| Titel: | Verbesserungen im Anfertigen der Gießformen für Metalle; von Rob. Maclaren zu Glasgow. |
| Fundstelle: | Band 136, Jahrgang 1855, Nr. LXXIX., S. 345 |
| Download: | XML |
LXXIX.
Verbesserungen im Anfertigen der Gießformen für
Metalle; von Rob.
Maclaren zu Glasgow.
Patentirt in England am 12. Januar 1854.
Aus dem London Journal of arts, März 1855, S.
139.
Mit Abbildungen auf Tab.
V.
Maclaren's Verbesserungen im Anfertigen der Gießformen für
Metalle.
Diese Erfindung bezieht sich auf die Ausübung des erforderlichen Drucks auf den Sand
oder die sogenannte Masse, welche zur Verfertigung der Gießformen angewendet wird.
Das verbesserte Verfahren eignet sich besonders zum Einformen von Modellen geringer
Stärke, aus einem Stück bestehend, mit ebenen Flächen versehen.
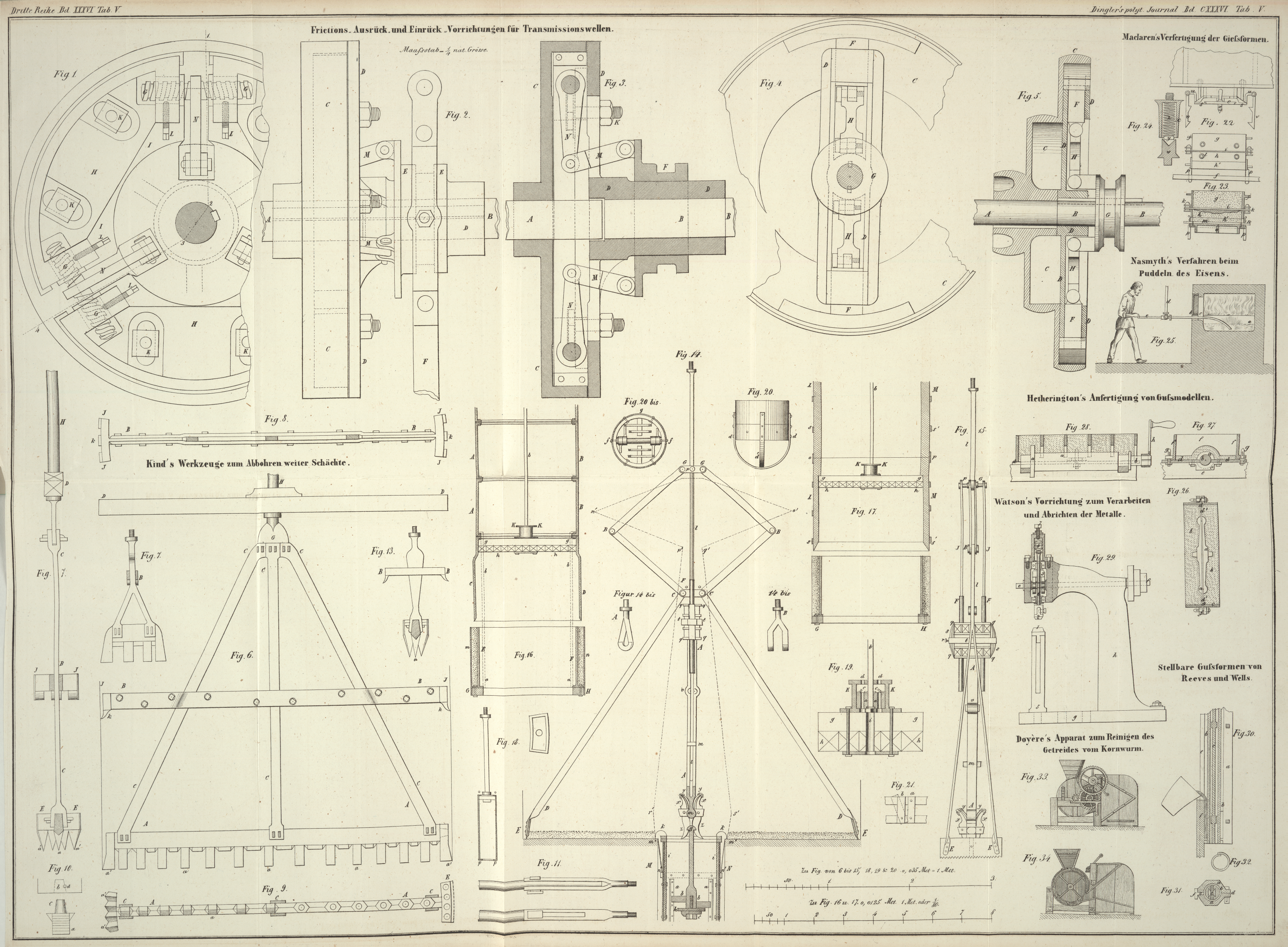
Fig. 22 ist
ein Theil von der vordern Ansicht einer Wasserpresse, die den Zweck hat, das
Eindrücken des Formmaterials zu bewirken, und der Formkasten ist in der
erforderlichen Lage dargestellt, um die zusammenpressende Wirkung zu erlangen. Fig. 23 ist
ein senkrechter Durchschnitt des Formkastens; Fig. 24 endlich ist ein
senkrechter Durchschnitt der Vorrichtung, welche zur Bildung des Eingusses, durch
den das geschmolzene Metall in die Form gelangt, benutzt wird. Der Preßkolben führt
die große Preßplatte f, welche groß genug ist, um drei
Formkasten aufzunehmen. Ein solcher Kasten besteht aus dem Obertheil g und dem Untertheil h, und
die Modellplatte i liegt zwischen beiden. Der Oberkasten
g ist ein offener viereckiger Rahmen mit Vorsprüngen
j an den Seiten, mittelst deren er an der Presse
aufgehängt werden kann; auch ist dieser Oberkasten mit den gewöhnlichen Lappen k versehen, um ihn mittelst ähnlicher Lappen am Unterkasten h und durch Stifte mit diesem zu verbinden. Beide Kasten
sind auch mit Griffen l versehen, um sie handhaben zu
können. Der Unterkasten besteht aus zwei Theilen h und
h', die eine viereckige Büchse bilden, in welche ein
falscher Boden m, der mit angegossenen Lappen n versehen ist, leicht eintreten kann; die Lappen gehen
durch Schlitze in den Seiten des untern Theils h' von
dem Unterkasten, der so eingerichtet ist, daß am Boden eine kurze senkrechte
Traverse angebracht werden kann. Dieser falsche Boden ruht auf einem Gußstück o, das wie ein Kolben wirkt, um ihn in dem Innern des
Formkastens in die Höhe zu drücken, wodurch der in demselben vorhandene Sand
zusammengepreßt wird. Der untere Theil h' des
Unterkastens hat vier Beine p, die nahe an den Ecken
angeschraubt sind; diese Beine gehen durch Löcher in der Platte oder dem Formtisch
f und stehen auf Stellschrauben, welche in einem
festen Gerüst unter der Platte angebracht sind.
Beim Einformen mit diesem Apparat wird die Platte f in
die dargestellte Lage gebracht und nachdem der Unterkasten h,
h' darauf gesetzt worden ist, halten die Beine p, die auf Stellschrauben über dem Gerüst unter der Platte f befindlich sind, den Formkasten in solcher Höhe über
der Platte, daß der falsche Boden m die tiefste
Stellung, welche in Fig. 23 dargestellt worden, annehmen kann, während der Kolben o die Oberfläche der Platte gerade erreichen kann. Der
Unterkasten h, h' wird mit Sand angefüllt, die
Formplatte i mit der Form wird in ihre Lage gebracht,
dann wird der Oberkasten g aufgesetzt und ebenfalls mit
Sand angefüllt. Indem nun der Preßkolben die Platte f
hebt, wird sich das Ganze von den Stellschrauben entfernen und sobald sich
Widerstand zeigt, wird der hydrostatische Druck den Kolben o und den falschen Boden m in den Untertheil
des Formkastens eindrücken, dadurch den Sand zusammenpressen und einen sehr scharfen
Abdruck von dem Modell i liefern. Auf den in dem
Oberkasten g befindlichen Sand wirkt der Kolben s, der an dem festen Querhaupt der Presse angebracht ist
und als ein falscher Deckel in den Formkasten paßt.
Das Querhaupt hat eine solche Einrichtung, daß es als Aufschütter für den Formsand
dient, welcher durch einen Schieber an der vordern Seite des Kolbens s in den Formkasten eingebracht wird. Ueber dem
Querhaupt kann ein großer Aufschütter von Holz oder einem andern Material angebracht
werden, der einen hinreichenden Vorrath von Sand aufzunehmen im Stande ist, um eine
bedeutende Anzahl von Formkasten zu füllen. Der Kolben s
hat zu jeder Seite einen kurzen Arm u und mit jedem
derselben ist mittelst eines Scharniers eine Stange mit Haken v
verbunden, auf denen
der Oberkasten und die Formplatte i liegen können,
welche letztere zu dem Ende auf beiden Seiten über den Rand des Formkastens
hervortritt. Sobald der Formsand gehörig zusammengepreßt worden ist, läßt man den
Preßkolben zurückgehen; der obere Theil des Formkastens g und die Formplatte i mit dem Modell bleiben
an den Haken v hängen, so daß der Unterkasten h weggenommen werden kann. Indem dieß letztere nun
geschieht, nimmt man beide Theile h und h' des Unterkastens aus einander, was durch die Lappen
n des falschen Bodens erleichtert wird, indem
derselbe bis zu dem obern Theil des Unterkastens emporgedrückt worden ist. Obgleich
der Unterkasten auch aus einem einzigen Theil bestehen kann, so ist die angegebene
Theilung im Allgemeinen doch die zweckmäßigere.
Anstatt daß man die obern und untern Theile g, h der
Form, jeden für sich, von der Form entfernt, kann auch der Obertheil g und das Modell i hängen
bleiben, während der Untertheil h etwas abwärts geht.
Das Modell i wird dann herausgenommen und der Kolben
wird genöthigt wieder in die Höhe zu gehen und den untern Theil der Form h mit dem obern g zu
vereinigen, so daß beide zum Abguß fertig sind, worauf dann der ganze Kasten mit der
Form von der Presse abgenommen wird. Sind die Formen sehr groß, so kann auch der
Formkasten auf der Presse stehen bleiben.
Zur Bildung des Eingusses, durch den das geschmolzene Metall in die Form gelangt,
wird das Stück w (Fig. 24) auf das Modell
an dem Punkte angesetzt, wohin der Einguß kommen soll, und an dem Kolben s befestigt man das Röhrenstück x und zwar unmittelbar über dem Stück w. Das
Röhrenstück x ist mit einer kleinen runden Platte y versehen, welche in die Vertiefung des Eingußmodelles
y tritt und von der Feder z in ihrer Lage erhalten wird. An dem Modell liegend und in dem Oberkasten
stehend, wird das Eingußmodell gegen den Kolben s
treten, durch Zwischenkunft der Feder z wird der Druck
aber nie zu stark seyn, um irgend einen Bruch zu veranlassen, und dennoch wird stets
ein vollständiger Einguß gebildet werden, die Höhe der Sandform über dem Modell mag
seyn welche sie will.
Tafeln