| Titel: | Verfahren zum Gießen der Hohlgeschosse, von Hrn. Richard Peters in London. |
| Fundstelle: | Band 141, Jahrgang 1856, Nr. XXIII., S. 101 |
| Download: | XML |
XXIII.
Verfahren zum Gießen der Hohlgeschosse, von Hrn.
Richard Peters in
London.
Aus dem London Journal of arts, März 1856, S.
155.
Mit Abbildungen auf Tab.
II.
Peter's Verfahren zum Gießen der Hohlgeschosse.
Diese Erfindung, welche am 7. Juni 1855 in England patentirt wurde, betrifft die
Anwendung einer hohlen Form, die aus zwei Theilen besteht, in welche das flüssige
Metall durch eine Röhre gelangt, die etwa bis in die Mitte der Form reicht. Nachdem
die Form auf diese Weise mit dem flüssigen Metall gehörig ausgefüllt worden ist,
kann man ihr zwei zu einander rechtwinkelige Centrifugal-Bewegungen
ertheilen. Die nach allen Richtungen wirkende Centrifugalkraft vertheilt den Inhalt
der Form vollkommen rund und ringsum, während die innere Röhre zur Ableitung aller
Luft und Gase dient. Wenn die beiden Bewegungen aufgehört haben und man die Form öffnet,
so kommt der Hohlguß vollkommen gelungen heraus. Beim Guß von Hohlgeschossen wird
ein eiserner Ring, der im Innern mit einem Schraubengewinde versehen ist, so
angebracht, daß er in die Kugel eingegossen wird, und dieser Ring kann alsdann den,
äußerlich mit einem Schraubengewinde versehenen, Zünder mit Patrone aufnehmen.
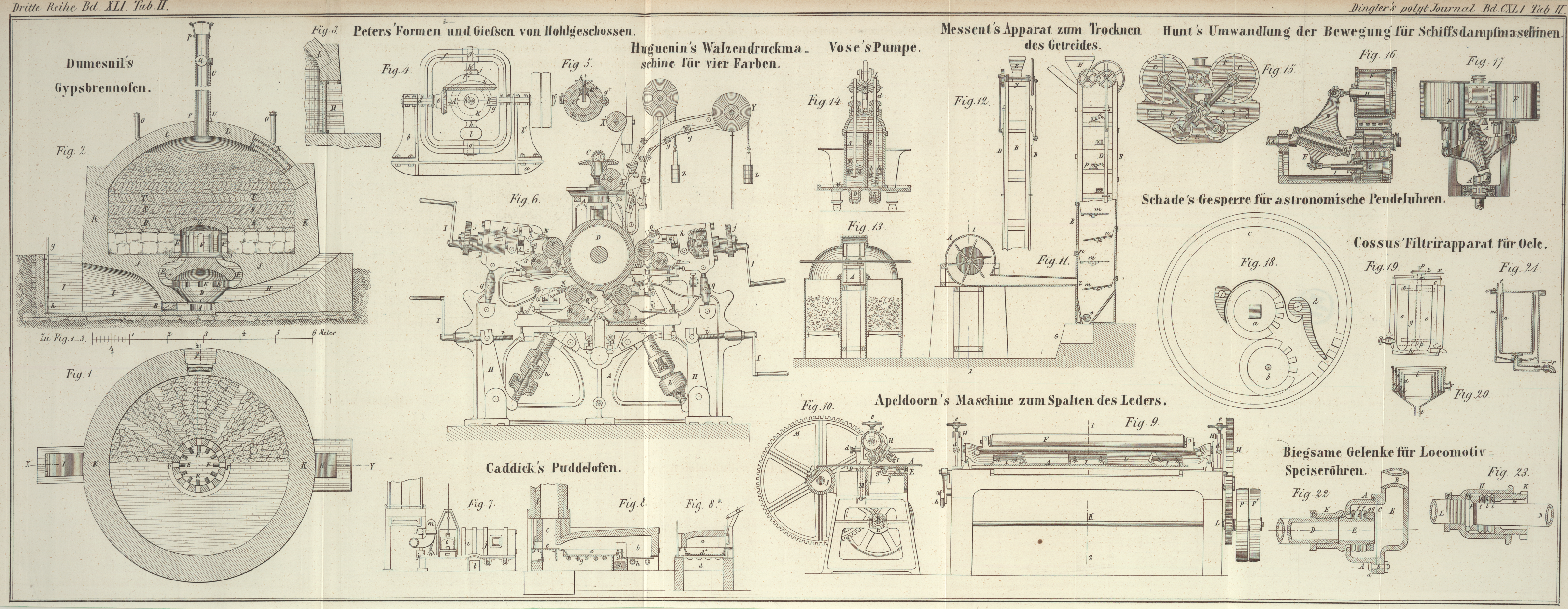
Fig. 4 ist
eine vordere Ansicht der zum Gießen von Hohlgeschossen dienenden Maschinerie und
Fig. 5 ist
ein Durchschnitt der Form und des Abgusses. a, a ist
eine Sohlplatte, auf welcher die Ständer b, b' durch
Schraubenbolzen befestigt sind; c ist eine Welle die
sich in Zapfenlagern in dem Ständer b' frei drehen kann.
Das eine Ende dieser Welle ist mit einer Seite eines (unten näher beschriebenen)
Rahmens verbunden, während das andere Ende mit Treib- und Leerrollen versehen
ist. d ist eine Welle, deren eines Ende in Lagern auf
dem Gestell b liegt und welche durch die eine Seite des
Rahmens geht, wo dann ihr anderes Ende mit dem Winkelgetriebe e verbunden ist. f ist ein Rahmen, der die
Form k hält (welche in Fig. 5 für sich abgebildet
ist, und zwar im Durchschnitt nach der Linie AB
der Fig. 4).
g, g sind Lager an den beiden entgegengesetzten
Enden des Rahmens, zum Aufnehmen der Spindeln h, h',
welche an die Form angegossen oder mit derselben verbunden sind, i ist ein Winkelrad mit einer Büchse j, die sich auf der Spindel h' frei bewegen kann, f* ist eine Schraube, um
das Rad i so zu befestigen, daß es in das Getriebe e eingreifen und die Spindeln h,
h', so wie die Form k mit in seine Bewegung
ziehen muß. I ist ein Gewicht auf der Spindel h, um dem Zahnrade i und der
Büchse j an dem andern Ende das Gleichgewicht zu halten,
k ist die Form, aus zwei Theilen bestehend, welche
durch ein Scharnier g* verbunden und in dem Rahmen f, an den Spindeln h, h',
aufgehängt sind. Ein Theil der Form, oben bei h* ist
flach und mit einer Röhre i* versehen, durch welche das
Metall in die Form gegossen wird und die auch als Luftröhre dient, k* ist ein Ring an der Röhre i*, welcher so in der Form angebracht wird, daß er in das Hohlgeschoß
eingegossen werden kann. Dieser Ring hat im Innern ein Schraubengewinde, und es kann
daher beim Gebrauch des Geschosses in demselben die Zünderpatrone eingeschraubt
werden. l* ist der Verschluß der Form, bestehend aus
zwei Lappen, deren einer mit einem Stift, der andere mit einem Loch versehen ist;
durch das obere Ende des Stiftes wird ein Splint gesteckt, wenn die beiden Hälften
der Form verschlossen gehalten werden sollen.
Der Betrieb der Maschine ist folgender: der Rahmen wird so gedreht, daß die Oeffnung
h* nach oben kommt, in welcher Stellung desselben
Metall in hinreichend flüssigem Zustande eingegossen wird. Darauf wird von einem Motor aus,
mittelst eines Riemens der festen Rolle an der Welle c
eine rotirende Bewegung mitgetheilt, und da diese Welle mit der einen Seite des
Rahmens l in Verbindung steht, so wird derselbe mit
umgedreht, während die entgegengesetzte Seite desselben sich lose um den Zapfen d dreht. Der Rahmen dreht mit sich die Form und das
Winkelrad i, welches, da es auf der Formspindel h' sitzt und mit dem Getriebe e im Eingriff steht, an der Drehung um die eigene Achse Theil nimmt und
folglich die Form k bewegt, die sich daher zu gleicher
Zeit um zwei, rechtwinkelig aufeinander stehende Durchmesser dreht. Da die
mitgetheilte Bewegung sehr schnell ist, so wird das in der Form befindliche Metall
durch die Centrifugalkraft überall an ihrer Oberfläche herumgeschleudert und umgibt
den Ring. Die Bewegung wird so lange fortgesetzt bis das Metall erstarrt ist. l' ist das gegossene Hohlgeschoß. Um es aus der Form zu
nehmen, wird das Gestell in die in Fig. 4 dargestellte
Stellung gebracht; die Schraube f* wird gelöst, das Rad
i gehoben, der Splint wird aus dem Schloß der Form
gezogen, dieselbe geöffnet und die Hohlkugel herausgenommen, worauf die Form von
neuem gefüllt wird.
Die Eisenstärke des Geschosses kann vermehrt oder vermindert werden, je nachdem man
mehr oder weniger Metall in die Form gießt, und die zum Erstarren erforderliche Zeit
steht im Verhältniß zu dessen Menge.
Bei der Fabrication anderer hohler Artikel, ohne einen Kern, muß die Form die
darzustellende Gestalt haben; soll zum Abguß ein leicht erstarrendes Metall
verwendet werden, so muß man die Form wärmen, ehe man das Metall hineingießt.
Tafeln