| Titel: | Ueber Anfertigung hohler metallener Ringe; von Hrn. K. Karmarsch. |
| Fundstelle: | Band 137, Jahrgang 1855, Nr. LXXXV., S. 342 |
| Download: | XML |
LXXXV.
Ueber Anfertigung hohler metallener Ringe; von
Hrn. K. Karmarsch.
Aus den Mittheilungen des hannoverschen
Gewerbevereins, 1855, H. 1.
Mit Abbildungen auf Tab.
V.
Karmarsch, über Anfertigung hohler metallener Ringe.
In Birmingham verfertigt man hohle messingene Ringe zu Bettvorhängen auf folgende
Weise:
Ein von Messingblech gelöthetes und auf eisernem oder stählernem Dorn nach bekannter
Weise gezogenes Rohr von ovalem Querschnitt wird zuerst
schraubenförmig um eine cylindrische eiserne Spindel gewunden, deren Dicke gleich
ist dem inneren Durchmesser der beabsichtigten Ringe. Hierzu dient eine einfache
Vorrichtung, in welcher die erwähnte Spindel horizontal angebracht ist und durch
eine Riemenscheibe umgedreht wird, während das Rohr sich – Windung dicht an
Windung – herumlegt. Sodann schneidet man mittelst einer kleinen, in der
Drehbank eingespannten und sehr rasch umlaufenden Kreissäge den von der Spindel
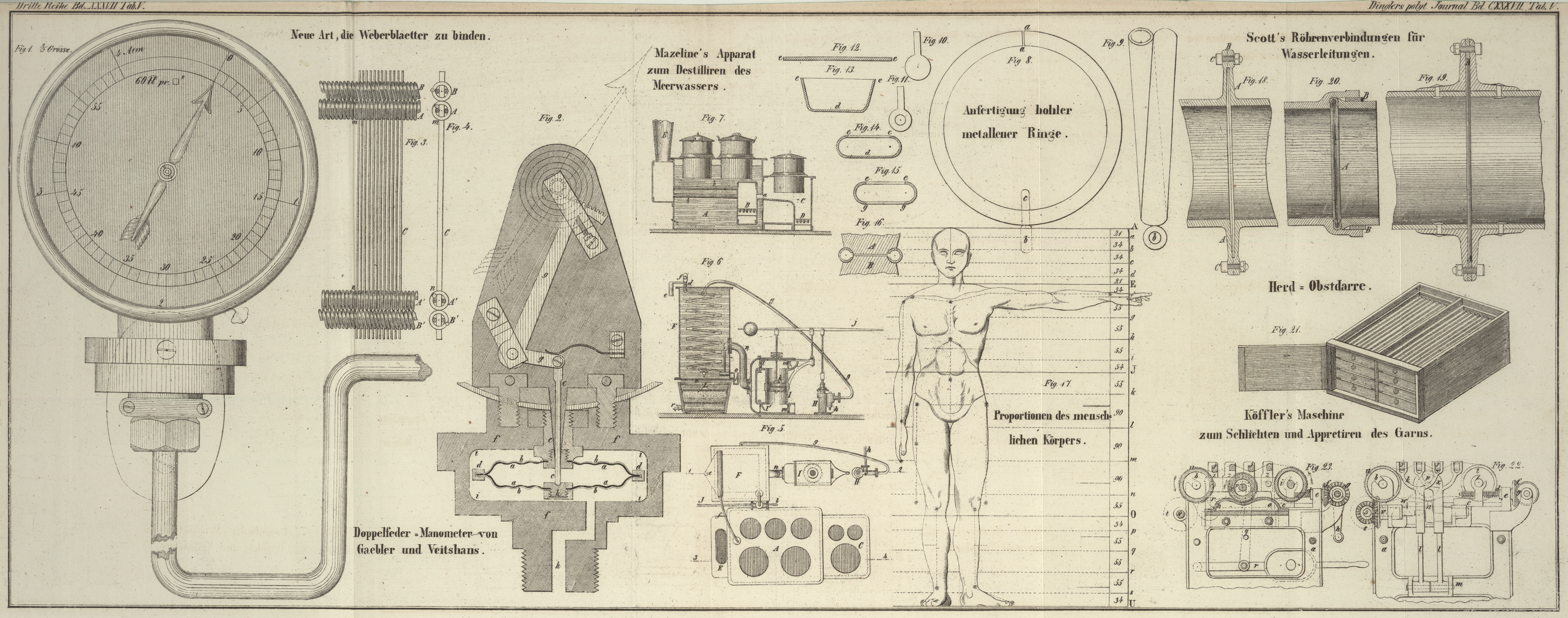
abgenommenen Körper der Länge nach auf, so daß er in lauter Ringe, wie Fig. 8 und 9 (jeder eine
Schraubenwindung darstellend), zerfällt. Nachdem mit einem hölzernen Hammer diese
Ringe so zurecht geklopft sind, daß die windschiefe Gestalt verschwindet und die
Schnittenden genau einander gegenüber stehen, wird die schmale Fuge a, a (Fig. 8) mit Schlagloch
gelöthet, die Löthstelle überfeilt und der Ring durch Schaben blank gemacht, endlich
mit dem Polirstahle polirt.
Die Schlußarbeit besteht darin, daß man an einer beliebigen Stelle des Ringes ein
Loch durch denselben bohrt, in dieses den Schaft c eines
aus Messing gegossenen flüchtig befeilten, im Loche von beiden Seiten her
ausgefrästen Oehres b einschiebt, diesen Schaft nahe am
inneren Umkreise des Ringes abkneipt und vermöge einiger Hammerschläge
vernietet.
Der in Fig. 8
und 9
abgebildete Ring ist einer von großer (doch nicht der allergrößten) Sorte. Für
kleinere Ringe dieser Art wird das Oehr – weil es hierbei dünner seyn kann
– nicht gegossen, sondern aus Messingblech im Durchstoß ausgeschnitten (Fig. 10), worauf man
– ebenfalls im Durchstoß – das Loch bildet (Fig. 11).
Eine andere Art hohler messingener Vorhangringe, gewöhnlich von 3/4–1 1/4 Zoll
im äußeren Durchmesser, sah der Verfasser mittelst Durchschnitt und Prägwerk in der
Art fabriciren, wie Fig. 12–15 erläutern.
Die aus Messingblech im Durchstoß ausgeschnittene kreisrunde Scheibe e, e (Fig. 12) wird zuerst
unter dem Prägstocke zwischen Stange und Stempel zur Form eines Schälchens e, d, e (Fig. 13) aufgetieft, dann
durch ein zweites Prägen am Rande nach innen übergebogen, daß die Gestalt Fig. 14
hervorgeht. Nun wird in der Drehbank die Randkante der noch bleibenden Oeffnung e, e durch augenblickliches Anhalten eines Drehstahls
abgeglichen; endlich im Boden d eine Scheibe unter dem
Durchstoß ausgeschnitten, wodurch eine mit e, e gleiche
Oeffnung g, g (Fig. 15) entsteht.
Die Ringe werden in dieser Gestalt (Fig. 15) gebraucht. Es
leuchtet aber ein, daß man sie noch vollkommener machen kann, indem man die Ränder
e, e und g, g weiter
nach innen umbiegt, was durch Prägen zwischen zwei Stempeln wie A und B (Fig. 16) geschehen kann.
Wird nämlich ein Ring (Fig. 15) mit seiner
Oeffnung g, g auf den Unterstempel B gesetzt und der Oberstempel A durch die andere Oeffnung herabgetrieben, so bewirken die an dem Rande
beider Stempel eingedrehten Hohlkehlen den beabsichtigten Erfolg mit Leichtigkeit;
ja man könnte dieß bis zur Berührung beider Randkanten treiben und somit den Körper
des Ringes so gänzlich schließen, daß er wie aus einem Rohre gemacht erschiene.
Tafeln