann, und gibt jeder entweder dieselbe oder verschiedene Längen und auf
einander folgende Durchmesser. Man zieht alsdann auf der Röhre, welche das Innere
des Laufs bilden soll und als Dorn dient, eine zweite Röhre auf, welche jene auf
einem Theil ihrer Länge umgibt; man geht mit einer dritten, vierten und fünften
Röhre etc. vor, wodurch man eine vielfache, fest zusammenhängende Röhre ohne
Schweißung erhält.
Eine solche Röhre kann im Innern Absätze haben, wie Fig. 27, oder auch eine
ebene Oberfläche, wie Fig. 28 zeigt, je nach
ihrer Bestimmung.
Die Figuren
29, 30,
31, 32 und 33 zeigen
verschiedene übereinander liegende Lagen von gleicher oder verschiedener
Beschaffenheit. Bei gezogenen Röhren muß die innere Lage eine hinreichende Dicke
haben.
Fig. 34 ist
ein Zieheisen, welches aus mehreren Stücken besteht, deren Anzahl je nach der Zahl
der Seiten des auf- oder auszuziehenden conischen Stabes verschieden ist. Wir
wollen hier annehmen daß es sich um einen viereckigen Stab von quadratischem
Querschnitt handelt, weßhalb vier Theile a vorhanden
sind, die gleichzeitig vor- und zurückgeschoben werden können. Jeder Theil
a ist mit einer Schraube b versehen, auf welcher ein Winkelgetriebe c
befindlich ist; ein conisches Rad d, welches durch die
Ziehmaschine bewegt wird, greift zu gleicher Zeit in die vier Getriebe und dreht sie
nach der gehörigen Richtung, um die Oeffnung e zwischen
den vier Zieheisentheilen zu vergrößern oder zu verkleinern.
Fig. 35 zeigt
die Oeffnung e größer; man begreift, daß sich dieselbe
nach Maaßgabe des Aufziehens des viereckigen Stabes verengt und daher eine
pyramidale Form hervorbringen wird.
Das vorhergehende Zieheisen kann, bis auf die durch das Winkelrad und die Getriebe
bewirkte Bewegung, ein vielseitiges Zieheisen zum Ausziehen paralleler Stäbe von
verschiedenen Größen bilden und daher für sich allein mehrere Reihen von Zieheisen
ersetzen. Die Oeffnung von vierseitiger, dreiseitiger, polygonaler u.s.w. Form, der vier, drei oder mehr
Theile des Zieheisens, wird für jeden besondern Fall vorgerichtet.
Um eine Röhre oder einen Stab von cylindrischem oder anderm Querschnitt und conischer
Form auf- und auszuziehen, wendet der Erfinder, statt des excentrischen
Walzwerks, ein System von drei, vier, mehr oder weniger Rollen an, die ein conisches
Zieheisen bilden.
Eine solche Einrichtung ist in Fig. 36 dargestellt.
Vier Rollen g, welche verbunden sind und gleichzeitig,
mittelst einer ähnlichen Transmission wie die in Fig. 34 dargestellte,
umgedreht werden, haben auf ihrer Peripherie vertiefte Kreissettoren, die sich nach
und nach verengen. Will man nun einen Kegel, eine Röhre oder einen Stab auf-
oder ausziehen, deren stärkster Durchmesser der größten Oeffnung zwischen den vier
Rollen entspricht, so regulirt man letztere vorläufig auf die angegebene Oeffnung.
Alsdann wird die Bewegung der vier Rollen durch eine Transmission von der
gleichzeitig betriebenen Aufziehmaschine oder Ziehbank aus bewirkt; die vier Rollen
werden gleichzeitig umgedreht, und da sich das Kaliber auf der Peripherie verengt,
so erhält die durchgehende Röhre oder der durchgehende Stab eine conische Form. Die
Zieheisen-Theile a, Fig. 35, so wie die
Rollen oder Walzen g, Fig. 36, bestehen aus
gehärtetem Stahl.
Die Zieheisen Fig.
34, 35 und 36 eignen sich zum conischen und selbst cylindrischem Ausziehen von
Röhren, Stäben, Stangen etc. von jedem Querschnitt.
Richtet man den Apparat, Fig. 36, mit nur zwei
Walzen vor, so kann man damit Säbelscheiden und ähnliche Gegenstände auf- und
ausziehen.
Tafeln