| Titel: | Neues Verfahren zum Anfertigen der Gypsformen zur Fabrication von Tellern, Untertassen etc. aus Porzellanmasse, von Moreau Hubert; Bericht von Hrn. Salvetat. |
| Fundstelle: | Band 152, Jahrgang 1859, Nr. XI., S. 36 |
| Download: | XML |
XI.
Neues Verfahren zum Anfertigen der Gypsformen zur
Fabrication von Tellern, Untertassen etc. aus Porzellanmasse, von Moreau Hubert; Bericht von
Hrn. Salvetat.
Aus dem Bulletin de la Société
d'Encouragement, Decbr. 1858, S. 768.
Mit Abbildungen auf Tab.
I.
Hubert's Verfahren zum Anfertigen der Gypsformen zur Fabrication
von Tellern, Untertassen etc. aus Porzellanmasse.
Zur Anfertigung eines Tellers ist bekanntlich ein Modell erforderlich, welches der
inneren Oberfläche desselben entspricht. Ueber diesem Modell, welches mit
Leinölfirniß bestrichen ist, wird eine hohle Gypsform, die Matrize, gegossen; diese
wird ebenfalls durch Bestreichen mit Leinöl gehärtet, worauf man in derselben die
Formen gießt, über denen, während sie auf der Drehscheibe liegen, durch Auflegen von
Schwarten der plastischen Thonmasse, Andrücken mit einem Schwamm und Bearbeiten der
äußeren Fläche mit einer Schablone die Teller gebildet werden.
Dieses in den Porzellanfabriken allgemein angewendete Verfahren ist mit gewissen
Uebelständen behaftet. Der Gyps dehnt sich nämlich beim Festwerden aus, daher die
Formen, indem man sie dadurch bildet, daß man über einer vorhandenen Form eine
Matrize und in dieser wieder neue Formen gießt, immer größer ausfallen, in der Art
daß erfahrungsgemäß bei 20maliger Wiederholung dieses Abformens die zuletzt
erhaltenen Formen 27 Centim. Durchmesser haben, während der Durchmesser des
ursprünglichen Modells nur 25 Centim. betrug. Außerdem können die Formen in Folge
ungleichmäßiger Ausdehnung des Gypses beim Erhärten auch leicht schief werden, wo
sie dann ganz fehlerhafte Teller liefern. Endlich veranlaßt das bisherige Verfahren,
wobei der Handgriff der Formen durch Ausdrehen gebildet wird, einen bedeutenden
Abfall von Gyps, welcher verloren geht.
Um diesen Uebelständen abzuhelfen, wendet Moreau Hubert
jun., Modelleur in der Porzellanfabrik von Pellyvuit, Dupuis u. Comp. in
Mehun-sur-Yèvre, zur Anfertigung der Gypsformen für Teller,
Schüsseln, Untertassen etc. ein von dem gewöhnlichen abweichendes, ganz zweckmäßiges
und vortheilhaftes Verfahren an, welches er sich in Frankreich patentiren ließ. Bei
demselben ist nämlich das allmähliche Aufblähen des Gypses, welches die Dimensionen
des gegossenen Gegenstandes verändert, nicht möglich, der Durchmesser der Teller
kann also bei wiederholtem Abformen nicht zunehmen; die Matrize bleibt viel länger
brauchbar; man vermeidet das Schiefwerden der Formen und erhält dieselben durch das
Gießen sogleich fertig, so daß man sie nachher nicht mehr abzudrehen oder den
Handgriff an ihnen anzubringen braucht.
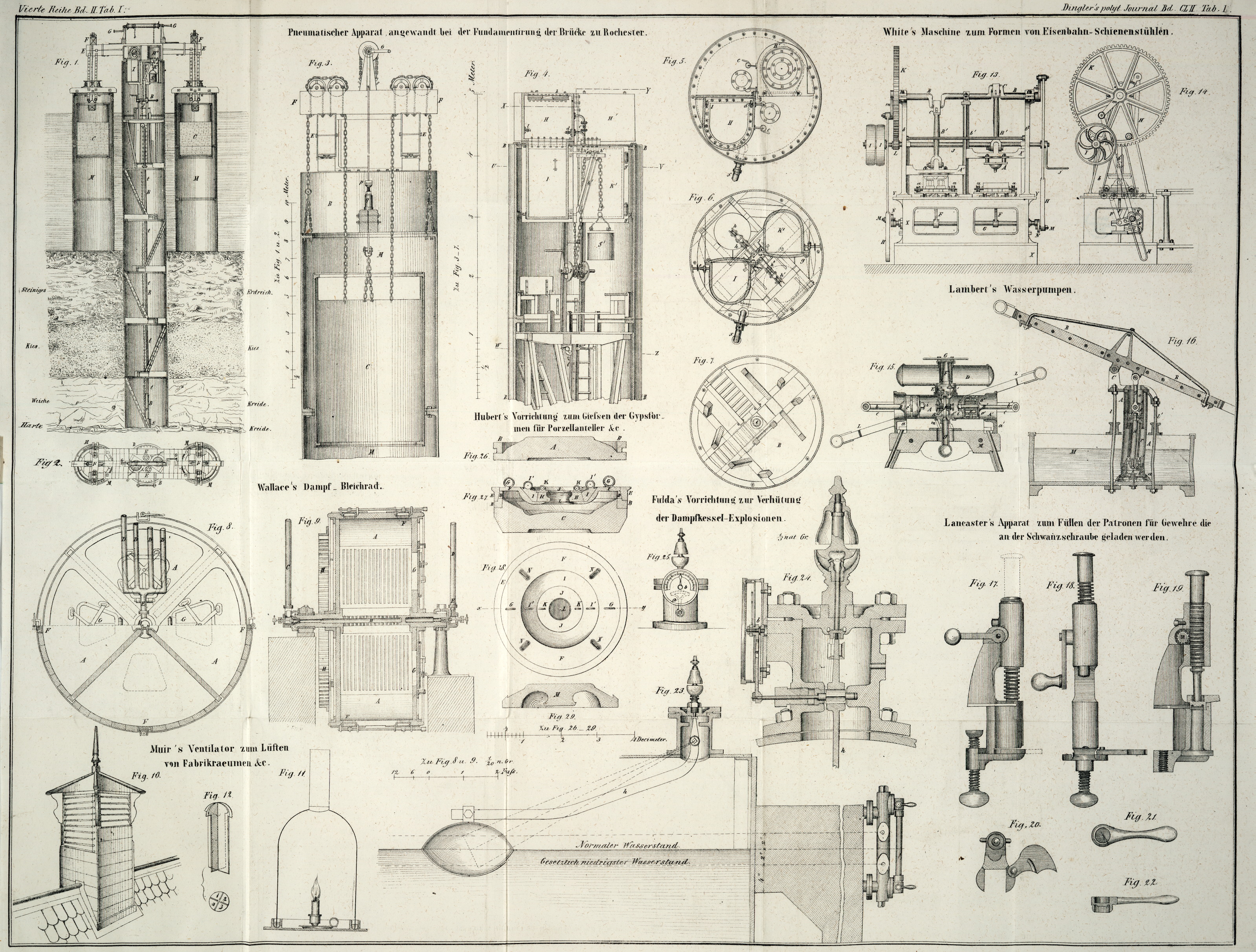
Fig. 26 zeigt
das Gypsmodell im Verticaldurchschnitt. Fig. 27 ist die Abbildung
der ganzen Vorrichtung, in welcher die Formen gegossen werden, im Durchschnitt, nach
der Linie xy von Fig. 28. Letztere Figur
ist die Oberansicht dieser Vorrichtung. Fig. 29 zeigt eine
fertige Form im Durchschnitt in der Lage, welche sie beim Formen der Teller auf der
Drehscheibe erhält.
A ist das gefirnißte Gypsmodell, welches der innern
Seite des Tellers entspricht. B ist ein aus einem Stück
bestehender, mit der Matrize fest verbundener Ring von Zink, welcher beim Gießen der
Matrize die seitliche Ausdehnung derselben verhindert und ebenso beim Gießen der
Formen der Ausdehnung des Gypses Widerstand leistet. C
Matrize, welche über dem Stück A gegossen wurde.
D ist ein Ring von Zink, aus drei Stücken bestehend,
welche die Höhe und den Durchmesser der Form M bedingen.
E ist ein aus einem Stück bestehender Zinkring,
welcher als Mantel für die Theile des Ringes
D dient. F Deckel von Zink,
ebenfalls aus einem einzigen Stück bestehend, welcher nebst den Theilen H und I der oberen Fläche
der in der Matrize zu gießenden Form ihre Gestalt gibt und mit zwei Ringen G zum Anfassen versehen ist.
H ist der Theil, durch welchen der Handgriff der Form
gebildet wird; dieser Theil ist ebenfalls von Zink und besteht aus drei Stücken. I Mantel von Zink, welcher auf den Deckel F gelegt wird und dazu dient, den drei Theilen von H eine feste Lage zu geben; er ist mit Handgriffen I' versehen. J ringförmige
Scheibe von Zink, welche auf die obere Fläche der Theile H gelegt wird und mit Handgriffen K versehen
ist.
L hohler Raum, in welchen durch die Oeffnung der Scheibe
J der Gyps gegossen wird. N Oeffnungen in dem Deckel F, durch welche die
Luft beim Gießen entweicht.
M eine fertige Gypsform.
Um die Matrize herzustellen, wird das Modell A wie
gewöhnlich eingeölt, der Ring B darauf gelegt, über
denselben ein bleierner Ring geschoben (welcher das Abfließen des Gypses verhindert
und nachher wieder weggenommen wird) und der Gyps eingegossen. Wenn die so
eingegossene Matrize hinreichend hart ist, wird sie nebst dem Ringe B, welcher mit ihr verbunden bleibt, von dem Modell
abgehoben und abgedreht. Die so dargestellte Matrize bildet den unteren Theil der
vorstehend beschriebenen und durch Fig. 27 und 28
abgebildeten Gießform. Die oberen, aus Zink bestehenden Theile dieser Gießform
werden, ebenso wie die Matrize selbst, an der inneren Seite mit Oel bestrichen,
worauf man mittelst eines Pinsels dünnen Gypsbrei darauf trägt, welcher nachher die
äußere Fläche der Form bildet. Man stellt dann die Theile der Gießform zusammen und
füllt dieselbe mit Gypsbrei; die Luft entweicht vollständig durch die Löcher N, wenn man die Gießform nach dem Anfüllen mit Gyps
etwas aufklopft. Nachdem die so gegossene Form genügend erhärtet ist, wird sie,
nachdem man die oberen Theile der Gießform weggenommen hat, aus der Matrize
herausgenommen, und ist dann, nachdem man noch die an den Vereinigungsstellen der
Metallstücke entstandenen Nähte beseitigt hat, fertig.
Tafeln