| Titel: | Ueber die Fortschritte der Bessemer'schen Frischmethode in Schweden; von P. Tunner, k. k. Sectionsrath und Director der k. k. montanistischen Lehranstalt in Leoben. |
| Fundstelle: | Band 152, Jahrgang 1859, Nr. XXVII., S. 118 |
| Download: | XML |
XXVII.
Ueber die Fortschritte der Bessemer'schen Frischmethode
in Schweden; von P.
Tunner, k. k. Sectionsrath und Director der k. k. montanistischen
Lehranstalt in Leoben.
Aus der österreichischen Zeitschrift für Berg- und
Hüttenwesen, 1859, Nr. 13.
Mit Abbildungen auf Tab.
II.
Tunner, über die Fortschritte der Bessemer'schen Frischmethode in
Schweden.
Auf meiner Bereisung mehrerer Eisenwerke Deutschlands und Schwedens im Jahr 1857 sind
mir zwar etliche mißlungene Versuche mit der Bessemer'schen Frischmethode an Ort und Stelle bekannt geworden; allein sie
tragen alle den Stempel der Unvollkommenheit in einem solchen Grade, daß daraus
offenbar nichts zu entnehmen war. Alle seit jener Zeit in der deutschen Literatur
veröffentlichten Urtheile über dieses Frischverfahren sind demselben mehr oder
weniger ungünstig, zum größeren Theile geradezu alle Aussicht auf Erfolg
absprechend, weil man zu erkennen glaubte, daß hiebei eigentlich nur das Eisen
selbst als Brennmaterial benützt werde, somit die ganze Methode als nothwendig zu
kostspielig ansah. Eine Ausnahme hievon machten nur ein Paar kurze Notizen aus
Schweden, welche im letztverflossenen Jahre in den Nummern 44 und 47 der
österreichischen Zeitschrift für Berg- und Hüttenwesen enthalten waren.Man sehe polytechn. Journal Bd. CL. S.
393. Nachdem diese Notizen aber an und für sich zu unvollständig waren und nicht von eigentlichen
Fachmännern auszugehen schienen, so legte ich auch auf diese, dem in Rede stehenden
Verfahren günstigen Nachrichten keinen besondern Werth.
Ein anderes Bewandtniß hat es jedoch mit einer Nachricht in
Jern-Kontorets-Annalen von 1858 Heft 4. In dieser sehr guten
praktischen Zeitschrift für das schwedische Bergwesen ist nämlich der amtliche
Bericht abgedruckt, welchen einer der Oberbeamten des Jernkontors (Vereins der
schwedischen Eisenhüttenbesitzer), Hr. Director A. Grill
an die Bevollmächtigten dieses Vereins erstattete. Abgesehen von der Autorität des
Berichterstatters zeugt der Inhalt des Berichtes selbst von der Sachkenntniß und
Wahrheit des Gegenstandes, und gibt dadurch einen höchst beachtenswerthen Beitrag
zur Beurtheilung dieses neuen Frischverfahrens in seinen verschiedenen Stadien der
Ausbildung. Ich lasse hier zunächst die Uebersetzung dieses Berichtes möglichst
genau mit den Worten des Berichterstatters folgen:
„Als ich letzthin die Ehre hatte, den HHrn. Bevollmächtigten im Monat Mai
d. J. (1858) einen mündlichen Bericht zu erstatten über den Standpunkt, auf
welchem die Stahlerzeugung zu Edsken damals sich befand, war derselbe schwankend
für und wider, bisweilen mit hoffnungsvollen, bisweilen wieder mit schlechten
Aussichten auf einen günstigen Erfolg; nach den in Mitte Juni vorgenommenen
Veränderungen in der Construction des Ofens ist jedoch ein bestimmtes, mehr
constantes Resultat eingetroffen.
Die ganze Brauchbarkeit dieser Methode beruht nämlich auf der Möglichkeit, daß
man mit Sicherheit den Kohlegehalt des Roheisens auf jenen Grad vermindern kann,
bei welchem das Product Stahl bleibt, d.h. schmiedbar und schweißbar ist und das
Vermögen behält durch rasche Abkühlung gehärtet zu werden und zugleich die Masse
eine genügende Temperatur behält, nicht nur um aus dem Ofen zu fließen, sondern
zugleich um in wenigen Augenblicken eines ruhigen Stillstandes im Ofen sich von
den eingemengten Schlackenpartien und Luftblasen zu befreien, wonach dieselbe
noch zureichend dünnflüssig in die Eingüsse abgestochen werden kann. Bei einem
genaueren Studium des Verlaufes des Processes findet man, daß dieser
Frischproceß, in Uebereinstimmung mit den sonstigen Frischprocessen zu seiner
Durchführung eine eisenhaltige Schlacke bedingt, welche hier unmittelbar durch
das Verbrennen eines Antheiles Eisens vermittelst der Einwirkung des
Gebläsewindes erzeugt wird.
Die Versuche, so gemacht wurden diese Schlackenbildung zu unterlassen oder zu
ersetzen, haben zu keinem vollkommen befriedigenden Resultate geführt. Diese
Versuche haben in Folgendem bestanden: 1) daß während des Processes in Mehl
verwandelte Eisenerze von Bispberg (sehr reiche reine Magneteisensteine) und Braunstein
eingelassen wurden; 2) daß vor dem Einlassen des Roheisens in den Ofen das
genannte Mehl eingelegt wurde; 3) daß durch Verbrennung von kleinen
Stahl- oder Roheisenabfällen diese Schlacke sonderheitlich zu bilden
versucht wurde, und 4) daß im Vereine mit erhitzter Luft Wasserdämpfe
eingeblasen wurden. Unter diesen Mitteln war die Benützung der Stahlabfälle am
wirksamsten befunden, allein theils war es schwer die entsprechende Verbrennung
derselben zu bestimmen, theils wurden die Formen davon verpatzt, welcher
Ungelegenheit jedenfalls ausgewichen werden muß. Zur Erhöhung der Temperatur
versuchte man den Ofen in seinen Dimensionen zu verkleinern und den Wind zu
erhitzen. Die durch Erhitzung der Luft erlangte Verdünnung derselben und die
dadurch verminderte Menge des atmosphärischen Sauerstoffs hatte den
hauptsächlichsten Einfluß auf die Verlängerung der Frischperiode, wovon ein
Kalkfluß und harter Stahl die Folgen waren. Als das einzige in beiden Fällen
vollends wirksame Mittel hat sich schließlich erwiesen, eine richtige und reichliche
Anwendung der Gebläseluft.
Die Eisenerze, welche bei der älteren Vertheilung der Formen in zwei über
einander befindlichen Reihen einen befriedigenden Abstich ließen, wenigstens was
die Möglichkeit einen weichen Stahl zu erhalten betrifft, waren die mehr
manganhältigen, wie jene von Dannemora, Vindtjern, Längvik und Kräknäs. Von den
letzteren wurden deßhalb zuerst 5 L. Pfd. (67 Pfd. W. G.) und später 3 L. Pfd.
(40 Pfd. W. G.) pro Satz (am Hohofen) aufgegichtet;
nachdem aber der Stahl beim Ausrecken als minder haltbar angesehen wurde, ward
das Erz von Kräknäs wieder aus der Beschickung gelassen, wovon jedoch die Folge
war, daß durch längere Zeit kein zureichend weicher Stahl erhalten wurde. Der
angewandte Wind war nicht wirksam genug, was entweder davon kam daß die
Windmenge an und für sich unzureichend, oder daß die Vertheilung derselben in 2
Reihen über einander minder zweckdienlich war. Der Durchmesser der 6 oberen
Formen mit 3/8 Zoll war sicherlich so gewählt, daß nahe genug durch diese das
gleiche Luftquantum gehen sollte, welches durch die unteren Formen mit 5/8 Zoll
Durchmesser strömte. Allein da der Wind aus den oberen Formen einen viel
kürzeren Weg durch das Roheisen zu passiren hatte, ging ein Theil der
frischenden Wirkung desselben verloren.
Daß dem wirklich so war, beweist am besten die Umänderung, welche im Gange des
Processes der Stahlbildung geschah, nachdem die folgenden Abänderungen
vorgenommen wurden; diese bestehen darin, daß die obere Formreihe bis in das
Niveau der unteren gesenkt wurde, d. i. 2 Zoll ober dem Boden, wodurch das Eisen
höher als früher die Formen zu stehen kam, und alle diese wurden mit 3/4 Zoll
Durchmesser hergestellt. Der Effect dieser vorgenommenen Umgestaltung zeigte
sich sogleich durch einen rascheren, lebhafteren und reineren Gang, durch ein
frischeres Aufkochen und durch einen mehr entschiedenen Schluß des eigentlichen
Frischprocesses. Im Zusammenhang mit den genannten Aenderungen wurde zugleich
das Gewölbe des Ofens um 19 Zoll niederer gemacht, um in dem eingeengteren Raume
eine mehr concentrirte Hitze zu erhalten. Ein neuer Gußtisch (Gußrinne) von
Schmiedeisen zur Aufnahme des fertigen Stahls wurde angeschafft, und zum
Schlusse des Stichloches versah man sich an Stelle des früher gebräuchlichen
Verschmierens mit Lehm, mit einem conischen Pfropfen von feuerfestem Ziegel.
Hiedurch konnte die Gußrinne von außen und innen mehr erhitzt werden, was sich
dadurch von großem Werthe zeigte, daß der Stahl-lebhaft aus der Gußrinne
floß, nur einen unbedeutenden Rückstand ließ und das Abstichloch nicht
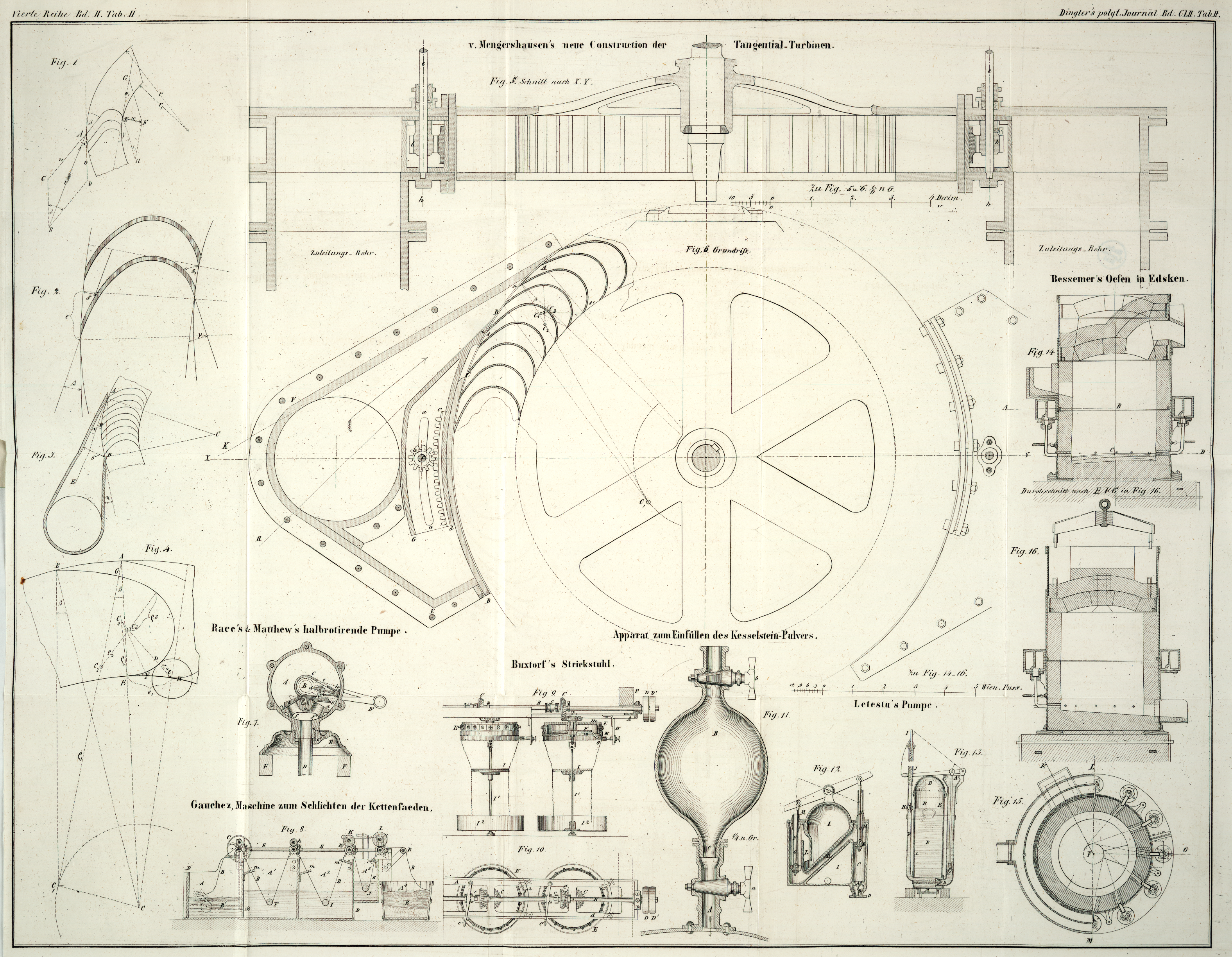
verstopfte. Der Ofen, welcher nunmehr benützt wird, mit Andeutung der frühern
Gewölbform, ist in Fig. 14 (Durchschnitt
nach EFG in Fig. 16) gezeichnet.
Durch diese Aenderungen wird der Ofen in seiner Herstellung einfacher, da der
Windcanal ohne Abtheilung und niederer gemacht werden kann.
Fig. 15
zeigt den Durchschnitt dieses Ofens nach der in Fig. 16 ersichtlichen
Linie LM.
Fig. 16
stellt den Grundriß mit der Uebersicht und zwar nach den Durchschnitten A und CD in der
Fig.
14 dar.
Das Gebläse, welches vor Erweiterung der Formen bloß 60–70 Wechselungen in
der Minute machte, kam nun über 80; die Blasezeit war nunmehr in 7–10
Minuten geschlossen, während vor diesen Abänderungen dieselbe 12–20
Minuten und weiter zurück, mitunter sogar bis 30 Minuten dauerte. Die
Windpressung, welche früher auf 12–14 Pfd. englisch Gewicht pr.
Quadratzoll stieg, ist mit der Formerweiterung auf 6–8 Pfd.
niedergegangen. Es würde sich schwer thun lassen, auch jetzt noch durch weitere
Vermehrung des Windes den Frischproceß zu beschleunigen, weil in diesem Fall das
Aufkochen der Masse zu gewaltsam werden möchte.
Die Windpressung muß man jedoch im Beginn des Blasens mit Genauigkeit moderiren,
um einer allzu heftigen Gasentwicklung zuvorzukommen.
Nach den oft genannten Veränderungen hatte man keine Veranlassung irgend welche
mehr manganhaltige Erze zu versuchen, welche vorerst die meiste Neigung zeigten
unter Beibehaltung einer hohen Temperatur gut zu frischen.
Nachdem das Streckwerk (Hammerschläge wahrscheinlich) zu Högbo fertig und
solchergestalt eine genaue Controle möglich war über die Waare welche bisher erzeugt wurde,
hat man gefunden, daß derjenige Stahl, welcher seit den mehrgedachten
Veränderungen erblasen wurde, bedeutende Vorzüge vor dem älteren hatte, nicht
allein was Weichheit, Schweißbarkeit und Haltbarkeit betrifft, sondern auch
bezüglich dessen Reinheit von Schlacken und anderen Undichtheiten. Der Stahl
zeigt sich nämlich beim Auslaufen aus dem Bessemerofen viel heißer und flüssiger
als früher; so daß beide, Ofen und Gußrinne, nahezu leer und rein von Belegungen
bleiben und in den erhaltenen Eingüssen selten oder niemals eine Schlacke zu
entdecken ist, wenn dieselben abgeschlagen werden. Durch Sortirung des
ausgereckten Stahls wird dieser außer seinem Härtegrad noch getheilt in erste
und zweite Sorte und Ausschuß, die zweite Sorte enthält bloß unbedeutende
Oberflächenfehler. Die Gewichtsverhältnisse und den Brennstoffaufwand und
dergleichen beim Ausrecken des Stahls anzugeben, ist noch nicht möglich, aber
aus dem Betriebsjournal zu Edsken folgt eine Zusammenstellung der Resultate vom
18 Juli bis 8 September, wobei die Bemerkung vorausgeschickt wird, daß die
Stahlsorte Nr. 2,5 sich ausrecken läßt und im Aussehen wie im Verhalten dem
harten englischen Gußstahl am nächsten kommt. Die Sorten Nr. 3, 3,5, 4 und 4,5
lassen sich alle schweißen und recken, mit der gewöhnlichen Vorsicht, die bei
jedem andern Stahl erforderlich ist.
Der Abbrand, welcher in der Tabelle mit 14,36 Procent aufgenommen ist, beträgt
auf diesem Werke in Wirklichkeit nicht mehr als 12 Procent, weil ein Theil
Rückwaage von Roheisenabfällen, welche für mehrere gemeinsame Chargen auf einmal
eingewogen werden, in der speciellen Nachweisung für jede einzelne Charge nicht
aufgenommen ist.
Textabbildung Bd. 152, S. 122
Härte des Stahls Nr.;
Chargen-Anzahl; Erhalten an Stahl in gereinigten Eingüssen; Mittlere
Charge in Minuten; Anmerkung; Bevor der Ofen umgebaut wurde; Läßt sich gut
schweißen und recken, die beste Sorte für den gewöhnlichen Bedarf; Anzeichen von
Eisenfasern; Stahlabfälle; Zum Umschmelzen tauglich; Stahlabfälle;
Roheisenabfälle
Es erhellt aus dieser tabellarischen Uebersicht, daß für jede Charge im Mittel
etwas über 16 Centner Roheisen angewandt und nebst den Abfällen an Stahl und
Roheisen nahe an 10 Ctr. Stahl in gereinigten Eingüssen erhalten wurde. Die
Erzeugung pr. Tag hat 37 1/2 Ctr.
betragen.“
Obwohl diese authentischen Resultate noch manches zweifelhaft und vieles
wünschenswerth erscheinen lassen, so ist hierdurch dock ein nicht zu verkennender
Beweis gegeben, daß das Bessemer'sche Verfahren unter den
zusagenden Verhältnissen zur Stahlerzeugung mit Vortheil im Großen wird angewendet
werden können.Dieß hat sich auch in England herausgestellt; man s. Fairbairn's Bemerkungen im polytechn. Journal Bd. CLI S. 317. A. d. Red.
Es ist beachtenswerth, daß das abgeänderte Chenot'sche
Verfahren, wie nach dem Vorliegenden die Bessemer'sche
Methode, sich zuletzt nur auf die Stahlerzeugung beschränken, die Darstellung des
Stabeisens aber außer Frage lassen wird, wodurch am Ende der Stahl billiger als das
Stabeisen werden muß, wenn diese Methoden zu einer ausgedehnten Anwendung gelangen
sollten. Von ungleich größerer Brauchbarkeit erscheint mir indeß der Vorgang nach
Bessemer, da er viel einfacher und für viel mehr
Erzsorten anwendbar seyn wird, obgleich er nach den bisherigen Erfahrungen auf die
reinern Roheisensorten beschränkt erscheint. Das neuere Chenot'sche Verfahren, bei welchem die reducirten ausgepochten Erze mit
Kohlen und Braunsteinpulver gemengt und zu cylindrischen Stückchen gepreßt im
Gußstahltiegel eingeschmolzen werden, muß meines Erachtens auf ungewöhnlich reine
und reiche Eisenerze beschränkt und dabei noch sehr kostspielig bleiben, während das
erhaltene Product, nach meinem Erkennen, unmöglich eine verläßliche, vorzügliche
Stahlsorte geben kann.
Aus dem Stadium, in welches das Bessemer'sche Verfahren in
Schweden getreten ist, geht unzweifelhaft hervor, daß dasselbe für die Eisenhohöfen
der Haupterzberge in Steiermark und Kärnthen das größte Interesse bietet.
Tafeln