| Titel: | Formen zum Metallguß, von Hrn. J. Jobson in Litchurch. |
| Fundstelle: | Band 134, Jahrgang 1854, Nr. XCVI., S. 351 |
| Download: | XML |
XCVI.
Formen zum Metallguß, von Hrn. J. Jobson in
Litchurch.
Aus dem Practical Mechanics' Journal, Octbr. 1854, S.
160.
Mit Abbildungen auf Tab.
V.
Jobson's Formen zum Metallguß.
Die vorliegende Verbesserung ist hauptsächlich dann mit wesentlicher Ersparung
anwendbar, wenn viele Abgüsse nach einem Modell gemacht werden sollen, indem das
Einformen oder Eindämmen, nachdem erst die Vorbereitungen gemacht worden sind, auf
diese Weise weit leichter und schneller und von weniger geübten Arbeitern ausgeführt
werden kann, als bei dem gewöhnlichen Verfahren. Die Erfindung besteht darin, daß
man Blöcke anwendet, auf und in denen die Sandformen angefertigt werden, indem jeder
Theil der zweitheiligen Form mittelst eines besondern Blocks eingedämmt wird.
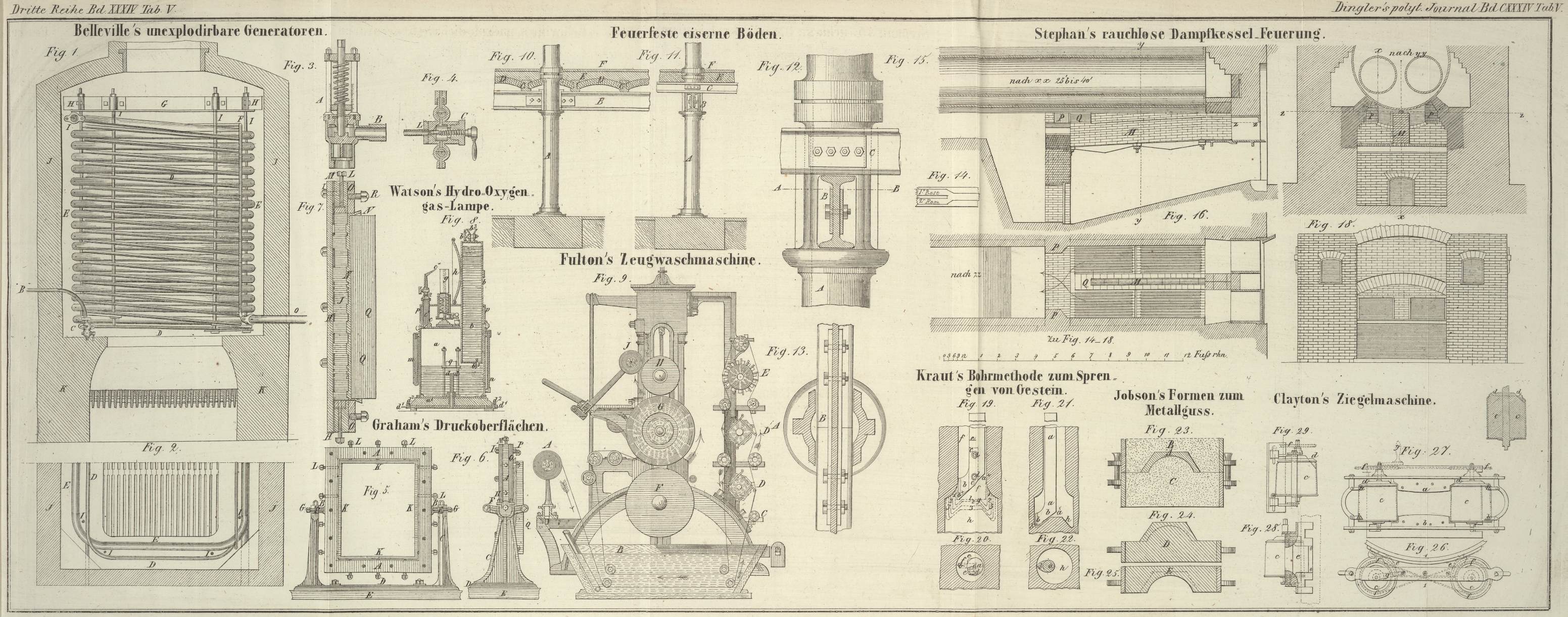
Fig. 23 ist
ein senkrechter Durchschnitt des Formkastens mit dem Modell oder dem Abguß A, während B der Obertheil
und C der Untertheil der Form und des Formkastens ist.
Statt nun die Form auf gewöhnliche Weise einzudämmen, wozu jedesmal das Modell
erforderlich ist, wird ein Block D, Fig. 24, angefertigt, auf
welchem der Obertheil der Form B in dem darauf gesetzten
Obertheil des Formkastens oder der Gießlade eingedämmt wird; der Untertheil C wird dagegen in und auf einem Block E, Fig. 25, in dem
Untertheil des Formkastens angefertigt.
Um die Blöcke D und E zu
verfertigen, macht man Abgüsse von Gyps in recht sorgfältig, auf gewöhnliche Weise
angefertigten Sandformen B und C. Diese Abgüsse dienen nur zur Anfertigung der Abgüsse D und E, worauf man sie als
werthlos zerstört. Das Modell A kann herausgenommen
werden; beim Eindämmen der Formen wird es auf dem obern Block befestigt, besonders
dann, wenn man ein metallenes Modell anwendet, welches weit glatter ist und weit
schärfere und glattere Güsse veranlaßt. Wendet man aber kein Modell an, so sind die
Blöcke mit Theilen versehen, welche dem Modell entsprechen, wie die punktirten
Linien in Fig.
24 und 25 andeuten, und indem man nun den Sand darauf feststampft, ist es eben
so gut, als wenn ein Modell vorhanden wäre. Oder man dämmt den einen Theil über die
Form ein und den andern über den Block. Die Sandformen müssen gehörig geschlichtet
und geschwärzt, und es muß in dem Obertheil der Form ein Einguß und, bei großem Stücken, neben demselben
auch eine Windpfeife angebracht werden, wie bei dem gewöhnlichen Verfahren.
Tafeln