| Titel: | Das Walzen des Stabeisens und Stahls, nach H. Bessemer. |
| Fundstelle: | Band 145, Jahrgang 1857, Nr. IX., S. 37 |
| Download: | XML |
IX.
Das Walzen des Stabeisens und Stahls, nach
H.
Bessemer.
Aus dem London Journal of arts, März 1857, S.
158.
Mit Abbildungen auf Tab.
I.
Bessemer, über das Walzen des Stabeisens und Stahls.
Die durch Eingriffe in gewisse Formen gebrachte Masse des nach Bessemers Methode erzeugten Stabeisens ist in
der Regel mehr oder weniger schwammig oder porös, und daher, auch abgesehen von
ihrem körnigen Gefüge, sehr brüchig, wenn sie zwischen die Kaliber der gewöhnlich
angewendeten Walzen kommt; der Erfinder wendet daher für sein Metall ein besonderes
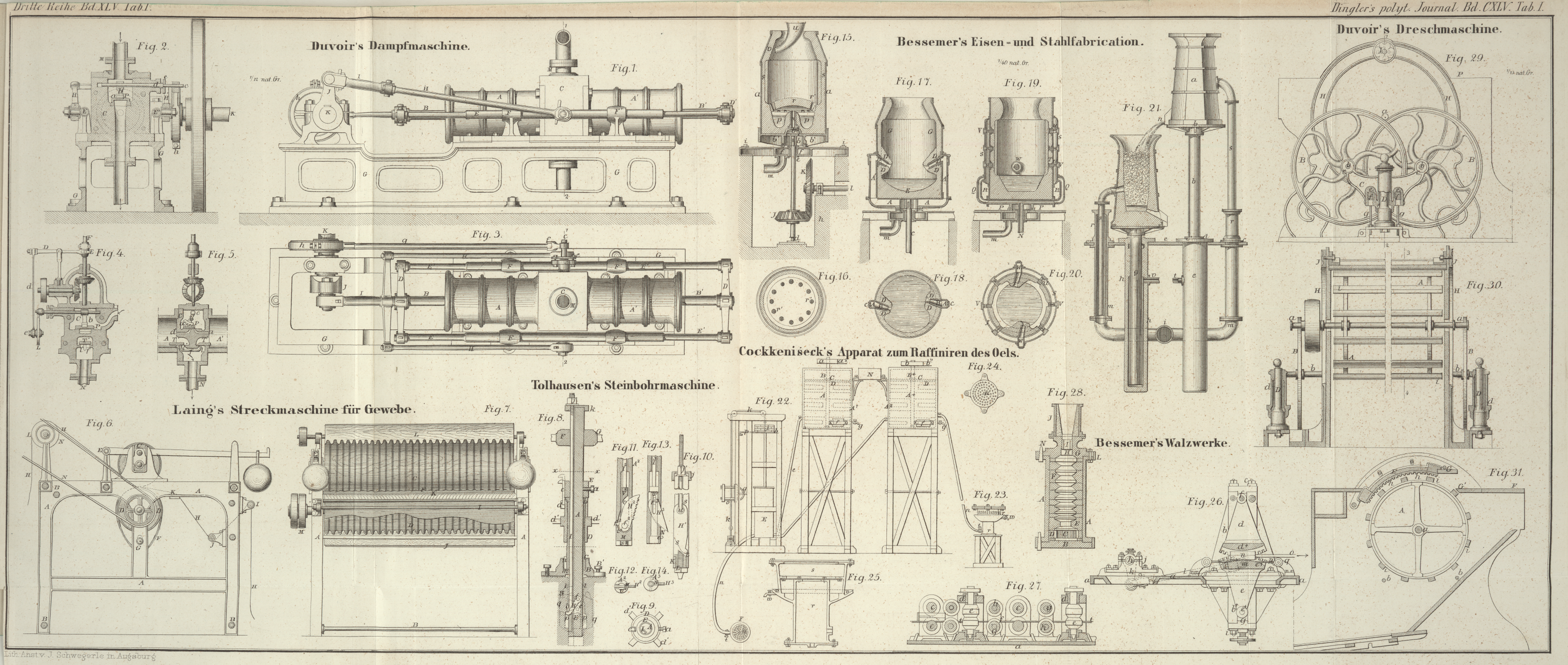
Walzwerk an. Fig.
26 zeigt einen Längendurchschnitt desselben: a
ist die Sohlplatte, auf welcher die gußeisernen Ständer festgeschraubt sind; c sind Spannstangen, welche die zu einem Gerüst
gehörigen Ständer mit einander fest verbinden und dem Ganzen die erforderliche
Steifigkeit geben. Die beiden kurzen Rahmen d und e sind mit Zapfen d* und e* versehen, und an ihren entgegengesetzten Enden sind
die Zirkelstücke d' und e'
angebracht, welche oben die gewöhnlichen Walzenkaliber haben. Zur Seite eines jeden
von diesen Zirkelstücken ist ein Zahnkranz festgeschraubt. Die Zapfen des obern
Zirkelstücks liegen in den Lagern f und die des untern
in den Lagern g. Unter den letztern sind starke
Schrauben mit Rädern an den Enden angebracht, durch welche das Zirkelstück e nach Bedürfniß gehoben oder gesenkt werden kann. Man
kann jedoch diese senkrechten Bewegungen auch durch hydraulischen Druck oder auf
irgend eine andere Weise bewirken. Die Haupttriebwelle h, welche durch die Zahnräder bewegt wird, liegt in den auf der Sohlplatte
befestigten Lagern j. An den Enden der Welle h sind zwei Kurbeln k
angebracht, welche durch die Kurbelstangen l und die
Warzen m mit dem Zirkelstück e' so verbunden sind, daß die rotirende Bewegung der Welle h sich in eine oscillirende der Rahmen d und e verwandelt. Bei
dieser oscillirenden Bewegung werden die zwischen die Kaliber der Zirkelstücke
gebrachten Metallstäbe n gezängt und ausgewalzt. An den
zu zängenden und auszuwalzenden Stab (Kolben) wird eine eiserne Stange o angeschweißt, welche dazu dient, jenen gehörig zu
handhaben. Wenn sich der auszuwalzende Stab in der Richtung des Pfeiles bewegt, so
gelangt er auf die Tragplatte p und die Leitrolle q; und wenn die Bewegung der Zirkelstücke umgesetzt
wird, so schiebt der Arbeiter den Stab wieder nach der entgegengesetzten Richtung durch
einen Kaliber, indem stets, wie bei der gewöhnlichen Walzarbeit, ein engerer Kaliber
genommen wird.
Beim Auswalzen des in Formen ausgegossenen (Bessemer'schen) Gußstahls muß dahin gesehen werden,
daß die Stäbe, besonders anfangs, bei jedem einzelnen Durchwalzen durch die
Zirkelstücke nicht zu stark gestreckt werden; auch brechen sie beim Rückgange leicht
ab, wenn sie der Arbeiter zu stark vorwärts zieht. Um dieß zu verhindern, bedient
sich Bessemer eines, in Fig. 27 im verticalen
Längendurchschnitte dargestellten Walzwerks, welches die Verlängerung oder Streckung
des Stabes beim Durchwalzen genau zu reguliren gestattet. a ist eine starke Sohlplatte; b, b sind
gußeiserne Ständer, in welchen die horizontalen Kaliberwalzen c liegen. Die Lager der untern Walze c sind
durch Einsetzstücke, welche unter dieselben eingeschoben werden, stellbar, wodurch
die Walzen mehr oder weniger gegen einander gedrückt, oder höher oder niedriger
gestellt werden können. Stellschrauben sind entbehrlich, weil die Stellung der
Walzen nicht während des Betriebes vorgenommen zu werden braucht. In dem Gerüst d, d sind die senkrechten Kaliberwalzen e, e angebracht; die Lager dieser Walzen sind ebenfalls
durch Einsetzstücke stellbar, welche zwischen sie und die Schlitze des Gerüstes
eingetrieben werden. f, f sind kleinere Ständer, welche
die Walzen g und h
aufnehmen. Die Füße der verschiedenen Ständer sind schwalbenschwanzartig und die
Sohlplatte ist mit ähnlichen Nuthen versehen, in welche jene geschoben und dann
verkeilt werden; oder es werden die Füße auf der Sohlplatte festgeschraubt. Die
Zapfen der obern Leitwalzen g, g erhalten durch eine
kräftige Feder oder durch einen belasteten Hebel einen Druck, oder die Lager werden
mit elastischen Einsetzstücken versehen, damit der durchzuwalzende Stab mit der
erforderlichen Kraft gefaßt, vorwärts gezogen und dem nächsten Walzenpaare
dargeboten wird. Es darf jedoch hierzu keine größere Kraft angewendet werden, als
gerade nothwendig ist, damit bei nicht ganz gleichen Oberflächengeschwindigkeiten
der Walzen ein Gleiten stattfindet, weil außerdem die Stäbe leicht brechen. Das
Triebwerk für die senkrechten Walzen e ist unter der
Sohlplatte a angebracht.
Der letzte Theil der Erfindung betrifft die Herstellung schalenharter Walzen zum Bearbeiten von Eisen und Stahl. Fig. 28 zeigt den
Längendurchschnitt einer Form zum Guß einer Walze mit V
förmigen Kalibern, wiewohl auch andere Kaliber auf diese Weise hergestellt werden
können. Die Schale oder Coquille A besteht aus zwei
gleichen Hälften; am untern Ende derselben befindet sich ein Walzendeckel B, der den Boden der Form bildet und über welchem die
untere Seitenfläche des Getriebes e geformt wird. D ist ein in mehrere Theile getheilter, verzahnter
Kranz, dessen Theilung
von der Art ist, daß die Zähne leicht aus demselben ausgehoben werden können. E ist ein massiver Kranz, welcher den Walzenzapfen
bildet. F, F sind andere, mit dem Mantel A verbundene Ringe, deren innere Gestalt dem
Kaliberquerschnitt entspricht. G ist der obere
Walzendeckel, in welchem der Zapfen H und der
Angriffszapfen oder das Kuppelstück I der Walze gegossen
wird. Ueber dem Deckel G befindet sich ein mit Lehm
ausgefutterter Cylinder J, welcher als Einguß und
verlorner Kopf dient. Die Kränze oder Flantschen welche die Coquille oder Schale
oben und unten hat, sind mit Oeffnungen versehen, in welche Keile N eingetrieben, wodurch die verschiedenen Theile der
Form zusammengehalten werden. Die erwähnten verschiedenen Ringe, welche die Schale
bilden, sind ebenfalls in zwei oder mehrere Theile getheilt, so daß, wenn die Walze
abgegossen ist und die Keile herausgeschlagen sind, der Abguß sogleich frei wird.
Vor dem Guß wird die Form auf 93 bis 149° R. erwärmt und im Innern mit einem
Gemisch von Graphit und Oel überzogen, kann aber auch eingeräuchert werden. Eine so
hergestellte Walze braucht nicht abgedreht zu werden.
Der Erfinder ließ sich die beschriebenen Vorrichtungen am 31. Mai 1856 für England
patentiren.
Tafeln