| Titel: | Maschine zur Herstellung der Formen für gußeiserne Röhren, von Hrn. T. Sheriff zu Glasgow. |
| Fundstelle: | Band 137, Jahrgang 1855, Nr. VI., S. 19 |
| Download: | XML |
VI.
Maschine zur Herstellung der Formen für
gußeiserne Röhren, von Hrn. T. Sheriff zu
Glasgow.
Aus dem Practical
Mechanic's Journal, Mai 1855, S. 31.
Mit einer Abbildung auf Tab. I.
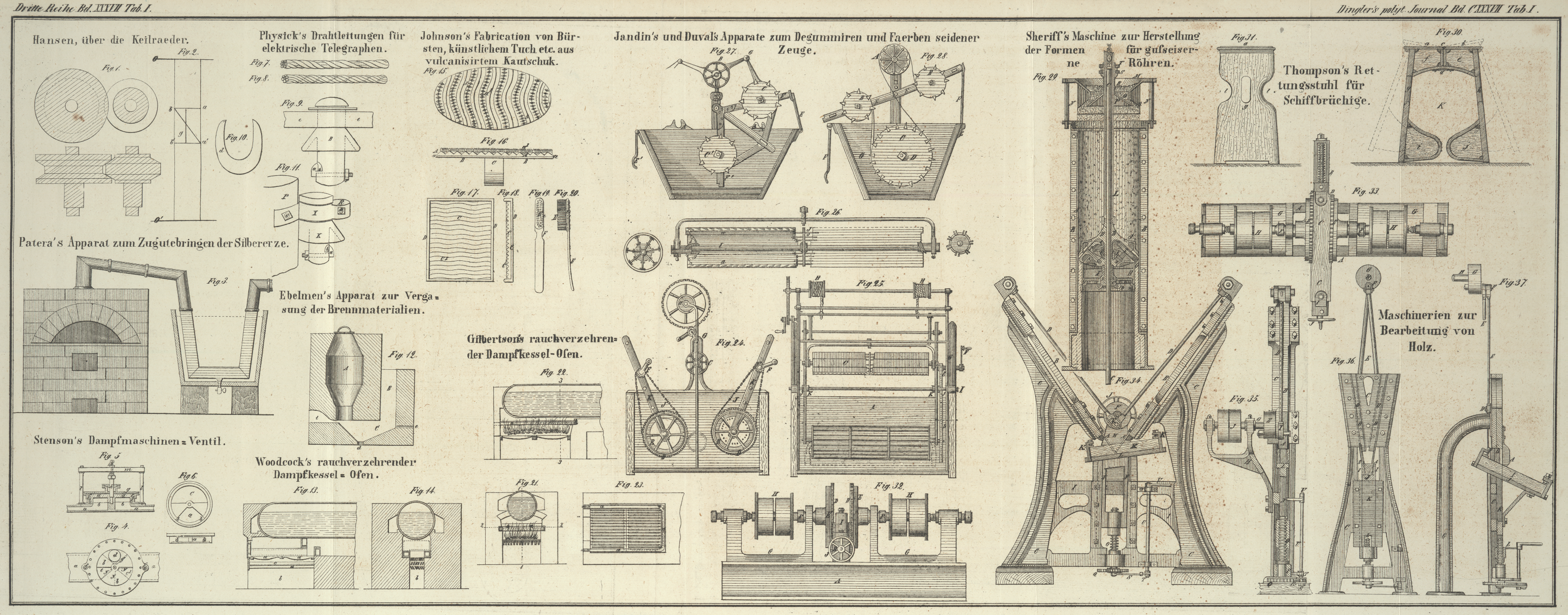
Sheriff's Maschine zur Herstellung der Formen für gußeiserne
Röhren.
Diese sehr einfache Maschine zur Herstellung von Formen ist in Fig. 29 in einem
senkrechten Durchschnitte dargestellt.
Der Formkasten A ist cylindrisch, besteht aus Gußeisen
und aus zwei Hälften, die mittelst der Länge nach gehender Flanschen B, durch Schraubenbolzen mit einander verbunden sind, so
daß nach dem Abguß der Kasten auseinander geschraubt und die fertige Röhre
herausgenommen werden kann. – Eine quadratische Spindel C läuft senkrecht in der Achsenlinie des Cylinders; sie
kann auf jede beliebige Weise von unten emporgetrieben werden und hat oben ein
Laternenstück D, welches die Form einer umgekehrten
Schale hat. Dasselbe ist mit einer röhrenförmigen Verstärkung E versehen, die über die Spindel C greift und
zwar so, daß sich Laterne und Spindel drehen kann, während sie auch im Stande ist,
sich der Länge nach, oder in senkrechter Richtung darauf zu verschieben.
Unter- oder innerhalb der Laterne D befinden sich
vier conische Walzen F, die auf Spindeln laufen, welche
in radialer und geneigter Stellung in der Laterne befestigt worden sind, und in
gleichen Entfernungen von einander um die Verstärkung E
herumliefen. Die Stellung der Walzen F ist eine solche,
daß die untersten Punkte ihrer Peripherie auch die äußersten sind, und daß diese
Punkte an der innern Oberfläche des Formkastens A
anliegen. Die Breite der Walzen entspricht der Stärke des Sandes oder der Masse,
welche die eigentliche Form bilden, wie z.B. bei G. Die
genauen Dimensionen und die Gestalt der innern Oberfläche der Form, so wie sie durch
den vorliegenden Apparat hergestellt worden ist, werden durch ein kurzes
cylindrisches Modell- oder Schablonen-Stück von Gußeisen bestimmt.
Dasselbe ist durch Arme mit einer Verstärkung verbunden, die eine Verlängerung der
Verstärkung E der Laterne ist und sich mit derselben auf
der Spindel auf- und niederbewegt. Die obere äußere Kante des Modellstücks
H steht mit der innern und untersten Peripherie der
Walzen F in Berührung. Der obere Theil des
Laternenstücks D hat aufwärts gekehrte Flanschen I, welche eine solche Einrichtung haben, daß sie Canäle
zum Leiten des Sandes oder der Masse bilden, so daß derselbe vor den Walzen F niederfällt.
Der Sand oder die Masse wird von oben aufgegeben und gelangt zu den Walzen F hinab. Indem nun die Spindel C umgedreht wird, führt sie die Laterne D mit
sich und eben so die Walzen F, welche den Sand oder die
Masse zwischen das Modell H und die innere Wand des
Formkastens fest drücken und auf diese Weise die Form bilden. Indem nun die Maschine
weiter arbeitet, nimmt die Sand- oder Masseform immer zu oder steigt immer
mehr in die Höhe, und mit ihr die Laterne D und das
Modell H, und da nun auch fortwährend frischer Sand oder
Masse in den Formkasten gelangt, so geht die Operation so lange vor sich, bis die
ganze Höhe des Formkastens eingedämmt worden ist.
Die auf diese Weise entstandene Form hat durchaus eine gleichartige Weite; wenn daher
die abzugießende Röhre mit Muffen oder Rändern Manschen) versehen seyn soll, so
müssen dieselben durch eine besondere Arbeit hergestellt werden. Um das Durchfallen
des Sandes durch die Mittlern Oeffnungen in dem Modell H
zu verhindern, dienen die conischen Schildstücke K,
welche mit der Laternenverstärkung E verbunden sind und
zwar so, daß sie die Räume zwischen und innerhalb der Walzen F ausfüllen. Gelangen aber Sandtheilchen in das Innere der Laterne, so
werden dieselben dort nicht bleiben und den Raum nicht ausfüllen, sondern sie werden
frei durch das Modell H durchfallen. Damit der Sand
nicht in die Verstärkung E der Laterne fällt, dient die
Röhre L, welche über den Kopf der Laterne greift und
aufwärts geht.
Der Formsand oder die Formmasse kann auf gewöhnliche Weise in den Formkasten
geschafft werden; zweckmäßiger ist aber die Anwendung eines Apparates zur Regulirung
der Speisung, welcher in der Figur dar, gestellt ist. Er besteht aus einem Trichter
oder Aufschütter M, welcher mittelst der Bolzen N über dem Formkasten angebracht worden ist. Eine
kreisrunde und mit dem cylindrischen Formkasten concentrische Oeffnung O befindet sich am Boden des Aufschütters und in ihr ist
ein conisches Ventilstück P angebracht, durch dessen
Erhebung oder Senkung die Oeffnung O vergrößert oder
verkleinert werden kann, so daß man also im Stande ist, die Menge des einfallenden
Formmaterials zu reguliren. Der Sand oder die Masse gelangt mittelst eines
ringförmigen Raumes zwischen dem Kegel P und dem unteren
Rande des Aufschütters aus demselben, und damit sie nicht aus dem Kasten
herausfliegen, werden sie durch einen cylindrischen Mantel Q zurückgehalten. Auf diese Weise fällt nun das Formmaterial in den
Formkasten ununterbrochen nieder, da der Aufschütter M
stets gefüllt erhalten wird. Das conische Ventilstück P
hat eine röhrenförmige Verlängerung, welche über die Röhre L greift, und der obere Theil derselben ist mit Hälsen versehen, welche
die beiden Ringe S, T zurückhalten. Durch dieselben wird
das conische Ventilstück P höher oder niedriger
gestellt, um weniger oder mehr Material in die Formlade gelangen zu lassen. Der
untere Ring S hat radiale Arme, auf denen sich
verschiebbare Blöcke befinden, deren untere Seiten geneigt sind. Diese Blöcke liegen
auf geneigten Flanschen, welche an dem obern Theil des Aufschütters M angegossen sind, und tragen daher die Verstärkung R und das conische Ventilstück P. Die Blöcke sind mittelst Gelenken mit dem Ring T verbunden und dieser ist mit Armen versehen, so daß man ihn drehen und
die Gelenke veranlassen kann, daß sie die Blöcke einziehen oder ausschieben. Werden
nun diese Blöcke gezogen, so gehen sie offenbar auf den geneigten Flanschen
aufwärts, indem dieselben nach dem Mittelpunkte des Aufschütters ansteigen, und
dadurch wird das conische Ventil P gehoben und die
Speiseöffnung O mehr oder weniger geschlossen, während
die entgegengesetzte Bewegung eine Oeffnung derselben veranlaßt.
Die Härte des Sandes oder der Masse bei G, d.h. der Form,
hängt von der Reibung des Modelles H gegen die innere
Oberfläche des Formkastens ab, und es hat diese Reibung die Wirkung, die aufwärts
gehende Bewegung der Laterne und der Walzen zu verzögern. Wenn das Gewicht der
Laterne und der Walzen kein Gegengewicht hat, so wird dadurch der niederziehende
Druck der Form vermehrt, welches aber dadurch vermieden werden kann, daß man an der
Laterne Gegengewichte anbringt. Um Leisten oder Bänder in der Form zu bilden, die in
derselben vertieft erscheinen, ist eine Vorrichtung in der Figur abgebildet. Diese
Bänder, welche an gewissen Stellen der Röhren Verstärkungen bilden, werden nämlich durch die Stücke
m hervorgebracht, die sich mit der Spindel C drehen und in das Formmaterial Eindrücke machen. Die
Bändermodelle m, deren es zwei oder mehrere geben soll,
sind an den Enden der Arme n angebracht, die radial von
der Spindel C auslaufen und sich in radialen Nuthen in
der Verstärkung o auf der Spindel befinden. Die innern
Enden der Arme n treten in der Länge nach laufende
Nuthen auf der Spindel C und in diesen Nuthen befinden
sich an gewissen Punkten, welche den Bändern der Röhren entsprechen, Erhöhungen:
oder die hervortretenden Punkte können sich auch am Aeußern der Spindel befinden,
und die Vertiefungen dagegen in der Verstärkung E. Wenn
nun die Arme n den hervortretenden Punkten an der
Spindel gegenüber zu stehen kommen, so werden die Arme herausgetrieben, und
veranlassen daß die Bändermodelle in die Wand der Form drücken und durch die Drehung
der Spindel die Bandform bilden. Sind die Arme über die hervortretenden Punkte
hinaus, so werden sie durch die Federn p wieder
hineingedrückt und die Bändermodelle m treten wieder in
die innere Oberfläche der Form zurück, bis ein anderer Punkt erreicht wird, an dem
wieder ein Band gebildet werden soll.
Bei einer andern Einrichtung des Apparates sind statt der Walzen Schraubenblätter
angebracht, welche sich mit der Spindel drehen und auf derselben aufwärts gehen; die
übrigen einzelnen Theile des Apparates sind dieselben.
Die Wagen, auf denen die Formkasten liegen, können auf verschiedene Weise gemacht
werden, jedoch ist es am zweckmäßigsten die Kasten an den Wagen aufzuhängen. Die
eine Hälfte des Kastens ist alsdann fest mit dem Wagen mittelst der senkrechten
Flanschen verbunden, während die andere Hälfte des Kastens durch Nägel oder Bolzen
an seinem Nachbar angebracht ist. Diese Wagen haben ein jeder vier Paar Räder, von
denen zwei Paar mit Excentrics versehen sind, so daß, wenn es erforderlich ist sie
nach einem rechten Winkel zu bewegen, die Excentrics rings um ihre Achsen nach der
entgegengesetzten Seite gedreht werden. Dadurch werden die beiden andern Paare auf
den Schienen gehoben, und es kann sich der Wagen auf den rechtwinkelig angebrachten
Schienen fortbewegen.
Tafeln