| Titel: | Das Einformen von Zahnrädern ohne Modell; von Hrn. de Louvrié zu St. Marc im Depart. Puy-de-Dôme. |
| Fundstelle: | Band 141, Jahrgang 1856, Nr. IV., S. 24 |
| Download: | XML |
IV.
Das Einformen von Zahnrädern ohne Modell; von
Hrn. de Louvrié zu
St. Marc im Depart. Puy-de-Dôme.
Aus Armengaud's Génie industriel, Febr. 1856, S.
63.
Mit Abbildungen auf Tab.
I.
Louvrié, über das Einformen von Zahnrädern ohne
Modell.
Auf der Pariser Ausstellung waren zwei Apparate, einer in der französischen, der
andere in der englischen Abtheilung, welche beide den Zweck hatten, Zahnräder von
beliebigem Durchmesser und von beliebiger Construction, auch Stirn- und
Winkelräder, mit wenigen Hülfsmitteln und genauer als bisher darzustellen. Die
französische Methode, von Hrn. de Louvrié, soll
hier beschrieben werden, da die durch diese Methode zu erlangenden Vortheile im
Vergleich zu dem gewöhnlichen Formverfahren mit vollständigem Modell sehr wesentlich
sind.
Ein hölzernes Modell verwirft sich unaufhörlich; ein eisernes Modell ist kostbar und
erfordert eine Zahnschneidmaschine, die man aber nur in größeren Modellwerkstätten
findet. Aber selbst wenn das Modell ein vollkommenes ist, so wird es die Form nicht,
und das Gußstück daher eben so wenig. Ein hölzernes Modell verwirft sich nämlich im
feuchten Sande, und wenn es dann von dem Förmer mittelst eines Hammers beklopft
wird, um es von dem Sande abzulösen, so entsteht rings herum ein leerer Raum welcher
erhebliche Unregelmäßigkeiten veranlaßt, so daß runde Stücke polygonal werden.
Andererseits müssen die Modelle, um gut aus der Form gehoben werden zu können, eine
Verjüngung erhalten, d.h.
die eigentlich parallelen Flächen verlieren diesen Parallelismus, und selbst mit
Beihülfe des Beklopfens und der Verjüngung ist es gewöhnlich unmöglich, das Modell
ohne irgend eine Beschädigung der Form auszuheben. Daher werden die Abgüsse unrein
und mehr oder weniger mangelhaft, so daß die Räder noch abgedreht und die Zähne
nachgeschnitten und adjustirt werden müssen.
Zur Vermeidung dieser Nachtheile hat man statt eines vollständigen Modelles Kernkasten (boites à
noyaux) angefertigt, welche ein Segment, d.h. 1/6, 1/8, 1/10 u.s.w. von dem
Rade darstellen, und nachdem man in diese Kasten Sand eingedämmt hat, vertheilt man
die dadurch entstandenen Formsegmente in dem kreisförmigen Raum, so daß dessen
Gesammtheit die Radform bildet. Bei diesem, sehr häufig angewendeten Verfahren
bleiben jedoch die meisten der angegebenen Nachtheile bestehend. Zuvörderst ist das
Segment fast niemals ein genau aliquoter Theil des Rades. Nachdem er zum letzten
Theil gelangte, muß der Förmer, wenn er gewissenhaft seyn will, wieder von Neuem
beginnen, oder er muß einen Zahn opfern und stets die ganze Form sorgfältig
nachputzen. Auch liefert dieses Verfahren, bei welchem an Modellkosten gespart wird,
stets mehr oder weniger unvollkommene Abgüsse.
Ohne Modelle bessere Abgüsse, besonders von Räderwerk und von Scheiben oder Rollen zu
erlangen, das ist Aufgabe welche sich Hr. de
Louvrié stellte und die er löste. Es ist dazu eine eigenthümliche
Formspindel erforderlich, die er mit Recht Theilspindel
(trousseau diviseur) nennt, so wie eine kleine
Büchse, welche den Zwischenraum und die theoretische Stärke zweier an einander
stehender Zähne (mit oder ohne Verstärkungsleiste) repräsentirt; damit kann er jede
Art von Räderwerk formen, ohne daß die Räder abgedreht oder die Zähne
nachgeschnitten und gewälzt zu werden brauchen. Es vereinigt dieses Verfahren alle
Bedingungen der Wohlfeilheit, Genauigkeit, der schnellen und einfachen Ausführung
der Arbeit.
Das Verfahren besteht dem Princip nach darin, in dem Sande mittelst eines
Richtscheites, welches sich um einen festen Mittelpunkt dreht einen kreisförmigen
Raum gehörig eben und dicht zu machen, der so tief als das Rad dick oder stark ist,
und dessen Durchmesser gleich demjenigen des Zahnrades mit den Zähnen ist.
In diesem Raume werden nun in gleicher Entfernung von einander mittelst eines, den
Theilmaschinen ähnlichen Apparates, besonders eingeformte Kerne, welche die Form der
Zwischenräume zwischen den Zähnen haben, an einander gereiht.
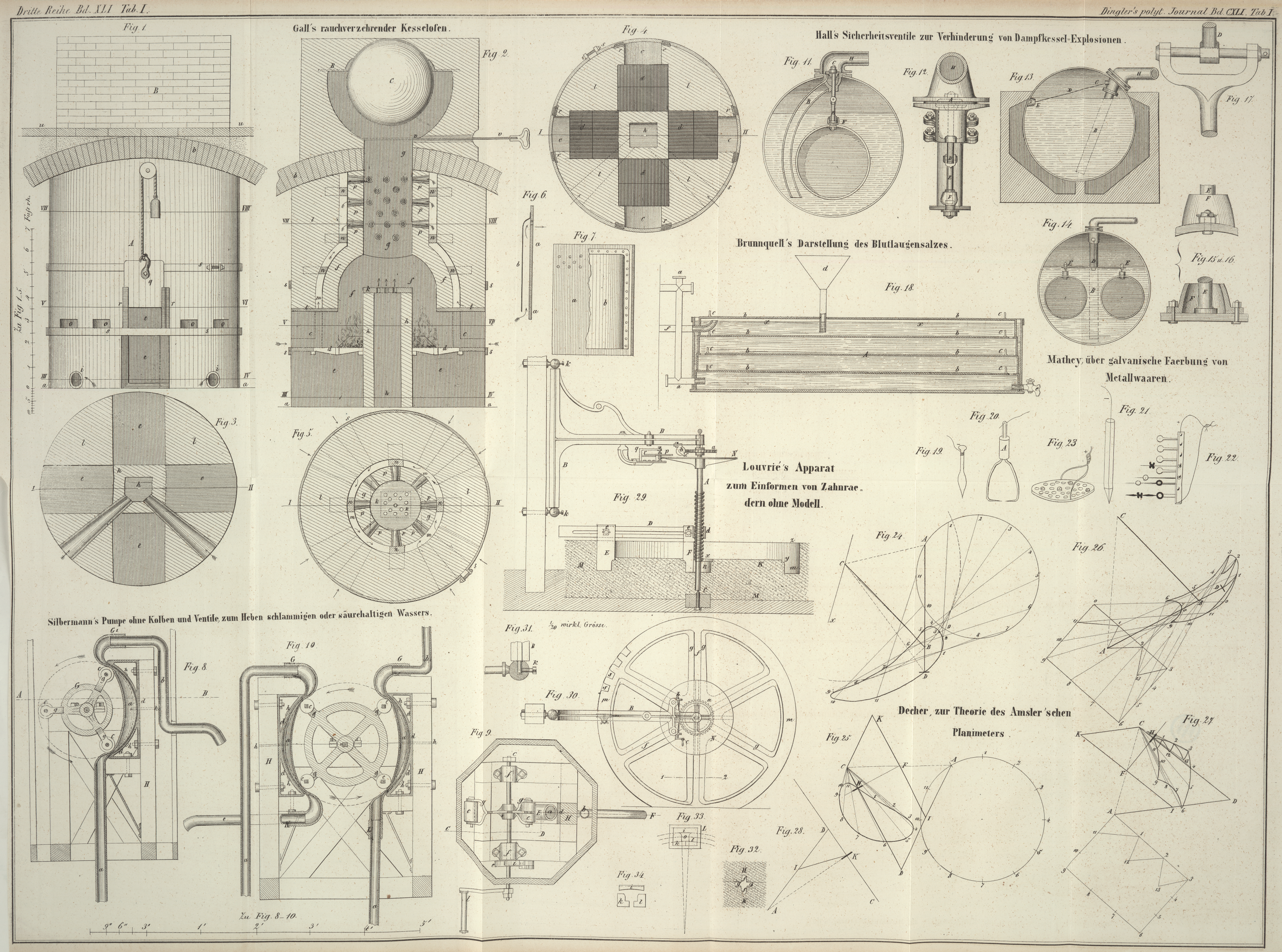
Mittelst der Abbildungen wird das Verfahren deutlicher werden.
Fig. 29 ist
ein Aufriß des in Wirksamkeit stehenden Apparates; Fig. 30 ist ein Grundriß
desselben.
Er besteht aus einer senkrechten Spindel A, welche oben
in einem Support B festgehalten ist und unten in einer
Pfanne oder besser auf einem kleinen festen Stift C
steht, der unter der Formmasse M angebracht ist. Mit
dieser Spindel ist eine verstellbare Hülse d verbunden,
die eine Mutterschraube bildet, welche auf der mit flachen Schraubengewinden
versehenen Spindel A höher und niedriger gestellt werden
kann. Mit dieser Hülse ist mittelst einer Druckschraube ein horizontaler Arm D verbunden und an demselben werden mittelst Bolzen o verstellbare Drehbreter von zweckmäßiger Form E und F angebracht, von
denen das eine zum Formen des Kranzes m und das andere
zum Formen der Nabe n dient.
Der obere Theil der Spindel A ist mit einem Schraubenrade
a versehen, welches in eine Schraube ohne Ende an
der horizontalen Spindel b greift, die mit der Kurbel
c bewegt wird.
Die Spindel A ist außerdem mit einer Scheibe N versehen, welche eine andere Scheibe p in ihre Bewegung einzieht, und zwar nicht durch eine
Verzahnung, sondern durch die Reibung der Peripherie der großen Scheibe an der Nabe
der kleinen Scheibe, wodurch eine größere Genauigkeit erreicht wird. Die Reibung
wird, wenn es erforderlich ist, durch ein Material wie Leder erhöhet und jedenfalls
wird der Druck einer Feder gegen den kleinen Support q
benutzt.
Die Scheibe p ist in Grade eingetheilt und geht über
einen festen Zeiger r weg. Man kann auch einen Nonius
anwenden.
Die inneren Theile des Rades, d.h. die Arme mit ihren Verstärkungsrippen, werden
mittelst zweier Formkasten geformt.
Das Verfahren ist nachstehendes:
Man beginnt damit, den Arm D und das Form- oder
Drehbret E in solcher Höhe und Stellung zu befestigen,
daß, wenn man sie mit der Hand um die Spindel A dreht,
man in dem Sande einen ringförmigen Raum herstellt, welcher zum größten Halbmesser
den innern Halbmesser xy des Kranzes, und zur
Tiefe ungefähr die halbe Höhe yz des letztern hat.
Darauf nimmt man mit der Hand den Sand aus der Mitte dieses ringförmigen Raumes
heraus und erhält eine kreisrunde Vertiefung, auf welche man eine Kohlenstaubschicht
streuet, um darauf den obern Theil des Formkastens H
(Fig. 32)
einzuformen. Fig.
32 ist ein durchschnittliches Bruchstück nach 1–2 der Fig. 30.
Man stellt alsdann den Arm D niedriger und entfernt das
Formbret E um seine ganze Breite von dem Mittelpunkt A, so daß, wenn man den Arm von Neuem um A
dreht, man den ringförmigen Raum m zum Abguß des Kranzes
und der Zähne, so wie mittelst des Bretes F eine andere
Vertiefung n für die Nabe erhält. Zwischen diesen beiden
Vertiefungen bleibt der untere Formkasten K.
Die Radarme werden auf nachstehende Weise eingeformt: In dem Unterkasten dämmt man
Breter ein, welche den flachen Theil g, g (Fig. 32) der
Arme bilden, und in der Mitte desselben formt man nach einem andern Modell die
stehende, untere Verstärkungsrippe f ein; oder man formt
f nach einem Modell ein und nimmt mittelst eines
andern Bretes, welches man als Putzbret gebraucht, den Sand zu beiden Seiten von f weg, wodurch man die Form für g, g erhält. Die obere Verstärkungsrippe f'
richtet man in dem Oberkasten, ebenfalls mit Hülfe eines Formbretes vor. –
Der Oberkasten H wird auf den Unterkasten K gesetzt.
Zum Einformen der Verzahnung dient ein Kernkasten (Fig. 33), welcher aus
zwei oder drei Stücken i, k, l (Fig. 34) zusammengesetzt
wird, die mittelst des Rahmens L verbunden werden. In
den leeren Raum o, welchen diese drei Theile bilden,
drückt man Sand und bildet dadurch den Kern der Zahnzwischenräume.
Diese Kerne müssen alsdann in den ringförmigen Raum I
eingebracht werden. Dazu bedient man sich des Schraubenrades a, welches man mittelst der Schraube ohne Ende um eine der Anzahl der
Zähne proportionale Größe dreht, welche mit der größten Genauigkeit von der
getheilten Scheibe p, oder dem Nonius, wenn man einen
solchen gebraucht, angegeben wird. Dieser Bewegung folgt das Formbret E, neben welchem man einen Kern s (Fig.
30) ablegt. Da die Größen, um welche man den Apparat dreht, vollkommen
gleich sind, so sind die Kerne und daher die Zähne mit mathematischer Genauigkeit
gleich weit von einander entfernt.
Die Kerne werden an der äußern Peripherie der Vertiefung m entweder dadurch befestigt, daß man sie mit dünnem Lettenbrei
befeuchtet, oder indem man Spitzen durch sie steckt.
Man wird leicht einsehen, daß die Abläufe, wenn solche an den Rädern vorhanden sind,
mit dazu eingerichteten Drehbretern verfertigt werden können.
Mit Hülfe desselben Apparats kann man daher auch Winkelräder einformen.
Dieser Formapparat ist in der Gießerei nicht hinderlich. Der Support B, auf Stiften stehend und in der erforderlichen
Stellung durch die Druckschrauben k (Fig. 31) erhalten, kann,
wenn er nicht gebraucht wird, umgedreht und an die Mauer angelegt werden.
Man kann ihn daher ohne Nachtheil so lang machen, daß er den Halbmesser der größten
zu gießenden Räder übersteigt; nöthigenfalls könnte auch eine Verlängerung leicht
daran befestigt werden.
Hr. de Louvrié, welcher in seiner ausgedehnten
Gießerei die verbesserten Verfahrungsarten mit Formspindel und Formbret anwendet,
hat uns auch interessante Details über die Art und Weise mitgetheilt, wie er bei dem
Einformen der Riemenscheiben, Seilrollen und selbst der Treibschrauben für
Dampfschiffe, verfährt.
Er unterscheidet beim Einformen der Scheiben und Rollen im Allgemeinen vier Fälle: 1) einfache Scheiben
für Riemen; 2) Rollen mit einer Wange; 3) solche mit zwei Wangen; 4) Rollen mit
einer spitzwinkeligen oder runden Hohlkehle auf dem Umfange, die zur Aufnahme von
Seilen dienen.
Erster Fall. – Man muß zuvörderst mit Hülfe des
Arms oder Richtscheites eine erste geebnete Schicht im Formsande bilden und dann
einen ersten Formkasten anbringen, welchen man ringsum mit Sand füllt und das Innere
leer läßt. Darauf befestigt man an dem Arme ein Bretchen, welches zu demselben
senkrecht und eben so weit von der Welle entfernt ist, als der kleine äußere
Halbmesser der einzuformenden Rolle lang ist. Man dreht den Arm mit dem Bret und
bildet auf diese Weise einen vollkommen cylindrischen Mantel. Statt des geraden
Bretchens befestigt man ein anderes mit einer geringen Krümmung, welche an dem
Mantel ausgehöhlt wird und der äußern Fläche der Rolle die erforderliche Rundung
gibt. Statt des Bretchens mit schneidender Kante befestigt man ein anderes mit
derselben Curve, aber mit abgerundeten Kanten, um die Form zu glätten. Ist dieß
geschehen, so nimmt man den Formkasten, welchen man den Mantel der Rolle nennt, weg
und wendet sich nun zu dem Kern und den Armen.
Wenn die Rolle vier oder sechs Arme hat, so macht man einen Kernkasten, der ein
Viertel oder ein Sechstel der Peripherie bildet und wenigstens so hoch als der Kranz
der Rolle breit ist. Am Centrumwinkel bringt man ein Stück Holz an, welches ein
Viertel der Nabe darstellt. In diesem Sector, in der Hälfte seiner Höhe, bringt man
den Arm der Rolle an, sey er nun gerade oder krumm, so daß er gegen die Nabe und den
Kranz tritt; wenn es erforderlich ist, befestigt man ihn mit einem Keil, worauf man
den Kernkasten mit Sand anfüllt. An den Durchschnittspunkten des Bogens läßt sich
daher dieser Kasten aus einander nehmen und das Keilstück der Form bleibt an seinem
Orte. Den Arm zieht man dann von der Mitte aus der Form, und da er nach dem Kranz
zu verjüngt ist, so
läßt er sich, ohne den Sand zu beschädigen, herausnehmen.
Nachdem auf diese Weise alle Keilstücke angefertigt worden sind, so legt man sie auf
die geebnete Schicht, von welcher der Mantel abgehoben worden ist, und um die Welle
des Formbretes. Man gibt dem Ende des Armes einen Schlag mit der Putzkelle und putzt
die Oeffnung aus, damit sie gut an den Kranz anschließt. Der Mantel wird nun mit
großer Vorsicht rings um den Kern gelegt, da zwischen beiden nur ein geringer Raum
bleibt. Darauf bedeckt man diesen leeren Raum mit Sandstücken, die man in einem
Kernkasten anfertigt, oder besser mit Papier, auf welchem man Sand ausbreitet und
denselben festdämmt, worauf die Form vollendet ist.
Der Einguß erfolgt durch die Nabe, und die Arme führen das Gußeisen zur
Peripherie.
Obgleich die Kernkasten wenig kosten und ein solcher zu einer Menge von
Rollen-Formen benutzt werden kann, so wendet sie Hr. de
Louvrié doch wenig an, da sie eine eigenthümliche Construction der
Arme erfordern. Wenn man z.B. den Mantel weggenommen hat, so kann man auf der
Schicht oder dem Bret einen kreisrunden Sandhaufen anbringen, den man an der äußern
Peripherie mit dem innern Halbmesser der Rolle abschneidet und horizontal mit dem
Spindelarm abstreicht, um ihm die gehörige Stärke zu geben. Darauf zieht man
mittelst der Spindel, oder besser mit einem besondern Formbret, eine Linie ganz um
den Sandkuchen, um ihn in zwei gleiche Theile zu Heilen; dadurch erhält man die Höhe
der Arme. Darüber bringt man die Eintheilung an; wenn nun: 1) der Arm eine Curve
ist, so macht man ihn gleich dick in der regelmäßigen Breite; man theilt ihn mit der
Säge nach einer Curve, die von einem Winkel ausgeht und nach dem entgegengesetzten
Winkel läuft, als wenn es sich um eine Diagonale handelte. Der Arm wird dadurch in
zwei Theile zerlegt, welche zwei gekrümmten Keilen gleichen. Man macht einen
Einschnitt in dem Sande, dämmt den Arm in der zweckmäßigen Höhe, in einer
horizontalen Lage ein, die mit einem Luftblasenniveau bestimmt wird, drückt den Sand
ringsum an und zieht dann die Hälfte des Arms, einen Keil, mittelst eines
Spitzbohrers oder einer Holzschraube, am dicken Ende heraus. Der Raum erweitert
sich, je mehr man ihn herauszieht, und bei der zweiten Hälfte hat man keine
Schwierigkeiten mehr.
2) Wenn der gerade Arm Verstärkungsrippen hat, so muß man ihn in vier Theile
zerlegen, indem man die Rippen und den Arm nach der Diagonale in zwei theilt. Man
macht alsdann, wie oben, einen Einschnitt, legt den Arm ein, den man wieder zusammensetzt, ein Rippe
unten, die andere oben, den Arm horizontal gerichtet; darauf drückt man den Arm an,
zieht das Modell mit einer Schraube am dicken Ende eines der beiden Theile heraus,
und eben so die andere Hälfte, worauf die beiden Rippenmodelle ganz leicht
herausgenommen werden können. – Alle diese Formmethoden sind in der Gießerei
des Hrn. de Louvrié sehr häufig und ohne alle
Schwierigkeit ausgeführt worden.
Auf diese Weise entstehen nirgend Nähte; der Kranz ist so glatt als wenn er abgedreht
worden wäre, und es bleibt weiter nichts zu thun als die Nabe zu centriren und die
Büchse auszubohren. Man sieht daher, daß viel an Arbeitslöhnen erspart wird.
Wenden wir uns nun zu der zweiten Art der Rollen mit einer Wange.
Man richtet eine Sandschicht mit dem Arm ab und zwar ist derselbe mit einem
Einschnitt versehen, der ringsum auf der Sandoberfläche einen kreisförmigen, runden
Wulst stehen läßt, welcher gleich der Wange der zu formenden Rolle ist. Man dämmt
auch den zweiten Kasten ein, um den Mantel zu bilden, in welchem sich dieser Wulst
eindrückt, formt und glättet alsdann den Mantel mit dem Drehbret. Darauf nimmt man
den Wulst von dem untern Theil ab und die Stelle des Wulstes wird beim Abguß die
Wange.
Bei Rollen mit doppelten Backen verfährt man eben so, nur schneidet man sie am obern
Rande des Mantels selbst aus, dann bedeckt man die Form mit einem dritten Kasten,
dessen untere Fläche mit dem Arm der Drehspindel abgerichtet ist, oder man legt auf
die Peripherie Keilstücke von Sand.
Tafeln